1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
Cargado por
Alfredo BravoCopyright:
Formatos disponibles
1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
Cargado por
Alfredo BravoDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Copyright:
Formatos disponibles
1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
1A3002-7-SEA-5-PDT-001 Proc. Trabajos de Soldadura Rev 1
Cargado por
Alfredo BravoCopyright:
Formatos disponibles
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
SERVICIOS ENERGÉTICOS AMBIENTALES S.R.L.
PROCEDIMIENTO DE TRABAJOS
DE SOLDADURA
Descripción y/o Aprobado por Aprobado por
Revisión N° Fecha ítems modificados Proyectos Seguridad
SEA SEA
0 15/10/2019 Emisión original
15-10-2019 15-10-19
Aprobado Aprobado por Aprobado por Aprobado Aprobado
Mantenimiento TdP Seguridad TdP Proyectos TdP Proyectos SGS Seguridad SGS
Aprobado por Aprobado por
Proyectos Seguridad
(3.1)- (3.4)- (4)- (6)- SEA SEA
1 10/07/2020
(7.2)
10-07-20 10-07-20
Aprobado Aprobado por Aprobado por Aprobado Aprobado
Mantenimiento TdP Seguridad TdP Proyectos TdP Proyectos SGS Seguridad SGS
Copia No Controlada Página 1 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
CONTENIDO
1 OBJETIVO ..................................................................................................................... 3
2 ALCANCE ...................................................................................................................... 3
3 DOCUMENTOS COMPLEMENTARIOS ....................................................................... 3
4 RESPONSABLES .......................................................................................................... 4
5 DEFINICIONES.............................................................................................................. 6
6 PROCEDIMIENTO ....................................................................................................... 11
6.1 CONSIDERACIONES DE CALIDAD ................................................................................... 11
6.2 CONSIDERACIONES DE SEGURIDAD, SALUD OCUPACIONAL Y MEDIO AMBIENTE 12
6.2.1 SEGURIDAD Y SALUD OCUPACIONAL ................................................................ 12
6.2.2 MEDIOAMBIENTE................................................................................................... 13
6.2.3 BIOSEGURIDAD ..................................................................................................... 14
6.3 ALMACENES ....................................................................................................................... 17
6.4 DESARROLLO .................................................................................................................... 17
6.4.1 EQUIPOS, MATERIALES Y HERRAMIENTAS....................................................... 17
6.4.2 CONDICIONES PRELIMINARES............................................................................ 17
6.4.3 PROCEDIMIENTOS DE SOLDADURA CALIFICADOS (WPS Y RCP) .................. 19
6.4.4 SOLDADORES CALIFICADOS ............................................................................... 20
6.4.5 PLANIFICACIÓN DE LOS TRABAJOS DE SOLDADURA ..................................... 20
6.4.6 SEGUIMIENTO DE TRABAJOS DE SOLDADURA ................................................ 20
6.4.7 TRAZABILIDAD, INSPECCIONES Y CONTROLES ............................................... 20
6.4.8 EJECUCIÓN DE LA ACTIVIDAD ............................................................................ 21
6.4.9 REPARACION DE UNIONES SOLDADAS. ............................................................ 23
6.4.10 LIBERACIÓN PARA PRUEBA DE PRESIÓN. .................................................... 24
6.4.11 CONTROL ........................................................................................................... 24
7 REGISTRO .................................................................................................................. 25
8 ANEXOS ...................................................................................................................... 25
Copia No Controlada Página 2 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
1 OBJETIVO
Establecer los lineamientos para realizar los procesos de soldadura y actividades relacionadas
al Servicio EPC de Montaje de Válvulas en la Orilla de Playa – Terminal Callao para Terminales
del Perú (TP) que realiza Servicios Energéticos Ambientales S.R.L. (SEA).
2 ALCANCE
Este procedimiento es aplicable a las actividades que realizar SEA como parte del Servicio EPC
de Montaje de Válvulas en la Orilla de Playa – Terminal Callao para Terminales del Perú, cuyo
desarrollo se encuentra ubicado en la Base Naval del Callao ubicada cerca al Terminal de
Callao, siendo esta última de propiedad de PetroPerú, actualmente operada por TP.
3 DOCUMENTOS COMPLEMENTARIOS
D.S. 055-2010-EM Reglamento de Seguridad y Salud Ocupacional.
D.S. 009-2005-TR Reglamento de Seguridad y Salud en el Trabajo.
Ley 29783 Ley de Seguridad y Salud en el Trabajo.
Decreto de Urgencia Nº 025-2020, Dictan medidas urgentes y excepcionales
destinadas a reforzar el Sistema de Vigilancia y Respuesta Sanitaria frente al
COVID-19 en el territorio nacional.
Decreto de Urgencia N° 026-2020, Decreto de Urgencia que establece diversas
medidas excepcionales y temporales para prevenir la propagación del
Coronavirus (COVID-19) en el Territorio Nacional
Decreto Supremo Nº 008-2020-SA, Decreto Supremo que declara en Emergencia
Sanitaria a nivel nacional por el plazo de noventa (90) días calendario y dicta
medidas de prevención y control del COVID-19.
Decreto Supremo N° 010-2020-TR, Decreto Supremo que desarrolla disposiciones
para el Sector Privado, sobre el trabajo remoto previsto en el Decreto de Urgencia
N° 026-2020, Decreto de Urgencia que establece medidas excepcionales y
temporales para prevenir la propagación del COVID-19.
Decreto Supremo N° 044-2020-PCM, que declara Estado de Emergencia Nacional
por las graves circunstancias que afectan la vida de la Nación a consecuencia del
brote del COVID-19 y sus precisiones, modificatorias y prórrogas.
Decreto Supremo N°080-2020-PCM, Decreto Supremo que aprueba la reanudación
de actividades económicas en forma gradual y progresiva dentro del marco de la
declaratoria de Emergencia Sanitaria Nacional por las graves circunstancias que
afectan la vida de la Nación a consecuencia del COVID-19.
Resolución Ministerial N° 312-2011-MINSA, que aprueba los “Protocolos de
exámenes médico ocupacionales y guías de diagnóstico de los exámenes
médicos obligatorios por actividad”.
Resolución Ministerial N° 055-2020-TR, Aprueban el documento denominado
“Guía para la prevención del Coronavirus en el ámbito laboral”,
Resolución Ministerial Nº 135-2020-MINSA, Aprueban documento denominado:
Especificación Técnica para la confección de mascarillas faciales textiles de uso
comunitario
Copia No Controlada Página 3 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Resolución Ministerial Nº 193-2020-MINSA, Aprueban el Documento Técnico:
Prevención, Diagnóstico y Tratamiento de personas afectadas por COVID-19 en el
Perú y su modificatoria.
Resolución Ministerial Nº 448-2020-MINSA, Aprueban el Documento Técnico:
“Lineamientos para la vigilancia de la salud de los trabajadores con riesgo de
exposición a COVID-19”.
Normas ASTM.
API 1104 Wlding of Pipelines and Related Facilities, 21st Edition
AWS D1.1 Structural Welding Code
ASME B31.3-2016: Process Piping.
ASME B31.4-2016: Pipeline Transportation System for Liquids and Slurries.
