Espesadores Avance
Espesadores Avance
Descargar como docx, pdf o txt
También podría gustarte
- Manual Rafa (Reactor Anaerobio de Flujo Ascendente)Documento19 páginasManual Rafa (Reactor Anaerobio de Flujo Ascendente)mmemetz4641_33223936100% (4)
- Manual de Operación y Mantenimiento Ptar IchuñaDocumento14 páginasManual de Operación y Mantenimiento Ptar IchuñaCristhian Gutierrez100% (1)
- P&ID - InformeDocumento11 páginasP&ID - InformeValeria Ignacia Cerda TabiloAún no hay calificaciones
- Informe Planta de Tratamiento de Agua PotableDocumento18 páginasInforme Planta de Tratamiento de Agua PotableJohn Urrea C100% (1)
- 1a Solemne Farmacologia I ListoDocumento6 páginas1a Solemne Farmacologia I ListoPía TroncosoAún no hay calificaciones
- Catalogo Cerraduras YALEDocumento18 páginasCatalogo Cerraduras YALEHugo Dionicio Albornoz100% (1)
- Instalacion, Manejo y Mantencion de Sistemas de Riego PresurizadoDocumento24 páginasInstalacion, Manejo y Mantencion de Sistemas de Riego PresurizadoKathleen Jones100% (1)
- Informe de Laboratorio de Procesos II - PTARDocumento49 páginasInforme de Laboratorio de Procesos II - PTARCamilo VanegasAún no hay calificaciones
- Balance de AguaDocumento13 páginasBalance de AguaAntony RivasAún no hay calificaciones
- AsdfghjklDocumento12 páginasAsdfghjklKrishna JauAún no hay calificaciones
- Trabajo Monografico 10 13 CorregDocumento15 páginasTrabajo Monografico 10 13 CorregErick Enrique Mallqui SantosAún no hay calificaciones
- Calculo Camaras DecantadorasDocumento17 páginasCalculo Camaras Decantadorasipla_mecanico359100% (1)
- Programa de Manejo de Aguas Residuales IndustrialesDocumento9 páginasPrograma de Manejo de Aguas Residuales IndustrialesNéstor VargasAún no hay calificaciones
- 4.5 Manual de Operacion y Mantenimiento Ptar Ayacucho Final CorregidoDocumento21 páginas4.5 Manual de Operacion y Mantenimiento Ptar Ayacucho Final CorregidoMallvel MeryAún no hay calificaciones
- Informe - Planta de Tratamiento - JaenDocumento16 páginasInforme - Planta de Tratamiento - Jaenjjameshuaman100% (5)
- Manual O&m Lagunas de EstabilizacionDocumento34 páginasManual O&m Lagunas de EstabilizacionJhordin DE LA CruzAún no hay calificaciones
- Manual de Operacion y Mantenimiento - Planta de Tratamiento Palmaceite S.A.Documento34 páginasManual de Operacion y Mantenimiento - Planta de Tratamiento Palmaceite S.A.Edwin MarsigliaAún no hay calificaciones
- Tratamiento de Aguas Residuales-YehelinDocumento15 páginasTratamiento de Aguas Residuales-YehelinAnonymous y87c244100% (1)
- Operación y Mantenimiento FIMEDocumento6 páginasOperación y Mantenimiento FIMEZelminha StAún no hay calificaciones
- Registros de ProducciónDocumento6 páginasRegistros de ProducciónReiner QuinteroAún no hay calificaciones
- MetodologiaDocumento13 páginasMetodologialuis ramirez osccoAún no hay calificaciones
- INFORME #2 - Visita PlantaDocumento12 páginasINFORME #2 - Visita PlantaJösë ÄrtëagäAún no hay calificaciones
- Diseno Equipos Riego Inia ChileDocumento55 páginasDiseno Equipos Riego Inia ChileantonioforteseAún no hay calificaciones
- TRABAJO FINAL - Procesos Ambientales IDocumento25 páginasTRABAJO FINAL - Procesos Ambientales IDANNA GABRIELA VALENCIA CAICEDOAún no hay calificaciones
