Guia Oper TIG
Guia Oper TIG
Descargar como pdf o txt
También podría gustarte
- Tabla Varillas TIG PDFDocumento5 páginasTabla Varillas TIG PDFMarco AlbanAún no hay calificaciones
- Titulación Acido-BaseDocumento4 páginasTitulación Acido-BaseMaria RuizAún no hay calificaciones
- 6 EquilibriosDisolucionDocumento6 páginas6 EquilibriosDisolucionFrancisco Martínez Navarro0% (2)
- Soldadura TIG MIGDocumento9 páginasSoldadura TIG MIGAlan De JesusAún no hay calificaciones
- Soldadura TIGDocumento21 páginasSoldadura TIGJose PerezAún no hay calificaciones
- Taller de SoldaduraDocumento7 páginasTaller de SoldaduraNancyMariaCabarcasMantillaAún no hay calificaciones
- Curso de Soldadura Proceso Tig y MigDocumento35 páginasCurso de Soldadura Proceso Tig y MigLuiis HM MaamoonAún no hay calificaciones
- Antorchas de Soldadura TIG (HANNS PICO TSP 42)Documento8 páginasAntorchas de Soldadura TIG (HANNS PICO TSP 42)Hanns Pico BarriosAún no hay calificaciones
- Manual Indura TigDocumento97 páginasManual Indura TigVictor Alfonso Gonzalez CeballosAún no hay calificaciones
- Curso Proceso TigDocumento97 páginasCurso Proceso TigAlarick Ooh100% (2)
- Apuntes de Soldadura Mig-MagDocumento4 páginasApuntes de Soldadura Mig-MagDaneel Oliwan100% (1)
- Separata MigmagDocumento11 páginasSeparata MigmagKevin Edinson Valencia PaicoAún no hay calificaciones
- 06 ElectrodosDocumento35 páginas06 ElectrodoselmerAún no hay calificaciones
- Gases para Soldadura TigDocumento3 páginasGases para Soldadura TigOrlando Delgado HuamaliAún no hay calificaciones
- Tema 1.08 Soldeo GTAWDocumento101 páginasTema 1.08 Soldeo GTAWDaniel GuerraAún no hay calificaciones
- Corte Con Gas Combustible y Oxigeno (Ofc)Documento8 páginasCorte Con Gas Combustible y Oxigeno (Ofc)Joel Villca100% (1)
- Afilado de BrocaDocumento6 páginasAfilado de BrocaCarlos PilatasigAún no hay calificaciones
- tallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cDocumento56 páginastallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cServimas PC100% (1)
- Gases de SoldaduraDocumento13 páginasGases de SoldaduraAntonioAún no hay calificaciones
- Definición Del Proceso de La Soldadura MIG MAGDocumento8 páginasDefinición Del Proceso de La Soldadura MIG MAGAmAnda DvAún no hay calificaciones
- GMAWDocumento54 páginasGMAWNacho CajalAún no hay calificaciones
- Soldadura Mig-Mag BasicoDocumento4 páginasSoldadura Mig-Mag BasicoAnonymous N5WmOlAún no hay calificaciones
- Informe Lab SoldaduraDocumento11 páginasInforme Lab SoldaduraEstebanD.MelendezRagaAún no hay calificaciones
- SoldaduraDocumento31 páginasSoldaduraJose GonzalezAún no hay calificaciones
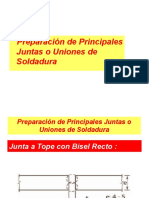
- Preparación de Las Juntas o Uniones SoldadasDocumento105 páginasPreparación de Las Juntas o Uniones SoldadasJose ChuyesAún no hay calificaciones
- Programa de Mantenimiento de Soldadura SemiautomaticaDocumento17 páginasPrograma de Mantenimiento de Soldadura SemiautomaticaEedinxhito QarevaloAún no hay calificaciones
- Los Fundamentos Del OxicorteDocumento12 páginasLos Fundamentos Del OxicorteYesi CeballosAún no hay calificaciones
- Cebado de Arco en Proceso SMAWDocumento7 páginasCebado de Arco en Proceso SMAWFranklin Salguero0% (1)
- Fisuras, Propiedades Mecanicas en SoldadurasDocumento10 páginasFisuras, Propiedades Mecanicas en SoldadurasCarlos HaroAún no hay calificaciones
- Oxicorte ... WordDocumento6 páginasOxicorte ... WordVictor Raul Osnayo MamaniAún no hay calificaciones