ASME B30.15: Grúas Móviles
Especificaciones Técnicas del Proyecto.
Información entregada por los Proveedores.
GMP-HS-E-001 Sistema de Permisos de Trabajo v3
GMP-HS-E-010 Almacenamiento Transporte y Manipulación de MATPEL v3
GMP-HS-E-002 Trabajos en Caliente v3
GMP-HS-E-003 Trabajo en Frio v3
Oiltanking Painting Building Specifications BS-003
CT-EI10-33 Equipos para Preparación de Superficies y Pintado V1
CT-EI10-23 InspTub On Shore_Rev4
GMP-HS-Q-003 Regreso al Trabajo de contratistas V2
SEA-PV-PRE-COV 19-001, PLAN DE VIGILANCIA, PREVENCION Y CONTROL
DEL COVID-19
4 RESPONSABLES
Gerentes General
- Establecer los objetivos y alcance del procedimiento de acuerdo a la política de
Servicios Energéticos Ambientales (SEA).
- Proporcionar los recursos necesarios para el cumplimiento del presente Procedimiento.
- Asegurar el cumplimiento del presente procedimiento
- Aprobar y ordenar los recursos necesarios para la implementación de la Guía de
retorno al trabajo por pandemia de Coronavirus de Servicios Energéticos Ambientales
S.R.L.
- Evaluar los riesgos de la continuidad de negocio y el impacto del reinicio de las labores
de Servicios Energéticos Ambientales S.R.L.
Gerente de Proyecto
- Asegurar que se disponga y se asignen los recursos humanos calificados para el
desarrollo del Proyecto.
- Asegurar que se disponga de los recursos materiales necesarios para el flujo óptimo de
los procesos.
- Responsable del cumplimiento del Cronograma de ejecución aplicable.
- Coordinar la planificación de los trabajos a efectuar con la periodicidad que requiera el
Coordinador de Proyecto.
- Proveer especialistas o personal competente para conducir inspecciones anuales, las
mismas que quedarán registradas.
- Inspeccionar los trabajos aleatoriamente
Copia No Controlada Página 4 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Residente de Obra
- Responsable total de los procesos que se realizarán en Obra.
- Para el cumplimiento de dichos procesos, ejecutará todas las directrices de acuerdo a
una planificación adecuada de los trabajos de construcción, montaje, instalaciones y
equipamiento.
- Asegurar el empleo de recursos humanos con la capacidad y experiencia para cumplir
con los niveles de calidad requeridos por el Proyecto, así como de maquinaria, equipos
y herramientas en condiciones óptimas para los procesos a realizarse.
- Coordinar con el Administrador de Obras todas las acciones concernientes al control
administrativo de los recursos humanos, materiales y económicos.
- Planificar los trabajos en Obra de tal manera de prever las acciones correspondientes a
la Calidad sin interrupciones que afecten el desarrollo de las Obras.
- Asegurar que en todos los procesos se cumpla con los Programas y Normas de
Seguridad, Control de Pérdidas y Protección Ambiental, establecidos tanto por SEA
como por TERMINALES DEL PERÚ CALLAO.
- Organizar el personal a su cargo en las diferentes actividades que se desarrollaran en
los frentes de trabajo.
- Planificar las actividades y gestionar todos los recursos necesarios para el inicio de las
actividades en el proceso de retorno al trabajo por pandemia de coronavirus
Ingeniero de HSE
- Auditar periódicamente el presente procedimiento
- Evaluar los posibles peligros en el área de trabajo
- Identificar la deficiencias de los equipos de trabajo
- Identificar las acciones inapropiadas de los trabajadores y del lugar de trabajo
- Identificar los efectos indeseados de los posibles cambios en la actividad
- Vigilar el cumplimiento de las normas de seguridad
- Fomentar el orden y la limpieza en el área de trabajo
- Incentivar la cultura preventiva entre los trabajadores
- Notificar sobre el uso obligatorio de equipos de protección individual y colectivo
- Revisar la correcta ubicación de los equipos de extinción de incendios
- Supervisar y proporcionar todos los recursos al área de salud para el cumplimiento de la
guía de retorno al trabajo por pandemia de COVID-19.
- Supervisar y ordenar las acciones del área de HSE para evitar el contagio de COVID-
19.
- Asegurar que existan los controles de bioseguridad en el área de trabajo y supervisar
que exista el abastecimiento de todo el material y equipamiento necesario para evitar el
contagio del COVID-19, que se requiera de cuerdo a la emergencia sanitaria y
solicitudes de las distintas áreas.
- Hacer seguimiento que todos los trabajadores cuenten con las capacitaciones de los
protocolos de bioseguridad para retorno de actividades en tiempos de coronavirus.
Responsable de Bioseguridad.
- Llenar diariamente el formato de Control de Personal.
- Vigilar el cumplimiento de los procedimientos y protocolos ante COVID19 aplicables a
las actividades a realizar.
- Elaboración de la Guía de retorno al trabajo por pandemia de COVID-19.
- Actualizar y coordinar el cumplimiento de esta guía.
- Coordinar con la empresa proveedora de salud, el cumplimiento de los protocolos de
atención de sospechosos de COVID-19.
- Apoyar con la difusión y capacitación al personal de la empresa respecto a los cuidados
de higiene para evitar el contagio por COVID-19
Copia No Controlada Página 5 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Almacenero/Colaboradores.
- Llenar diariamente el formato de Pre-uso del equipo.
- Cumplir con este procedimiento.
- Todos los colaboradores deberán cumplir con las recomendaciones médicas y de
higiene para prevenir el contagio de acuerdo con la ley vigente.
- Los colaboradores que presenten síntomas de tener COVID-19, así como los que haya
tenido contacto con algún caso sospechoso, probable o confirmado deberán hacer su
declaración jurada y de comunicar de inmediato con su jefe para indicar el motivo de su
ausencia en el trabajo.
- También deberán comunicarse con la central 113 o a la siguiente página web
www.gob.pe/coronavirus, y si se les informa que no ameritan que se les realice la
prueba de COVID-19, deberán seguir las indicaciones de la declaración jurada de salud,
al reincorporarse al trabajo debe cumplir con todas las normas de bioseguridad y
presentarse al personal de salud ocupacional antes de ir a su puesto de trabajo y
aceptar la realización de una prueba rápida de descarte de COVID-19. Se debe
sustentar que se ha comunicado con la central 113 o a la pág. web
www.gob.pe/coronavirus para reportar su caso al MINSA de acuerdo con las normas
establecidas por el gobierno.
- Cumplir los lineamientos establecidos en el Plan de Vigilancia para prevención y
control del COVID-19 y Protocolo de caso sospechoso comunicando al personal
de Salud Ocupacional..
Vigías de fuego.
- Está atento a cualquier chispa, fuego tipo brasa u otros peligros de incendio y está
preparado para proporcionar una respuesta inicial ante un eventual incendio.
- Dispone de un extinguidor portátil o una manguera de incendios al alcance y está
adecuadamente capacitado para su uso.
- Trabaja con el operador de trabajos en caliente para garantizar que se mantengan
condiciones seguras durante y después del trabajo.