- Sensores LixiviacionDocumento15 páginasSensores Lixiviacionmichael100% (1)
- Manual de Operación y Mantenimiento de La PDocumento35 páginasManual de Operación y Mantenimiento de La PRocioDelPilarRiveraRamosAún no hay calificaciones
- Informe Salida Tibitoc ContDocumento7 páginasInforme Salida Tibitoc Cont'CamiloVelasquezAún no hay calificaciones
- Informe de Visita Tomilla 2Documento9 páginasInforme de Visita Tomilla 2Jhon Salas Y.Aún no hay calificaciones
- Manual de Procedimientos Acueducto y AlcDocumento25 páginasManual de Procedimientos Acueducto y Alcjorge5645Aún no hay calificaciones
- Ingenieria de Proyecto 02-03-23Documento54 páginasIngenieria de Proyecto 02-03-23alex.laureanAún no hay calificaciones
- Evaluacion Sistema RiegoDocumento55 páginasEvaluacion Sistema RiegoHildebrant AyalaAún no hay calificaciones
- Informe de PaipaDocumento6 páginasInforme de PaipaNancy RodriguezAún no hay calificaciones
- Ptap PetitDocumento14 páginasPtap PetitISIDRO RAFAEL PETIT MOLINAAún no hay calificaciones
- Recirculación de AguaDocumento6 páginasRecirculación de AguaMaroAún no hay calificaciones
- Informe Visita Ptap CalarcaDocumento19 páginasInforme Visita Ptap CalarcaRicardo HenaoAún no hay calificaciones
- Sistema de Tratamiento de Aguas Residuales Usando WetlandsDocumento8 páginasSistema de Tratamiento de Aguas Residuales Usando Wetlandsjose amezquitaAún no hay calificaciones
- Manual de Operación Técnica APRDocumento24 páginasManual de Operación Técnica APRRaúl DíazAún no hay calificaciones
- Tecnologias de Tratamiento de Aguas Residuales en Zonas RuralesDocumento20 páginasTecnologias de Tratamiento de Aguas Residuales en Zonas RuralesAnabelVera100% (1)
- Actividad 3 Potabilización de Agua Actividad SenaDocumento5 páginasActividad 3 Potabilización de Agua Actividad Senaruben rojasAún no hay calificaciones
- Informe Ptar - CubarralDocumento16 páginasInforme Ptar - CubarralkarinacubillosAún no hay calificaciones
- Informe Aguas CamalDocumento14 páginasInforme Aguas CamalAndrés LópezAún no hay calificaciones
- DARIO AVILA RINCON 1018428116 EvidenciaDocumento2 páginasDARIO AVILA RINCON 1018428116 Evidenciadario.avila.rinconAún no hay calificaciones
- Informe PTAR EMAPAVDocumento11 páginasInforme PTAR EMAPAVjuan.gomez.rAún no hay calificaciones
- Informe Visita Tecnica Planta de TratamientoDocumento3 páginasInforme Visita Tecnica Planta de TratamientoAnonymous OIlr50Aún no hay calificaciones
- Ferti Tarea 3Documento15 páginasFerti Tarea 3Milagros EspinozaAún no hay calificaciones
- Trabajo Instalaciones RiegoDocumento19 páginasTrabajo Instalaciones RiegoBarbara JessiAún no hay calificaciones
- Informe Ptap - CalarcáDocumento7 páginasInforme Ptap - Calarcásietedeoro777Aún no hay calificaciones
- Evaluacion de Ptar UniDocumento18 páginasEvaluacion de Ptar UniEnrique Meza CorajeAún no hay calificaciones
- M Y E, ATARJEADocumento15 páginasM Y E, ATARJEACarlo Alessandro Melgar FrancoAún no hay calificaciones
- Informe ControlDocumento11 páginasInforme Control1394203031Aún no hay calificaciones