- Qué Es El Arco Pulsado y para Qué SirveDocumento2 páginasQué Es El Arco Pulsado y para Qué SirveTony Jesus Zapata Jacobo80% (5)
- Tablas de Amperajes Por Tipo de Electrodos y Presión de Trabajo para OxicorteDocumento2 páginasTablas de Amperajes Por Tipo de Electrodos y Presión de Trabajo para OxicorteSantos Quiñones ParimangoAún no hay calificaciones
- Soldadura 2Documento35 páginasSoldadura 2carolaina26Aún no hay calificaciones
- Cpi Mig MagDocumento68 páginasCpi Mig MagAbrahamAún no hay calificaciones
- 4 Electrodo Revestido (Modo de Compatibilidad) PDFDocumento52 páginas4 Electrodo Revestido (Modo de Compatibilidad) PDFÁlvaro100% (1)
- Lubricación IndustrialDocumento85 páginasLubricación Industrialmarcelo castilloAún no hay calificaciones
- 2-6 Aluminio y Sus Aleaciones PDFDocumento24 páginas2-6 Aluminio y Sus Aleaciones PDFroberto198007Aún no hay calificaciones
- TEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSDocumento33 páginasTEST MIG - MAG (Oxicorte, Carbono, Inoxidable, Alumnio y Alambre Tubular) ALUMNOSIdoia100% (1)
- Proceso TigDocumento52 páginasProceso TigAlejandro Tano ValsecchiAún no hay calificaciones
- Defectos de SoldaduraDocumento6 páginasDefectos de SoldaduraRichar Quino LuqueAún no hay calificaciones
- Alambres Tubulares WestarcoDocumento33 páginasAlambres Tubulares Westarcomuoz_hectorAún no hay calificaciones
- Detalles Estructurales de Uso de RigidizadorDocumento24 páginasDetalles Estructurales de Uso de RigidizadorGuillermo Sanchez100% (1)
- Catalogo Electrodos Revestidos - Lincoln Argentina PDFDocumento6 páginasCatalogo Electrodos Revestidos - Lincoln Argentina PDFBernardo BardottAún no hay calificaciones
- Soldadura Por Plasma Por Arco Transferido PtawDocumento20 páginasSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoAún no hay calificaciones
- Teoria y Fundamentos GTAWDocumento57 páginasTeoria y Fundamentos GTAWArnold herrera crismattAún no hay calificaciones
- Plano Soldadura Ejercicio 2Documento1 páginaPlano Soldadura Ejercicio 2ELVIS100% (1)
- Procesos de SoldaduraDocumento222 páginasProcesos de Soldadurafrancisco fasanando diazAún no hay calificaciones
- Sistema MIGDocumento5 páginasSistema MIGAlexander Muñoz Sánchez100% (1)
- Cuestionario 1 20Documento13 páginasCuestionario 1 20Christian PereiraAún no hay calificaciones
- m01 09 El Soldeo Mig MagDocumento60 páginasm01 09 El Soldeo Mig MagmontyviaderoAún no hay calificaciones
- Proceso de Soldadura PresentacionDocumento33 páginasProceso de Soldadura PresentacionAlvaro RamirezAún no hay calificaciones
- Lámina 36Documento7 páginasLámina 36Jose Manuel PerezAún no hay calificaciones
- Soldadura Por OxigasDocumento20 páginasSoldadura Por Oxigasingenieria_dcAún no hay calificaciones
- 08 Soldadura Mig-Mag - TigDocumento20 páginas08 Soldadura Mig-Mag - TigDanilo Andre LuqueAún no hay calificaciones
- SoldadurasDocumento11 páginasSoldadurasAmboise CarloAún no hay calificaciones
- Soldadura TigDocumento19 páginasSoldadura TigYamila BenitezAún no hay calificaciones
- Soldadura TigDocumento16 páginasSoldadura TigAndres Martinez Meza100% (2)
- Soldadura - Diego SalinasDocumento21 páginasSoldadura - Diego SalinasMishelAún no hay calificaciones
- Definición de Soldadura MigDocumento16 páginasDefinición de Soldadura MigPaola100% (2)
- Practica 7Documento7 páginasPractica 7VOLNEY HUMBERTOAún no hay calificaciones
- Soldadura TigDocumento27 páginasSoldadura Tigmauricio santiago cristobalAún no hay calificaciones
