El documento resume los defectos más comunes en la soldadura por arco sumergido de recipientes y sus causas y soluciones. Los defectos incluyen porosidad, falta de fusión, fisuración, perforación, socavaduras, inclusiones de escoria y escurrimiento de metal fundido. Se proporcionan recomendaciones técnicas para ajustar parámetros como la corriente, voltaje, velocidad de soldadura y diseño de la junta para prevenir cada defecto.
Copyright:
Attribution Non-Commercial (BY-NC)
Formatos disponibles
Descargue como PDF, TXT o lea en línea desde Scribd
El documento resume los defectos más comunes en la soldadura por arco sumergido de recipientes y sus causas y soluciones. Los defectos incluyen porosidad, falta de fusión, fisuración, perforación, socavaduras, inclusiones de escoria y escurrimiento de metal fundido. Se proporcionan recomendaciones técnicas para ajustar parámetros como la corriente, voltaje, velocidad de soldadura y diseño de la junta para prevenir cada defecto.
El documento resume los defectos más comunes en la soldadura por arco sumergido de recipientes y sus causas y soluciones. Los defectos incluyen porosidad, falta de fusión, fisuración, perforación, socavaduras, inclusiones de escoria y escurrimiento de metal fundido. Se proporcionan recomendaciones técnicas para ajustar parámetros como la corriente, voltaje, velocidad de soldadura y diseño de la junta para prevenir cada defecto.
Copyright:
Attribution Non-Commercial (BY-NC)
Formatos disponibles
Descargue como PDF, TXT o lea en línea desde Scribd
El documento resume los defectos más comunes en la soldadura por arco sumergido de recipientes y sus causas y soluciones. Los defectos incluyen porosidad, falta de fusión, fisuración, perforación, socavaduras, inclusiones de escoria y escurrimiento de metal fundido. Se proporcionan recomendaciones técnicas para ajustar parámetros como la corriente, voltaje, velocidad de soldadura y diseño de la junta para prevenir cada defecto.
Copyright:
Attribution Non-Commercial (BY-NC)
Formatos disponibles
Descargue como PDF, TXT o lea en línea desde Scribd
Descargar como pdf o txt
Está en la página 1/ 7
Defectos Tpicos en la soldadura de recipientes
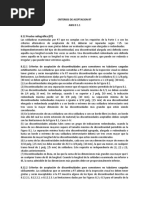
Causa 10.Porosidad provenientes de xidos en la junta 11.Soldadura con poca Fluidez 12.Malla del fundente muy Fina 13. Diseo a solape convencional
Soldadura por Arco Sumergido
Solucin 10. Usar alambres tipo EM12K, preparar juntas por arranque de viruta y no por oxicorte 11. Fundente de mayor fluidez,tipo cido como el OK Flux 10.82B OK Flux 350 12. Aumentar malla del fundente o utilize aspirador de flux con filtro para retener el polv, utilize aire seco y libre de lubricantes 13.Modificar el diseo de la junta a solape (*), dando un angulo de aproximadamente 30, permitiendo una desgasificacin y con esto evitar gas atrapado ( Co+Co2) para formar porosidad. Tiene la ventaja de mejor ensamble en el equipo posicionador para la soldadura automtica por arco sumergido y como resultante puede permitir la unin en una sola pasada sin defectos en planchas decapadas. 14. Calentar a 50C, antes de soldar para remover humedad del material base.
Defecto Porosidad
(*) Modificacin Diseo de junta en un pase 30
14.Material Base hmedo
Defectos Tpicos en la soldadura de recipientes
Causa 1. Altura del fundente excesiva o muy poca 2. MB sobrecalentado 3. MB , alambre o Flux contaminado o con impurezas 4. Alta velocidad de soldadura 5. Presentacin inadecuada de la junta 6. Respaldo contaminado
Soldadura por Arco Sumergido
Solucin 1.La altura del fundente debe cubrir el cordn y/o verse pequeos destellos del arco sobre el alambre 2.Seleccionar el y la Is:corriente, segn el espesor del MB / E: Kj/cm 3.Limpiar el material de contaminantes o use un fundente ms activo 4.Controle Is:corriente , altura de arco y disminuir velocidad de avance 5.Cerrar la apertura de raz y/o ajustar el solape en soldadura circunferencial u ovalizacin al calentarse y perder el ajustedel solape de la junta 6.Las pasadas de respaldo deben estar limpias y libres de defectoss.Mantener limpios los respaldos reutilizables 7.Utilizar filtros para retener polvo en el aspirador. Verificar el reciclado de fundente, malla < 3,2mm 8.Mantener el fundente a 150C,una vez resecado 9. Aumente Is:corriente, controle Kj/cm sin perforar la chapa o dismuya el ngulo del alambre en soldadura circunferencial o llevar a la posicin empujando sin socavar o con excesiva convexidad
Defecto Porosidad
d Soporte Flux
7. Fundente con alto contenido de finos o polvo 8. Fundente hmedo 9. Falta de penetracin