- Tiene la autoridad para detener el trabajo si se presentan condiciones peligrosas.
- Conoce bien la ubicación de las alarmas de incendio en el edificio y los procedimientos
de notificación de emergencia.
5 DEFINICIONES
Planos para Construcción: Planos aprobados por el Cliente para la ejecución de los
trabajos indicados en el alcance del mismo y señalados en dichos planos.
Procedimiento Calificado. Es todo procedimiento de soldadura elaborado de acuerdo al
código o norma aplicable a la ejecución de obra, y que ha sido sometido a las pruebas
establecidas, según la Sección IX del Código ASME. El estado o condición de
procedimiento calificado se logra cuando los resultados de los ensayos mecánicos son
conformes respecto de los criterios de aceptación de la Sección IX del Código ASME.
Soldador Calificado. Es todo aquel soldador que ha demostrado destreza y experiencia al
efectuar la soldadura de probetas en las condiciones o posición requerida por los trabajos a
ser ejecutados en el campo. La probeta del soldador para las juntas a tope de penetración
total, debe ser radiografiada y sus resultados deben ser evaluados por un técnico calificado
como Nivel II (Norma ASNT-TC-1A) en radiografía industrial, en base a los criterios de
aceptación establecidos en la Sección IX del Código ASME.
Proceso GMAW (Gas Metal Arc Welding). Es un proceso manual, semiautomático,
automático o robotizado de soldadura que utiliza un electrodo consumible y continuo que es
Copia No Controlada Página 6 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
alimentado a la pistola junto con el gas inerte en soldadura MIG o gas activo en soldadura
MAG que crea la atmósfera protectora.
Proceso FCAW (Flux Cored Arc Welding). Es un proceso de soldadura por arco que
aprovecha un arco entre un electrodo continuo de metal de aporte y el charco de soldadura.
Este proceso se emplea con protección de un fundente contenido dentro del electrodo
tubular, con o sin un escudo adicional de gas de procedencia externa, y sin aplicación de
presión.
Proceso SMAW (Shield Metal Arc Welding). Es un proceso de soldadura con unión
producida por el calor generado por un arco eléctrico, con o sin aplicación de presión con
metal de aporte protegido (revestido) que sirve como fundente.
Proceso GTAW (Gas Tungsten Arc Welding). El proceso GTAW, TIG ó Heliarco es por
fusión, en el cual se genera calor al establecerse un arco eléctrico entre un electrodo de
tungsteno no consumible y el metal de base o pieza a soldar. Como en este proceso el
electrodo no aporta metal ni se consume, de ser necesario realizar aportes metálicos se
harán desde una varilla o alambre a la zona de soldadura utilizando la misma técnica que
en la soldadura oxiacetilénica. La zona de soldadura estará protegida por un gas inerte,
evitando la formación de escoria o el uso de fundentes o “flux” protectores.
Ensayos No Destructivos (END). Son ensayos que se utilizan para ubicar
discontinuidades superficiales o internas en las uniones soldadas. Las técnicas aplicables
para su ejecución de ensayos no destructivos son concordantes con lo establecido en la
sección V del código ASME.
Gammagrafía. Radiografía industrial realizada mediante radiación gamma.
Mantenimiento de Metal de Aporte. Es el almacenamiento del material de aporte, de
acuerdo a los rangos de temperatura y especificaciones establecidos en la Sección II Parte
C del Código ASME.
AWS D1.1. Código sobre las siguientes áreas: precauciones generales, diseño de juntas
soldadas, mano de obra, técnicas, calificación, inspección, soldadura de espárragos,
estructuras cargadas estáticamente, estructuras cargadas dinámicamente y los apéndices.
API 1104. El código API cubre los temas de: general, calificación de procedimientos de
soldadura, calificación de soldadores, diseño y preparación de una junta para soldadura de
producción, inspección y ensayo de soldadura de producción, normas de aceptación-
Ensayos No destructivos, reparación o eliminación de defectos, procedimientos de
radiografía y soldadura automática.
ASME B31.1. Este código cubre los siguientes temas: enfoque, diseño, materiales,
requerimientos dimensionales, fabricación, inspección y ensayos y misceláneas.
ASME B31.8. Este código cubre los siguientes temas: Base de ingeniería con los
requerimientos mínimos de seguridad en el diseño y construcción de tuberías operando a
presión. Sistemas de tuberías de conducción y distribución de gas. Secciones 833, 841.13.
ASME B31.4. Este código Ofrecer las bases para una apropiada y segura aplicación de los
requerimientos para el diseño, construcción, inspección, ensayos, operación y
mantenimiento de tuberías de transporte de hidrocarburos líquidos y otros líquidos..
ASME SECCIÓN VIII. sección VIII del Código ASME, se formulan preguntas sobre las
siguientes áreas: general (UG), soldadura (UW), materiales de acero al carbono (UCS),
materiales de alta aleación (UHA) y misceláneas de este código.
Copia No Controlada Página 7 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
ASME SECCIÓN IX. La sección IX del Código ASME cubre las siguientes áreas:
requerimientos generales de soldadura (QW 100-199), calificación de procedimientos de
soldadura (QW 200-299), calificaciones de la habilidad del soldador (QW 300-399),
información de soldadura (QW 400-499), requerimientos generales para brazing (QB100-
199), calificación de procedimientos de brazing (QB 200-299),
Welding Map. El mapa de soldadura es el esquema que identifica las costuras de
soldadura e indica qué especificación de procedimiento de soldadura (WPS) se utilizará
para cada costura de soldadura. El mapa de soldadura ayuda al equipo del proyecto a
identificar el procedimiento de soldadura relacionado y la costura de soldadura
correspondiente..
Identificación de Soldador. Es el código de identificación de cada soldador referido a cada
proceso de soldadura que será anotada en la trazabilidad de cada unión soldada.
Imperfección. Es una alteración de las propiedades normales de un metal.
Defecto. Es una discontinuidad cuyo tamaño, forma, orientación, ubicación o propiedades
son inadmisibles para alguna norma específica.
Aislamiento domiciliario:
Procedimiento por el cual una persona con síntomas (caso) restringe el desplazamiento por
fuera de su vivienda por 14 días a partir de la fecha de inicio de los síntomas.
Aspersión:
Esparcir mediante equipos especiales, soluciones líquidas en gotas muy pequeñas. Labor
que se efectúa utilizando generalmente bombas de mochila o rociadores de mano.
Caso confirmado:
Una persona con confirmación de laboratorio (laboratorio autorizado por el MINSA) de
infección por COVID-19: independientemente de los signos y síntomas clínicos.
Caso descartado:
Paciente que tiene un resultado negativo de laboratorio (autorizado por el MINSA) para
COVID-19.
Caso leve:
Toda persona con infección respiratoria aguda que tiene al menos dos signos o síntomas
de los siguientes: Tos, malestar general, dolor de garganta, fiebre, congestión nasal.
Pueden considerarse otros síntomas como alteraciones en el gusto, alteraciones en el
olfato y exantema.
Caso leve con factores de riesgo:
Caso leve que presenta algunos de los siguientes factores de riesgo
Individuo mayor a 65 años
Presencia de comorbilidades; Hipertensión arterial, enfermedades
cardiovasculares, diabetes, obesidad, asma, enfermedad pulmonar crónica,
insuficiencia renal crónica, enfermedad o tratamiento inmunosupresor.