- Capitulo V - Operacion Conservacion y Mejoramiento de Sistemas de Riego.Documento25 páginasCapitulo V - Operacion Conservacion y Mejoramiento de Sistemas de Riego.Elgar Facundo HuamanAún no hay calificaciones
- Memoria Descriptiva PtapDocumento22 páginasMemoria Descriptiva PtapHenri The EmPtYAún no hay calificaciones
- Aplicaciones de La Flotación Por EspumaDocumento6 páginasAplicaciones de La Flotación Por EspumaRt RobertoAún no hay calificaciones
- Materiales Utilizados para El Diseño de Una Planta de Tratamiento de AguasDocumento6 páginasMateriales Utilizados para El Diseño de Una Planta de Tratamiento de AguasEdgar Lizarme BerrocalAún no hay calificaciones
- Apuntes para Clase de Fundamentos PtarDocumento7 páginasApuntes para Clase de Fundamentos PtarSandra Milena Sanchez RamirezAún no hay calificaciones
- Combinacion de RegistrosDocumento9 páginasCombinacion de RegistrosSol Garcia Vazquez100% (1)
- Actividad 3 - Operación de Potabilización de Aguas SENADocumento10 páginasActividad 3 - Operación de Potabilización de Aguas SENALuis ArteagaAún no hay calificaciones
- Operacion y Mantenimiento de Lagunas de OxidacionDocumento23 páginasOperacion y Mantenimiento de Lagunas de OxidacionedzedaAún no hay calificaciones
- Teledetección del agua: Avances en técnicas de visión por computadora para la teledetección del aguaDe EverandTeledetección del agua: Avances en técnicas de visión por computadora para la teledetección del aguaAún no hay calificaciones
- UF1668 - Análisis de agua potable y residualDe EverandUF1668 - Análisis de agua potable y residualAún no hay calificaciones
- UF1669 - Mantenimiento preventivo de equipos y procesos de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1669 - Mantenimiento preventivo de equipos y procesos de plantas de tratamiento de agua y plantas depuradorasAún no hay calificaciones
- Programación y control del riego y la fertilización de los cultivos. AGAU0208De EverandProgramación y control del riego y la fertilización de los cultivos. AGAU0208Aún no hay calificaciones
- Método de Minado: Open StopeDocumento4 páginasMétodo de Minado: Open StopePamela J CatariAún no hay calificaciones
- Silabo Seguridad y Salud OcupacionalDocumento3 páginasSilabo Seguridad y Salud OcupacionalPamela J CatariAún no hay calificaciones
- Grupos 1 y 2 Clasificación Geomecánica y Diseño EmpíricoDocumento17 páginasGrupos 1 y 2 Clasificación Geomecánica y Diseño EmpíricoPamela J CatariAún no hay calificaciones
- EspesadoresDocumento7 páginasEspesadoresPamela J CatariAún no hay calificaciones
- Manual de Uso de Software MinesightDocumento38 páginasManual de Uso de Software MinesightPamela J Catari100% (1)
- Ejercicios Resueltos de Distribuciones BidimensionalesDocumento8 páginasEjercicios Resueltos de Distribuciones BidimensionalesPamela J CatariAún no hay calificaciones
- Lipidos y Acidos GrasosDocumento20 páginasLipidos y Acidos GrasosPamela J CatariAún no hay calificaciones
- Limpieza y Desinfeccion de FrutasDocumento8 páginasLimpieza y Desinfeccion de FrutasCarolina FlórezAún no hay calificaciones
- Viscoflow 50 (FT)Documento2 páginasViscoflow 50 (FT)JefersonAún no hay calificaciones
- Ficha Tecnica Baxi Roca TermosifonDocumento2 páginasFicha Tecnica Baxi Roca TermosifonAnonymous T9tEC0w2PXAún no hay calificaciones