- Manual Proceso Soldadura TigDocumento9 páginasManual Proceso Soldadura Tigclaudiodaniel19Aún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento4 páginasNuevo Documento de Microsoft WordMatheo GomezAún no hay calificaciones
- Pesado de Muestras - 19Documento4 páginasPesado de Muestras - 19Yordan FalconAún no hay calificaciones
- Ejercico 7Documento1 páginaEjercico 7Natalia Barrios.Aún no hay calificaciones
- Brochure Quimica Yeidymar SierraDocumento2 páginasBrochure Quimica Yeidymar SierraPaulinoAún no hay calificaciones
- FQ3.CAP 4.activadosDocumento24 páginasFQ3.CAP 4.activadosCarola JamesAún no hay calificaciones
- Cromado ElectroliticoDocumento15 páginasCromado ElectroliticoWilmer Bobadilla CruzAún no hay calificaciones
- Calcio y PotasioDocumento15 páginasCalcio y PotasioEumir Hiram Lopez HinojosaAún no hay calificaciones
- La Plata PDFDocumento44 páginasLa Plata PDFCarlos Celestino Colonia100% (1)
- El AceroDocumento4 páginasEl Acerothefather1Aún no hay calificaciones
- Problemas de Pirometalurgia IIDocumento8 páginasProblemas de Pirometalurgia IITacachiri Chocamani Jaime50% (2)
- Tratamiento de Aguas Residuales de Cianuración. Un Enfoque TermodinámicoDocumento15 páginasTratamiento de Aguas Residuales de Cianuración. Un Enfoque TermodinámicoAtamari JhonAún no hay calificaciones
- Esfuerzo de Cedencia (Tablas y Gráfico)Documento1 páginaEsfuerzo de Cedencia (Tablas y Gráfico)Adrian GutierrezAún no hay calificaciones
- Pre-Informe Practica No 4 Leyes de ComposicionDocumento4 páginasPre-Informe Practica No 4 Leyes de ComposicionJohana MarcelaAún no hay calificaciones
- Nomenclatura Parte 2Documento3 páginasNomenclatura Parte 2samiAún no hay calificaciones
- (Nuevo) Guia-Elementos QuímicosDocumento3 páginas(Nuevo) Guia-Elementos QuímicosjuvelasAún no hay calificaciones
- Práctica 5 - Cínetica Peróxido de HidrógenoDocumento13 páginasPráctica 5 - Cínetica Peróxido de HidrógenoUriel Pamplona VidrioAún no hay calificaciones
- Ejercicios Resueltos Enlace QuímicoDocumento7 páginasEjercicios Resueltos Enlace Químicopatrick.tello.mAún no hay calificaciones
- GUÍA Propiedades AtomicasDocumento3 páginasGUÍA Propiedades AtomicasNandoFernandoAún no hay calificaciones
- Determinación de Manganeso Por El Método de PersulfatoDocumento4 páginasDeterminación de Manganeso Por El Método de PersulfatoFranklin Bravo Vidaurre100% (1)
- FERTIRRIGACIÓNDocumento33 páginasFERTIRRIGACIÓNJuan E SotoAún no hay calificaciones
- Manillas para PuertaDocumento69 páginasManillas para PuertadavsaguilarAún no hay calificaciones
- Equilibrio Iónico en Soluciones AcuosasDocumento76 páginasEquilibrio Iónico en Soluciones AcuosasBrayan Padilla RomeroAún no hay calificaciones
- GUIA 3 Profundizacion Tabla PeriodicaDocumento9 páginasGUIA 3 Profundizacion Tabla Periodicajhonatan ochoaAún no hay calificaciones
- Ht1-Propiedades Del Carbono PDFDocumento2 páginasHt1-Propiedades Del Carbono PDFSaul Olivera RamirezAún no hay calificaciones
- La Tabla Periódica 1Documento3 páginasLa Tabla Periódica 1Danna SimaluisaAún no hay calificaciones
- Prueba 2Documento7 páginasPrueba 2Samanta MeloAún no hay calificaciones
- Taller N°1 - Química Inorgánica (1° Parte)Documento4 páginasTaller N°1 - Química Inorgánica (1° Parte)Lautaro Carrizo OrtizAún no hay calificaciones
- Grupo 2 Recuperación de Oro y Plata Por El Proceso ElectrolíticoDocumento19 páginasGrupo 2 Recuperación de Oro y Plata Por El Proceso ElectrolíticoMichael JiménezAún no hay calificaciones