Caso moderado:
Toda persona con infección respiratoria que cumple con al menos uno de los siguientes
criterios de hospitalización: - Disnea o dificultad respiratoria - Frecuencia respiratoria mayor
de 22 respiraciones por minuto - Saturación de oxígeno, menor 95% - Alteración del nivel
de conciencia (desorientación, confusión) - Hipotensión arterial (shock) - Signos clínicos y/o
radiológicos de neumonía - Recuento linfocitario menor de 100 células/ μl
Copia No Controlada Página 8 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
El caso moderado requiere hospitalización.
Caso severo:
Toda persona con infección respiratoria aguda que presenta dos o más de los siguientes
criterios:
Frecuencia respiratoria mayor de 22 respiraciones por minuto o PaCO2 menor de
32 mmHg - Alteración del nivel de conciencia - Presión arterial sistólica menor a
100 mmHg o PAM menor a 65 mmHg - PAO2 menor a 60 mmHg o PAFI menor
300 - Signos clínicos de fatiga muscular, aleteo nasal, uso de músculos accesorios
desbalance toraco-abdominal. - Lactato sérico mayor a 2 mosm/L Todo caso
severo es hospitalizado en un área de atención crítica.
Caso probable:
Un caso sospechoso con resultado de laboratorio (autorizado por el MINSA) indeterminado
para COVID-19.
Caso sospechoso:
Personal o persona tercera que cumpla con alguna de las siguientes situaciones:
Fiebre mayor a 37.5°C, sensación de falta de aire, malestar general, dolor de
cabeza, respiración rápida, tos seca y otros sugeridos por las organizaciones
pertinentes.
Historia de viaje o de permanencia en un país con transmisión activa del virus en
los 14 días previos al inicio de síntomas.
Centro de Trabajo:
Unidad productiva en el que se desarrolla la actividad laboral de una organización con la
presencia de trabajadores.
Contacto directo:
Persona que se encuentra de forma continua en el mismo ambiente de un paciente
confirmado de infección por COVID-19.
Contaminación cruzada:
Es la transferencia de contaminantes, en forma directa o indirecta, desde una fuente de
contaminación. Es directa cuando hay contacto con la fuente contaminante; y, es indirecta
cuando la transferencia se da a través del contacto con vehículos o vectores contaminados
como superficies vivas (manos), inertes (utensilios, equipos, entre otras), exposición al
ambiente, insectos entre otros.
Cuarentena COVID-19:
Procedimiento por el cual un trabajador sin síntomas de COVID-19 se le restringe el
desplazamiento por fuera de su vivienda por el periodo que el gobierno establece como
medida de prevención de contagio en el ámbito nacional.
Desinfección.
Reducción por medio de sustancias químicos y/o métodos físicos del número de
microorganismos presentes en una superficie o en el ambiente, hasta un nivel que no
ponga en riesgo la salud.
Distanciamiento social:
Consiste en evitar que las personas estén en contacto para que no sean vectores del virus
COVID-19 manteniendo una distancia no menor a 02 metros.
Copia No Controlada Página 9 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Equipos de protección personal (EPP):
Son dispositivos, materiales e indumentaria personal destinados a cada trabajador para
protegerlo de uno o varios riesgos presentes en el trabajo y que puedan amenazar su
seguridad y salud. Los EPP son una alternativa temporal y complementaria a las medidas
preventivas de carácter colectivo.
Factores de riesgo:
Características del paciente asociado a mayor riesgo de complicaciones por Covid-19
Fumigación:
Conjunto de acciones mediante las cuales se desinfecta o desinsecta ambientes, zonas o
áreas, con el empleo de sustancias químicas o biológicas aplicadas por aspersión,
pulverización o nebulización.
Grupos de Riesgo:
Características del paciente asociadas a mayor riesgo de complicaciones por COVID-19.
Limpieza:
Eliminación de suciedad e impurezas de las superficies utilizando agua, jabón, detergente o
sustancia química.
Mascarilla comunitaria:
Equipo de barrera, que cubre boca o nariz, para reducir la transmisión de enfermedades.
Persona en condición de vulnerabilidad:
Personal mayor de 60 años, así como aquellos que padezcan alguno de los siguientes
factores de riesgo: hipertensión arterial, diabetes, enfermedades cardiovasculares,
enfermedad pulmonar crónica, cáncer, otros estados de inmunosupresión, considerados en
el grupo de riesgo por edad y factores clínicos establecidos en el documento técnico
denominado “Prevención y Atención de personas afectadas por COVID19 en el Perú”.
Pulverización:
Acción de esparcir, mediante equipos especiales, sustancias químicas en polvo.
Seguimiento clínico:
Actividades dirigidas a conocer la evolución clínica del caso e identificar precozmente
signos de alarma, identificar la aparición de signos y síntomas respiratorios en otros
miembros de la familia e identificar personas con factores de riesgo para el desarrollo de
complicaciones por COVID-19.
Signos de alarma:
Características clínicas del paciente que indican que requieren atención médica inmediata
Sintomatología COVID-19:
Signos y síntomas relacionados al diagnóstico de COVID-19, tales como: sensación de alza
térmica o fiebre, dolor de garganta, tos seca, congestión nasal o rinorrea (secreción nasal),
puede haber anosmia (pérdida del olfato), disgeusia (pérdida del gusto), dolor abdominal,
náuseas y diarrea; en los casos moderados a graves puede presentarse falta de aire o
dificultad para respirar, desorientación o confusión, dolor en el pecho, coloración azul en los
labios (cianosis), entre otros.
Solución desinfectante:
Las soluciones desinfectantes son sustancias que actúan sobre los microorganismos
inactivándolos y ofreciendo la posibilidad de mejorar con más seguridad los equipos y
materiales durante el lavado.
Copia No Controlada Página 10 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Superficie inerte:
Son todas las partes externas y/o internas de los materiales (equipos, instrumentos,
mobiliario, vajilla, cubiertos, uniformes, EPPs, etc.)
Superficie viva:
Las partes externas del cuerpo humano que entran en contacto con el equipo, utensilios y
materiales u objetos.
Regreso al trabajo:
Proceso de retorno al trabajo cuando el trabajador estuvo asintomático o tuvo resultado
negativo para la infección por COVID-19 o durante la cuarentena.
Reincorporación al trabajo:
Proceso de retorno al trabajo cuando el trabajador tuvo la infección por COVID-19 y está de
alta epidemiológica.
Trabajador:
Persona que tiene vínculo laboral con el empleador; y a toda persona que presta servicios
dentro del centro de trabajo, cualquier sea la modalidad contractual; incluyendo al personal
de contratas, subcontratas, tercerización de servicios, entre otras.
Vigilancia epidemiológica:
Es una de las herramientas más importantes con la que cuenta la salud pública que nos
permite tener un conocimiento actualizado del estado de salud de la población, permitiendo
identificar precozmente los brotes o epidemias para su oportuna intervención y control.
6 EQUIPOS DE PROPTECCION PERSONAL
Casco de seguridad.