Empujando
Tirando
Soldadura por Arco Sumergido
Defectos Tpicos en la soldadura de recipientes Causa 1.Calor aportado bajo 2.El MA corre delante del arco
Solucin 1.Aumente amperaje, voltaje y disminuya la velocidad de soldadura 2.Suelde con un descentrado d segn el del recipiente o baje la corriente de soldadura manteniendo Cte: Kj/cm y/o que el material est solidificado a la 12 y no escurra 3.Agrande el angulo de inclinacin 4.Controlar alineacin
Defecto Falta de Fusin & Penetracin d recipiente 100-450 mm d: 20-25mm 450-900 mm d: 30-40 mm
3. Angulo incorrecto del electrodo 4. Desalineacin del alambre con respecto al centro de la junta 5. Dimetro de alambre muy grande para la corriente utilizada 6.Diseo de junta incorrecto
5. Disminuir dimetro del alambre
Stick-out
6.Verificar separacin de raz, altura del taln y ngulo de inclinacin 7.Disminuir Stick-out Verificar diseo y ajuste de del herramental
7. Excesivo Stick-out
Soldadura por Arco Sumergido
Defectos Tpicos en la soldadura de recipientes Causa 1.Errnea combinacin de fundente/alambre 2.Cordn pequeo o cncavo en juntas muy embridadas 3.Voltaje muy alto 4.Pileta lquida muy extensa 5.Alto contenido de azufre en MB 6.Falta de llenado crter final 1. Alto nivel de hidrgeno en MS 2. Alto nivel de restriccin de movimiento o gruesos espesores 3. Falta de ductilidad del material de aporte 4.Enfriamiento demasiado rpido en planchas de grueso espesor
Solucin 1.Chequear comp.qumica del metal base y del aporte 2.Realizar cordones levemente convexos 3. Reducir voltaje 4.Disminuir veloc. de soldadura 6. Usar Burnback o extinguir el arco en plancha de sacrificio 1.Usar fundente neutro de bajo nivel de hidrgeno y seco 2.Precalentar el material base y aumentar el calor aportado 3.Combinacin fundente /alambre errnea 4.Caliente y enfrie con un gradiente de 60/90C/h
Defecto Fisuracin Longitudinal al cordn
Transversal al cordn
Soldadura por Arco Sumergido
Defectos Tpicos en la soldadura de recipientes Causa 1.Corriente muy alta o baja velocidad de soldadura 2. Metal base muy caliente 3.Taln muy pequeo 4. Abertura de raz muy grande 5. Baja velocidad de soldadura 1.Corriente , voltaje o alta o baja y la velocidad muy alta 2. Tcnica de soldadura 1.Voltaje muy alto 2.Velocidad de soldadura muy baja 3. Alta temparatura entre pasadas 4. Corriente muy alta 5. Fundente extra bsico en chaflanes profundos
Solucin 1.Ajuste valores de E: Kj/cm 2.Reducir el bisel/ bajar E: Kj/cm 3.Incrementar el taln 4. Reducir la abertura de raz o usar respaldos bien ajustados De la misma plancha o de Cobre,cermicos o de fundente 1.Corregir parmetros de soldadura 2. En soldadura circunferencial use tcnica Tirando 1-2. Corregir parmetros de soldadura 3.Limitar temperatura entre pasadas 5. Cambie de fundente respetando los requerimientos mecnicos, solo use fundente cido en el primer pase, luego utilize neutro hasta terminar.
Defecto Perforacin
Sobremonta o refuerzo excesivo
Desprendimiento difcil de escoria
Soldadura por Arco Sumergido
Defectos Tpicos en la soldadura de recipientes Causa 1. Velocidad muy alta 2. Tcnica de soldadura 3.Arco o tensin muy alta 4. Desalineacin del arco 1.La escoria fluye delante del arco 2..Falta de penetracin 3. Diseo de junta inadecuado 4.Cordones mal distribuidos 1.Corriente muy alta o muy baja 2. Voltaje muy bajo 3. Tubo de contacto desgastado 4. Densidad de corriente baja o conexin electrica deficiente 3. Cambie a uno nuevo 4. Minma de corriente : 60 Amp/ mm 2 o chequear cables de potencia y conexionado
Solucin 1.Reducir velocidad 2. Usar tcnica Tirando en soldadura circunferencial 3.Disminuir Lo(stick out) o el voltaje 4.Utilizar guiadores de junta GMD mecnicos 1. Aumentar veloc.de avance 2.Elegir una intensidad que permita solidificacin lenta 3.1ercordn, en soldadura multipases, plano o levemente cncavo 1-2. Ajustar parmetros
Defecto Socavaduras
Inclusin de Escoria
Cordn Irregular
Soldadura por Arco Sumergido
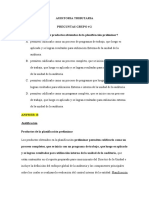
Defectos Tpicos en la soldadura de recipientes Causa 1.Corriente/ Voltaje de soldadura muy alto 2.Baja velocidad de soldadura 3.En soldadura circunferencial, incorrecto descentrado del alambre respecto a la vertical
Solucin 1-2.Reducir tamao de la pileta lquida en soldadura circunferencial 3.Descentrar el alambre, tal que est el bao solidificado al pasar por la vertical ( a las 12 exterior o a las 6 en interior)
Defecto: Escurrimiento de metal fundido
Desplazamiento Correcto
Desplazamiento muy pequeo Derrame de Escoria Sentido de Giro Desplazamiento en exceso