- Clasificacion de Los Alimentos y Piramide Alimenticia Con Letra ANIMALES IMAGENESDocumento7 páginasClasificacion de Los Alimentos y Piramide Alimenticia Con Letra ANIMALES IMAGENESZelayaAún no hay calificaciones
- Fibercrete EstructuralDocumento3 páginasFibercrete EstructuralEvelin Hernandez GonzalezAún no hay calificaciones
- Unidad III - 1 Tratamientos TérmicosDocumento56 páginasUnidad III - 1 Tratamientos TérmicosLuz claritaAún no hay calificaciones
- Z Mobilis Eq1G3Documento5 páginasZ Mobilis Eq1G3doniitooAún no hay calificaciones
- Huamani Rivera VíctorDocumento6 páginasHuamani Rivera Víctorjorge rodriguez dezaAún no hay calificaciones
- Contrato de Concesión de Quiosco Escolar 2017Documento2 páginasContrato de Concesión de Quiosco Escolar 2017Bruno Beltran100% (21)
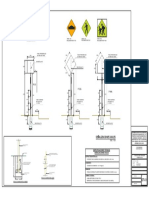
- Detalles-Señales Verticales ContDocumento1 páginaDetalles-Señales Verticales ContHenry Abel Cuevas100% (1)
- QuimicoDocumento7 páginasQuimicoAndrea ValderramaAún no hay calificaciones
- 1 s2.0 S0011916421003970 MainDocumento8 páginas1 s2.0 S0011916421003970 MainMaribel VirreyraAún no hay calificaciones
- Practica de Laboratorio N 2 de QuimicaDocumento11 páginasPractica de Laboratorio N 2 de Quimicalizoe17Aún no hay calificaciones
- RodamientosDocumento11 páginasRodamientosKelvin GonzalezAún no hay calificaciones
- Yacimiento Epitermal Baja Sulfuración - AresDocumento10 páginasYacimiento Epitermal Baja Sulfuración - AresJuan Antonio Zegarra LooAún no hay calificaciones
- Seccion 4Documento22 páginasSeccion 4Daniela Monserrat Casanga MorgadoAún no hay calificaciones
- Mezcla Gasolina Con HidrogenoDocumento75 páginasMezcla Gasolina Con HidrogenoMaria ValderramaAún no hay calificaciones
- Pre - Informe Ley de Conversacion de La Masa EstioquiemetriaDocumento7 páginasPre - Informe Ley de Conversacion de La Masa EstioquiemetriaElizabeth SalazarAún no hay calificaciones
- Anfigenos - Rojas Landeon IrmaDocumento28 páginasAnfigenos - Rojas Landeon Irmairma rojas landeonAún no hay calificaciones
- Fisiopatologia de La InflamacionDocumento105 páginasFisiopatologia de La InflamacionLu SerantesAún no hay calificaciones
- Efecto PH IBQDocumento52 páginasEfecto PH IBQSuarez GOmez Alexis GabrielAún no hay calificaciones
- Procesos de Soldadura Guia Soldadura 2017Documento14 páginasProcesos de Soldadura Guia Soldadura 2017luiscercadoAún no hay calificaciones
- Mina San Agustin de Curpahuasi DiapoDocumento27 páginasMina San Agustin de Curpahuasi Diapojorge paucar quispe100% (1)
- Papel de La Clorhexidina en La Odontologia Restauradora.Documento4 páginasPapel de La Clorhexidina en La Odontologia Restauradora.Nataly MirandaAún no hay calificaciones
- Marco TeóricoDocumento8 páginasMarco TeóricoJoel JBAún no hay calificaciones
- Precios Unitarios Instalaciones SanitariasDocumento10 páginasPrecios Unitarios Instalaciones SanitariasJavier Sotelo EspinosaAún no hay calificaciones
- Indice de LamianridadDocumento6 páginasIndice de LamianridadHumberto Silvio Alegre AchacolloAún no hay calificaciones
- HDSCF258XESDocumento8 páginasHDSCF258XESdobleuyoAún no hay calificaciones