Mascarilla N95 o KN95
Lentes de seguridad
Guantes de badana
Overol de algodón
Zapatos de seguridad.
Caretas transparente
7 PROCEDIMIENTO
Debe de emitirse el respectivo Permiso de Trabajo el cual deberá de estar acompañado de
su Análisis Preliminar de Tarea.
Deberá de analizarse las siguientes condiciones como requisitos obligatorios para la
emisión del Permiso de Trabajo:
7.1 CONSIDERACIONES DE CALIDAD
- Verificar se cuente con el procedimiento de soldadura WPS y planos aprobados para
ejecutar la soldadura.
- Verificar calificación y experiencia del personal técnico para los trabajos de soldadura
(soldadores, esmeriladores, armadores, inspectores, etc.).
- Verificar que materiales e insumos que intervienen en la soldadura, cuenten con el
debido certificado y se encuentren en condiciones óptimas para el uso.
Copia No Controlada Página 11 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
- Verificar la vigencia de los certificados de calibración de los equipos e instrumentos de
medición empleados para la actividad.
- Verificar los datos anotados en los registros corresponden a lo realizado en campo.
7.2 CONSIDERACIONES DE SEGURIDAD, SALUD OCUPACIONAL Y MEDIO AMBIENTE
7.2.1 SEGURIDAD Y SALUD OCUPACIONAL
Todo el personal involucrado en esta labor deberá hacer uso de los EPP
correspondiente (casco de seguridad, lentes de protección, guantes, tapones auditivos,
botas con punta de acero, etc.). El almacenero y/o el Residente de obra pueden solicitar
la presencia del responsable de seguridad si consideran que por las características del
material a recibir es necesario tomar precauciones adicionales o si las maniobras de
descarga involucran algún riesgo para el personal, las instalaciones y/o el medio
ambiente. Y el cumplimiento del Plan de Vigilancia para la prevención y control
del COVID-19. (SEA-PV-PRE-COV-001)
Se atenderán los siguientes requisitos básicos:
• Se deberá manejar una copia de las hojas MSDS de Todos los productos químicos
que se manejen en obra estos deberán estar físicamente en campo a solicitud de la
supervisión cuando se requieran.
• Todos los equipos y maquinarias previas a ser empleadas en la actividad deberán
garantizar su operatividad conforme a lo establecido en el Check List de
herramientas y equipos de maniobras a asimismo los operadores de equipos (como
camión grúa, operador de equipos, etc.) deberán contar con homologación vigente
de sus certificados de aptitud para el puesto.
• Realizar la charla de 5 minutos con todos los trabajadores que participaran en la
actividad.
• El acceso al área donde se realizarán los trabajos debe estar despejado, libre de
obstáculos y se delimitará con malla de seguridad la zona de trabajo.
• Los trabajos se deberán paralizar si las condiciones climáticas son adversas (fuertes
vientos, lluvias, etc.).
• Se colocarán extintores tipo PQS con certificación UL de 30 Lib.
• Los equipos y maquinarias deberán contar con sus registros de inspección.
• El área de las actividades deberá contar con las señales preventivas de seguridad
necesarias.
• En el caso de realizar el levantamiento manual de un material, este no deberá
superar un peso mayor a los 25 kg.
• El personal deberá ser instruido en técnicas de levantamiento de carga.
Se usará el siguiente equipo de protección personal de forma permanente:
- Careta de Soldador
- Casco de seguridad (ANZI Z89.1)
- Lentes de seguridad oscura para trabajo diurno (ANZI Z87.1).
- Guantes de cuero cromo caña alta
- Mandil de Cuero cromo
- Mangas de cuero cromo
- Escarpines de cuero cromo
- Calzado de seguridad puntera de acero
- Ropa de trabajo (Overol)
- Respirador 6200 – 3M de libre mantenimiento, para trabajos de soldadura
- Protector auditivo tipo tapón (para personal que permanezca en la zona de trabajo)
- Respirador 2091 3M P100 para humos metálicos producidos por soldadura
Copia No Controlada Página 12 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Sistemas de protección colectiva
- Postes de soporte para acordonamiento de zona de peligro
- Conos normales y/o reflectivos (en caso de trabajos nocturnos)
- Carteles y señales informativas, restrictivas.
Equipos de emergencia
- Botiquín
- Camilla rígida
- Extintor de polvo químico
- Lavaojos
Medidas Preventivas en Trabajos con Soldadura Eléctrica
- Siempre que se suelde con arco eléctrico se utilizarán medios adecuados para
proteger o aislar al personal de las radiaciones lumínicas. No mirar jamás
directamente el arco eléctrico.
- Se deben proteger los ojos de posibles proyecciones al picar o repasar el cordón de
soldadura. El uso de mantas ignifugas se requerirá para la protección y cubrimiento
de áreas expuestas que por su peligrosidad pudieran ocasionar un incidente
peligroso.
- Conectar el equipo según el siguiente orden:
1. Los cables en el equipo de soldadura.
2. El cable de puesta a tierra en la toma de tierra.
3. El cable de masa a la masa.
4. El cable de alimentación de corriente en los bornes del interruptor, que estará
abierto.
- Antes de efectuar un cambio de intensidad desconecte el equipo.
- Las conexiones con la máquina deben tener las protecciones necesarias y como
mínimo fusibles automáticos y relé diferencial de sensibilidad media (300 mA) así
como una buena toma de tierra.
- La superficie exterior de los portaelectrodos y los bornes de conexión para circuitos
de alimentación de los aparatos de soldadura, deberán estar cuidadosamente
dimensionados y aislados.
- Comprobar que los terminales de llegada de corriente no están al descubierto.
- En lugares húmedos, aíslese trabajando sobre una base de madera seca o alfombra
aislante.
- No tocar la pinza y apoyarse en la mesa al mismo tiempo.
- No se deben apoyar las piezas sobre suelos sin aislarlas convenientemente de ellos.
- No tocar el electrodo una vez conectado al equipo.
- No introducir jamás el electrodo en agua para enfriarlo. Puede causar un accidente
eléctrico.
- Se dispondrá junto al soldador de un recipiente o cubeta resistente al fuego para
recoger los cabos de electrodo calientes al objeto de evitar incendios y quemaduras
al personal
7.2.2 MEDIOAMBIENTE
Se coordinará con el Supervisor de seguridad y medio ambiente las medidas
necesarias para llevar adelante las actividades y controlar los aspectos ambientales
evitando impactos negativos al medio ambiente, así mismo si se hace necesario
solicitar autorizaciones, estas serán gestionadas.
Copia No Controlada Página 13 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Si se produjesen derrames accidentales de grasas o aceites en cualquier lugar, estos
se recogerán rápidamente con el kit antiderrame, lo mismo el material peligroso que se
origine deberá ser almacenado convenientemente y ser tratado según las normas y
disposiciones legales ambientales.
En forma permanente se mantendrá el orden y limpieza del área de trabajo
acondicionado para ello los recipientes pintados y rotulados de acuerdo a la
reglamentación vigente. Y el cumplimiento del Plan de Vigilancia para la prevención
y control del COVID-19. (SEA-PV-PRE-COV-001)
Supervisar la correcta aplicación y el cumplimiento de las políticas, procedimientos,
normas y especificaciones de seguridad en Campo.
