Este documento presenta el trabajo realizado sobre la programación y simulación de fresado CNC de letras. El objetivo fue elaborar la programación de las letras del nombre del autor usando códigos G y sentencias de control de flujo para repetir el mecanizado a diferentes profundidades. Se discuten las ventajas del uso de sentencias de repetición y la programación en coordenadas incrementales. Finalmente, se muestran imágenes de la simulación realizada en el software CNCFAGOR.
0 calificaciones0% encontró este documento útil (0 votos)
125 vistas11 páginas
Este documento presenta el trabajo realizado sobre la programación y simulación de fresado CNC de letras. El objetivo fue elaborar la programación de las letras del nombre del autor usando códigos G y sentencias de control de flujo para repetir el mecanizado a diferentes profundidades. Se discuten las ventajas del uso de sentencias de repetición y la programación en coordenadas incrementales. Finalmente, se muestran imágenes de la simulación realizada en el software CNCFAGOR.
Este documento presenta el trabajo realizado sobre la programación y simulación de fresado CNC de letras. El objetivo fue elaborar la programación de las letras del nombre del autor usando códigos G y sentencias de control de flujo para repetir el mecanizado a diferentes profundidades. Se discuten las ventajas del uso de sentencias de repetición y la programación en coordenadas incrementales. Finalmente, se muestran imágenes de la simulación realizada en el software CNCFAGOR.
Este documento presenta el trabajo realizado sobre la programación y simulación de fresado CNC de letras. El objetivo fue elaborar la programación de las letras del nombre del autor usando códigos G y sentencias de control de flujo para repetir el mecanizado a diferentes profundidades. Se discuten las ventajas del uso de sentencias de repetición y la programación en coordenadas incrementales. Finalmente, se muestran imágenes de la simulación realizada en el software CNCFAGOR.
Descargue como PDF, TXT o lea en línea desde Scribd
Descargar como pdf o txt
Está en la página 1/ 11
UNIVERSIDAD NACIONAL DE LOJA
FACULTAD DE LA ENERGÍA, LAS INDUSTRIAS Y LOS
RECURSOS NATURALES NO RENOVABLES
ASIGNATURA: MANUFACTURA COMPUTARIZADA.
TRABAJO 3
TEMA:
“Programación y simulación de fresado de letras.”.
Autor:
Daniel Alfredo Merino Burbano
Tutor:
ING. ING. FRANCISCO ALEAGA Mg.
Ciclo/Modulo:
4to Ciclo Paralelo “A”.
Año:
MARZO-AGOSTO-2020 1. Tema.
Programación y simulación de fresado de letras.
2. Objetivos. • Elaborar la programación CNC de las letras de su nombre. • Realizar la adecuación de los códigos, de manera que estos sean legibles en el simulador FAGOR 8055M. • Usar adecuadamente la sentencia de control de flujo para repetir bloques de programación a diferentes profundidades. 3. Introducción.
El propósito de la práctica es aprender a utilizar códigos de secuencia de bloques
RPT, al igual que la adecuación del código para poder ser utilizado en la fresadora CNC, de la UNL ubicada en el laboratorio de Manufactura.
Para lograr las simulaciones se utilizará dos programas tales como (Winunisoft y CNCFAGOR) los cuales nos ayudan a comprender de mejor manera las practicas. La práctica se la realizara mediante el programa CNCFAGOR par torno para esto utilizamos un archivo fagor8070T ya que el tipo de programación es similar a la maquina existente en el laboratorio de Manufactura de la UNL.
4. Materiales y reactivos. Equipos y herramientas.
EQUIPOS Y HERRAMIENTAS MATERIALES Y REACTIVOS
• Ordenador con simulador CNC FAGOR
5. Resultados obtenidos.
Para desarrollar la práctica se utilizó algunos tipos de comandos de ajuste de
velocidad tanto como la velocidad del cabezal como la velocidad de avance de la herramienta de corte además para el tipo de coordenadas que se utilizara, así mismo definir circunferencias avances lineales y algunos otros comandos más que se detallaran a continuación: Comandos de importancia:
G53: Programación respecto al cero máquina.
G94: Avance en milímetros (pulgadas) por minuto.
G96: Velocidad del punto de corte constante.
F1300: Avance de la herramienta a 100mm por revolución.
S1200: Nos indica la velocidad de giro del husillo de 1200 rpm.
M03: Hacer girar el husillo en sentido horario
G90: Programación en coordenadas absolutas.
G92: Preselección de cotas / Limitación velocidad del cabezal.
G91: Programación en coordenadas incrementales.