Se prepararán cursos y charlas para la prevención y el control de riesgos ambientales.
Se reportarán e investigarán las causas, actualizando la estadística de accidentes y
contingencias.
7.2.3 BIOSEGURIDAD
Contemplar para la ejecución de la actividad lo descrito en la Matriz Identificación de
Aspectos y Evaluación de Impactos Ambientales: 1A3002-7-SEA-00-IPER-001
PROYECTO DE VALVULAS A ORILLA DE PLAYA
7.2.3.1 Desinfección de superficies inertes para evitar propagación de
Coronavirus.
• Se desinfectarán las superficies inertes tales como:
– Mesas donde se ingieren los alimentos
– Servicios higiénicos
– Lavamanos
– Vehículos.
– Equipos y Herramientas manuales, eléctricas y de comunicación
Con solución de hipoclorito al 0,1 % o alcohol al 70 % o peróxido al 0,5 % aplicando
preferentemente a través de un paño húmedo por frotación:
• La desinfección debe ser frecuente, tanto al inicio y al finalizar las actividades del día
y cada vez que se cambia de frentes de trabajo una herramienta o equipo.
• Se usan guantes utilizados para la limpieza y desinfección de superficies no deben
usarse para otros fines; y Lavarse las manos luego de retirarse los guantes.
• Desinfectar los vehículos y objetos que tienen contacto frecuente con los usuarios
del servicio (por ejemplo: manijas de las puertas, pasamanos, apoyabrazos,
cinturones de seguridad).
• Como medida de prevención y desinfección se deberá colocar recipientes en el
ingreso al área de trabajo hipoclorito de sodio (lejía), por donde todos los
trabajadores deberán pasar las suelas de sus zapatos.
7.2.3.2 Identificación de sintomatología covid-19 previo al ingreso al centro de
trabajo
Se identifican los riesgos de exposición COVID 19 en el área de trabajo.
Se aplicará a cada trabajador la ficha de sintomatología, la cual tiene carácter
declarativo.
Control de temperatura corporal al ingreso al centro de trabajo
Copia No Controlada Página 14 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Corresponde al profesional de la salud determinar si un trabajador puede retornar a
su puesto de trabajo.
La periodicidad de las pruebas debe estar bajo la potestad del personal de salud
ocupacional.
7.2.3.3 Control de ingreso a las instalaciones:
Se verifica la condición sanitaria de los trabajadores de forma previa a su ingreso a
los centros de trabajo y de operaciones e identifica trabajadores con sintomatología
respiratoria compatible con COVID-19.
Solicitar al trabajador completar cuestionario de salud.
Si el trabajador cumple con alguno de los criterios para calificar como Caso
Sospechoso, se siguen los siguientes lineamientos:
– Se deberá llamar a la línea gratuita 113 o 106 y seguir las indicaciones del
Ministerio de Salud (aislamiento domiciliario)
– Se deberá brindar el apoyo para el traslado a su domicilio y/o hospital, de
acuerdo a las disposiciones que determine el MINSA. Brindándole material de
protección correspondiente (mascarilla quirúrgica desechable)
– Solicitar al Supervisor la planilla del trabajador y gestionar el recojo de las cosas
del área del trabajador.
– Completar la Ficha de Investigación clínica epidemiológica COVID-19.
– Entregar el protocolo de aislamiento para evitar contagio en su domicilio.
– Realizar seguimiento telefónico de las condiciones de salud del trabajador y de
la aplicación y resultados de las pruebas de laboratorio, en caso así lo haya
dispuesto el MINSA.
- Avisar al área de HSE de la empresa para la desinfección del área de trabajo,
líneas de proceso, comedores y demás ambientes en los que estuvo el día en
que laboró.
Asegurar un aislamiento especial durante el trabajo para los trabajadores que
hayan tenido contacto con un Caso Probable.
7.2.3.4 Lavados de manos
Debe lavarse las manos frecuentemente con agua y jabón por lo menos 20
segundos (lavado social), especialmente al llegar al puesto de trabajo, después de
desinfectar sus herramientas y equipos, después de usar los servicios higiénicos, y
haberse desplazado por las instalaciones de los frentes de trabajo, al haber tocado
objetos que no son de uso personal (perilla de puerta, lapiceros ajenos, equipos de
compañeros, etc.) o después de sonar la nariz, toser o estornudar.
7.2.3.5 Desinfección de manos
Todos los trabajadores deben de portar su frasco de alcohol gel para poder
utilizarlo en caso de tocar, o que sus manos entren en contacto con superficies
potencialmente contaminadas.
Se desinfecta con solución de alcohol al 70% y Alcohol gel antibacterial
7.2.3.6 Medidas Preventivas Colectivas
Se reducirá el aforo a la mitad de la cantidad inicial en los frentes de trabajo y lugar
de comedor del personal en obra
Demarcación distancia social para la charla de 5” será a una distancia de 2 metros
ubicados en forma circular en el punto de reunión, los círculos estarán identificados
de color blanco.
Copia No Controlada Página 15 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Eliminación de materiales innecesarios en el área de trabajo para evitar fuentes de
contagio del COVID 19.
Desinfección de equipos y superficies de trabajos
Reuniones de trabajos y/o capacitación, serán a través de plataformas virtuales con
asistencia obligatoria y debidamente registrada.
Todo trabajador que ingresa a laborar pasará un control médico de medición de
temperatura corporal, teniendo que estar por debajo de los 37.5°C para poder
ingresar.
Todos los trabajadores de la empresa deben de evitar el contacto personal como
besos, saludos de manos, abrazos u otro, así mismo no se debe de escupir al
suelo y mantener una distancia de 2 metros uno de otro.
7.2.3.7 Medidas de Protección Personal
Todos los trabajadores deberán usar mascarilla desde el traslado, para lo cual se
entregará a los que no cuentan.
Se repartirá lentes de seguridad a todos los trabajadores para uso permanente
durante el traslado y durante su tiempo de trabajo, en donde se mantiene contacto
con otros compañeros.
En el caso de trabajadores que debido a las características de su trabajo deban
usar un respirador de media cara o cara completa, estas también protegen contra
el contagio del coronavirus, deberán de usar su protector respiratorio el mayor
tiempo posible, considerando el contacto con otros trabajadores como un riesgo de
contagio.
Los trabajadores deben de ingresar al área donde se servirán los alimentos con
mascarillas de polipropileno, la cual se retirarán al estar sentados a una distancia
de 2 metros unos de otros. Al terminar sus alimentos procederán a colocarse la
mascarilla y desechar en un contenedor fuera del comedor si es descartable y
mantenerla si se trata de una mascarilla que puede continuar usando.
Las mascarillas deben estar puestas correctamente durante el tiempo que
permanezca expuesto al riesgo sin alterar o modificará el EPP.
Al momento de la entrega del EPP al colaborador, se le dará las instrucciones de
uso, mantenimiento y almacenamiento, así como de los riesgos que protege y
condiciones para su reposición.
El Almacenero realiza la entrega de los EPP`s y lo registra en el formato SEA-FO-
HSE-07 “Formato Kardex de entrega EPP” donde el colaborador firmará dando
muestra de su conformidad de entrega.
El colaborador deberá manipulación correctamente sus EPP`s, así como su
almacenamiento evitando el contacto con productos químicos u otras condiciones
que pudieran disminuir sus propiedades protectoras y uso seguro de acuerdo a las
indicaciones recibidas del Supervisor HSSE.
El mantenimiento del EPP, está a cargo del usuario, quien desarrollará siguiendo
las recomendaciones del fabricante (ficha técnica) y del Supervisor HSSE con
finalidad de mantener las propiedades protectoras y “vida útil”.
El colaborador verifica al inicio de su jornada de trabajo, que el EPP se encuentre
en perfectas condiciones de uso y de encontrar algún desperfecto, solicita la
reposición de los elementos dañados a su supervisor.
El entrenamiento sobre el uso y mantenimiento de los EPP estará a cargo del área
HSSE.
Todo el personal involucrado en esta labor deberá hacer uso de los EPP
correspondiente (casco de seguridad, lentes de protección, guantes, tapones
auditivos, botas con punta de acero, protectores respiratorios.).
El almacenero y/o el Residente de obra pueden solicitar la presencia del
responsable de seguridad si consideran que por las características del material a
recibir es necesario tomar precauciones adicionales o si las maniobras de
Copia No Controlada Página 16 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
descarga involucran algún riesgo para el personal, las instalaciones y/o el medio
ambiente.
7.3 ALMACENES
a) Las áreas de almacén deben contar con iluminación.
b) Debe contar con la siguiente infraestructura:
Área de almacenaje con corredores y pasadizos libres de obstáculos.
Las casetas y patios deben estar señalizados con carteles que permitan una
fácil ubicación de los materiales.
Todo material debe estar debidamente identificado (etiquetado).
Los productos químicos deben estar identificados acorde con su
correspondiente Hoja de Datos de seguridad MSDS.
Señalización necesaria “Protecciones físicas y señalización de seguridad”.
7.4 DESARROLLO
7.4.1 EQUIPOS, MATERIALES Y HERRAMIENTAS
MAQUINARIA EQUIPOS HERRAMIENTAS MATERIALES
Soldadora Alicate Disco de Corte
Inversora Wincha Disco de
multifuncional Nivel manual Desbaste
Motosoldadora Regletas Electrodo
Maleta Grapas de unión revestido
alimentadora. Martillo Alambre tubular
Amoladora Caballetes Alambre sólido
Escobilla Anti spater
metálica CO2, Ar
Marcador
metálico
7.4.2 CONDICIONES PRELIMINARES
a) Identificación de Peligros y Análisis de Riesgos
Se debe Verificar que las actividades de soldadura se encuentran
contemplados en el IPER y se hayan cumplido las medidas de control que se
identificaron en el análisis de riesgos correspondiente al Proyecto en ejecución.
b) Procesos de Soldadura
El presente procedimiento toma en cuenta las siguientes variables: metal de
aporte, procedimientos de soldadura y soldeo como factores principales que
inciden en la calidad de las uniones soldadas a ejecutarse en obra. El proceso
Copia No Controlada Página 17 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
de soldadura a emplear será SMAW, FACW, GMAW, GTAW, según se defina
en los alcances técnicos del proyecto
c) Revisión y Selección de equipos
Una vez definido el proceso de soldadura a emplear, se debe seleccionar el tipo
de equipo que cumpla con los requerimientos técnicos y sea el mejor apto para
las condiciones de operación (clima, movilización, fuente de energía,
resistencia, etc.).
d) Metal de Aporte
El metal de aporte a ser empleado en obra debe ser especificado según las
normas AWS; cuyas especificaciones técnicas son las siguientes:
Todos los materiales deberán estar debidamente certificados verificando su
estado previo al traslado y uso en campo.
Las botellas de CO2, Ar ó CO2+Ar; deberán contar con su certificado de
pureza.
Para el caso de Electrodos revestidos, se emplearán sólo el material retirado de
la lata abierta, hasta consumir su totalidad. Los electrodos a emplear deberán
permanecer en los hornos de calentamiento no menos de 2 horas previo a su
uso.
Las latas y envases de electrodos deberán ser almacenados en lugares secos y
protegidos de lluvia y rayos solares.
e) Autorización para Inicio de Operación
El requerimiento de soldadura señalará con claridad los siguientes mínimos:
Copia No Controlada Página 18 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
- Procedimiento de soldadura
- Material base a soldar
- Especificación AWS del metal de aporte
- Diámetro del metal de aporte
- Peso requerido
El requerimiento de soldadura será autorizado por el Supervisor de Obra Metálica;
asimismo debe solicitar los certificados de calidad respectivos.
7.4.3 PROCEDIMIENTOS DE SOLDADURA CALIFICADOS (WPS Y RCP)
No se efectuará soldadura en obra, sino se tiene el respectivo procedimiento de
soldadura calificado. El Supervisor de Calidad revisa que los procedimientos estén
conformes al Código ASME Sección IX, API 1104 o AWS D1.1. La calificación
demostrará la conformidad de los resultados de los ensayos mecánicos respecto de
los criterios de la norma o código aplicable. A medida que se cuenten con
procedimientos de soldadura calificados, se completará el formato ”Especificación del
Procedimiento de Soldadura” (WPS), el cual será distribuido al personal involucrado en
la ejecución y el control de la calidad de los trabajos de soldadura.
Copia No Controlada Página 19 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Se detalla el método de Calificación del WPS en los anexos 1y 2.
7.4.4 SOLDADORES CALIFICADOS
Todo trabajo de soldadura en obra deberá ser realizado por un soldador calificado,
mismo que deberá presentar su carnet de identificación, de acuerdo a las exigencias
de las posiciones del trabajo a ejecutar. Todo soldador calificado debe contar con un
certificado de calificación y se le debe asignar un número personal de estampa; el cual
será colocado en todos los trabajos que efectúe en obra. A medida que se disponga de
soldadores calificados se completará el registro de “Soldadores Calificados”, el cual
será distribuido a todo el personal involucrado en la ejecución y control de la calidad de
los trabajos de soldadura.
7.4.5 PLANIFICACIÓN DE LOS TRABAJOS DE SOLDADURA
El Residente de Obra deberá revisar las necesidades de empleo de los diferentes
procedimientos de soldadura calificados con que cuente la obra, respecto de los
materiales a soldar.
Posteriormente determinará el procedimiento de soldadura a emplear. El Supervisor
de Calidad verificará el uso de los procedimientos calificados.
7.4.6 SEGUIMIENTO DE TRABAJOS DE SOLDADURA
Todos los trabajos de soldadura efectuados en obra, serán objeto de seguimiento a
través de ensayos no destructivos, que sean aplicables, según especificaciones
técnicas de la norma aplicada, para las diferentes uniones de plancha, perfiles o
tubería metálica unidas por soldadura. Todo trabajo de soldadura, será registrado,
controlado e identificado. Los datos que deberán ser identificados son:
- Identificación del soldador
- Fecha de ejecución
- Número de procedimiento de soldadura
- Clase de línea o identificación de unión soldada
- Plano aplicable.