G08: Circunferencia tangente a trayectoria anterior.
G00: Posicionamiento rápido de la herramienta.
G01: Interpolación lineal.
G36: Redondeo de aristas.
G39: Achaflanado.
RPT: La sentencia RPT ejecuta la parte de programa existente entre los dos bloques definidos mediante la etiqueta N(expresión).
N00: Nos indica el número de bloque.
M30: Finalizar y poner el puntero de ejecución en su sitio.
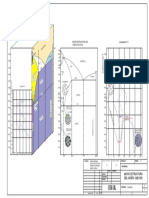
Figura 1: Perfil propuesto para desarrollar la programación para fresado CNC.
Una de las ventajas de utilizar la sentencia de control de flujo es que se puede
repetir una línea de códigos N veces esto nos ayuda a que el código sea más compacto y no exista mucho gasto computacional.
Gracias a la programación de una nueva línea de códigos, se pudo llegar a la
conclusión de que se puede utilizar la programación de cotas incrementales para poder trabajar en diferentes profundidades utilizando también la sentencia de control de flujo.
Al comparar el simulador CNCFAGOR con el simulador WINUNISOFT se puede
apreciar que al momento de modificar en CNCFAGOR no es necesario realizar mecanizados previos de la pieza ya que este programa no nos detecta las colisiones de la herramienta con las dimensiones de la pieza, mientras que el simulador Winunisoft nos permite visualizar ese tipo de inconvenientes los cuales podemos observar en la figura (4-5) ubicadas en anexos.
7. Conclusiones. • Para que el programa sea ejecutable en FAGOR 8055M se debe modificar la línea de código eliminando algunos de los comandos ya que estos no son leídos por dicho programa. • Una de las maneras más cansillas para elaborar el código seria utilizando el comando G92 que sería utilizar un nuevo cero maquina esto puede ser utilizado tanto para cotas incrementales como absolutas. 8. Recomendaciones. • Se debe tener muy en cuenta donde ubicar el comando G92 ya que desde ese punto la maquina lo leerá como un nuevo inicio de coordenadas o cero piezas. • Tener muy en cuenta que se debe copiar la primera línea de donde comienza el siclo de repetición en la parte final de la línea de código ya que de esta manera la maquina comenzará un siclo repetitivo con el comando RPT y las asignaciones N00 y el número de veces que este se repetirá en la pieza. 9. Preguntas de control. • ¿Explique por qué decidió desarrollar la programación de su nombre con este tipo de programación? (coordenadas absolutas o incrementales)
La programación de mi nombre la realice con coordenadas incrementales G91
ya que es más fácil ir realizando letra por letra ya que con absolutas se debería ir sumando las distancias correspondientes a cada una de las letras. • Indique cuales son las sentencias de control de flujo para el controlador FAGOR 8055M.
La sentencia que se utilizo para el programa FAGOR 8055M son:
o Sentencias de visualización. o Sentencias de habilitación y des habilitación. o Sentencias de control de flujo. o Sentencias de subrutinas. o Sentencias asociadas al palpador. o Sentencias de subrutinas de interrupción. o Sentencias de programas. o Sentencias asociadas a las cinemáticas. o Sentencias de personalización. • ¿Cuál es la función de la sentencia de control de flujo usada en la programación de la presente práctica?
En la realización de la practica se utilizo la sentencia de control de flujo (RPT
N00, N01).
• Proponga soluciones para realizar mecanizados repetitivos a
diferentes niveles (varias pasadas).
Otra opción para desarrollar la programación del mecanizado repetitivo a
diferentes niveles seria realizarlo utilizando el comando G91 de medidas incrementales al igual que la sentencia de control de flujo RPT.
• Explique ¿Por qué no se emplea los comandos traslado del
origen absoluto, números de herramienta (T), numero de corrector (D), cambio de herramienta (M6), en el archivo ejecutable?
Debido a que puede causar algún accidente en la maquina por lo cual se omite ese tipo de comandos.
• ¿Qué sucede si no modificamos la extensión del bloc de notas,
de nuestro archivo ejecutable? Puede suceder que la maquina CNC no lea la línea de código ya que esto solo es compatible con archivos .pim y debe ser nombrado mediante números de no menor de 6 dígitos esto es debido a que cuando se crea un block de cotas viene con una extensión .txt que no es compatible con el FAGOR de la máquina.
10. Bibliografía AUTOMATION, F. (20 de 07 de 2018). Manual de programación. Obtenido de CNC 8035T: http://www.fagorautomation.com/downloads/descatalogados/es/man_8035t_prg. pdf