Las costuras de soldadura las realizan sólo los soldadores homologados y aprobados
por una compañía especialista en Ensayos no Destructivos.
El Supervisor de Calidad comprueba que todo soldador tenga su certificado de
homologación en la posición que corresponda.
Para el control de los cordones de soldadura se emplearán galgas certificadas de
acuerdo al tipo de unión especificada en el plano aprobado.
7.4.7 TRAZABILIDAD, INSPECCIONES Y CONTROLES
El Inspector de Soldadura, hará un chequeo visual de las costuras al 100%.
El Residente de Obra y el Supervisor de Calidad coordinan las pruebas no destructivas
a realizarse de acuerdo al proceso de soldadura.
Antes de tomar las placas radiográficas, el responsable de Calidad establece una
codificación de costuras que permita una buena trazabilidad de las mismas según:
Copia No Controlada Página 20 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Las juntas serán identificadas adyacentes a la junta empleando un marcador
metálico preferiblemente de color blanco.
Los tipos de junta para soldadura deben estar indicados en el plano de
estructuras, aprobado. Generalmente tendrán la simbología siguiente:
El Residente de Obra y el Supervisor de Calidad coordinan la toma de placas
radiográficas a las costuras, siguiendo las instrucciones de las especificaciones
técnicas suministradas por el cliente.
La metodología de los ensayos y controles no destructivos se establecen en el
procedimiento 1A3002-7-SEA-5-PDT-006.
7.4.8 EJECUCIÓN DE LA ACTIVIDAD
Se debe verificar que las condiciones ambientales del soldeo sean las más adecuadas,
se analizará condiciones en casos adversos, se contará con carpas para la protección
del viento y/o lluvia a fin de evitar un enfriamiento brusco del cordón de soldadura.
a) Armado de las uniones:
Fabricación en Talleres:
Sólo se procederá al inicio de las actividades con el plano aprobado de la
estructura o sección de tubería a prefabricar. Se deberá revisar las cotas,
trazos, recorrido. Se dará parte del avance de obra.
Trazo y replanteo de la estructura:
Copia No Controlada Página 21 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Con el plano aprobado se deberá revisar las cotas, trazos, recorrido, ubicación
y condiciones del área de la estructura a instalar y soldar, a fin de verificar en
campo no exista ningún cruce, superposición, interferencia con otra línea o
estructura. De encontrarse alguna interferencia, deberá efectuarse el replanteo
en obra, coordinando previamente con la supervisión del Cliente.
Disposición de los materiales y accesorios:
Deberá verificarse la cantidad, características técnicas y estado de todos los
materiales, insumos, herramientas y equipos.
Separar y/o descartar todos aquellos materiales y accesorios que se dañados.
Comunicar a Residente de Obra las cantidades de estos y registrarlos.
Alineamiento y Preparación de la junta :
Todas las juntas deberán prepararse de acuerdo a la especificación descrita en
los planos aprobados.
En los casos que se requieran cortes del material, estos deberán realizarse con
el método que mejor se acondicione a las condiciones de operación.
Realizar la limpieza longitudinal de la zona a soldar en al menos 5 veces el
espesor del material.
Dependiendo el tipo de unión a realizar, deberá considerarse lo siguiente:
- Planchas: Deberá realizarse el trazo de presentación preliminar, verificando
la homogeneidad de la separación en uniones a tope y en filete. En uniones
de traslape debe verificarse las placas no se separes más de 1/8” en el
borde de unión. Deberá colocarse elementos que las unan previo al
apuntalamiento. Realizar el bisel indicado en el WPS, verificándolo con la
galga correspondiente
- Perfiles: Deberá verificarse la limpieza interior de la zona a soldar. Realizar el
bisel indicado en el WPS, verificándolo con la galga correspondiente. En
producciones considerables podrán realizarse plantillas que faciliten el
control al esmerilador. El hi-lo deberá estar conforme a lo establecido en la
norma aplicable.
- Tuberías: Deberá verificarse la limpieza interior de la zona a soldar (1.5
pulgada mínimo) a cada extremo de la tubería. Realizar el bisel indicado en
el WPS, verificándolo con la galga correspondiente. En producciones
considerables podrán realizarse plantillas que faciliten el control al
esmerilador. Emplear las grapas para asegurar la simetría de la unión en
líneas. El hi-lo deberá estar conforme a lo establecido en la norma
aplicable. Para el caso se intersecciones, verificar la homogeneidad de la
separación en la unión de boca de pescado.
Deberá dejarse las juntas apuntaladas con un electrodo de características
similares al material base.
b) Proceso de Soldadura:
Copia No Controlada Página 22 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Limpieza preliminar: eliminar todos los rastros de escorias, polvo, grasa,
salpicadura, etc.; de apuntalamiento. En uniones de líneas de tuberías o
recipientes a presión, deberá eliminarse el punto de apuntalamiento.
Pase de Raíz: Es el primer depósito de material de aporte, por lo cual es el que se
encontrará sometido a esfuerzos y en caso de tuberías entra en contacto con el
fluido a transportar. Deberá procederse según se indica en el WPS. En algunos
casos el inspector de soldadura procederá a realizar inspecciones por líquidos
penetrantes o partículas magnéticas siempre en cuando el procedimiento lo
permita.
Pase de Relleno: Son los aportes que rellenan la cavidad y dan consistencia y
resistencia a la junta soldada. Deberá tenerse especial cuidado en mantener la
temperatura y limpieza entre pase y pase, para evitar la formación de defectos
internos. Proceder según se indica en el WPS.
c) Acabado de junta:
El acabado de la unión soldada deberá realizarse considerando las
especificaciones de cateto o ancho de la soldadura y la altura permisible de
acuerdo a la norma aplicable.
Tener especial cuidado con las juntas que requieran enfriamientos lentos o post
tratamientos térmicos. Se debe contar con un termómetro láser o lápices
térmicos para verificar las temperaturas. Ver lo indicado en el WPS.
Terminado el proceso de soldadura, el esmerilador debe proceder a realizar la
limpieza superficial de la junta. No está permitido esmerilar excesos de aporte
ni sobre escobillar las juntas. Cualquier operación mecánica sobre la junta será
indicado por el Inspector de soldadura.
El soldador deberá registrar la fecha de ejecución y su estampa adyacente a la
junta.
d) Inspección Visual de Unión Soldada:
Se verificará el tipo de corriente, la polaridad, los rangos máximo/mínimo de los
parámetros eléctricos la velocidad de soldeo y el calor máximo aportado.
Concluido el acabado de la junta soldada, el Inspector de soldadura deberá
codificar la junta a inspeccionar y registrar la fecha y estampa del soldador de la
junta.
Realizará la inspección visual de acuerdo a la norma aplicable. Registrará el
resultado de la inspección y generará el correspondiente Welding Map y
Welding Book.
El Inspector de Soldadura dará el visto bueno para realizar las pruebas de END
según el procedimiento 1A3002-7-SEA-5-PDT-006 Controles y Ensayos No
Destructivos (END).
7.4.9 REPARACION DE UNIONES SOLDADAS.
El Ingeniero Residente y el Ingeniero de Calidad evalúan el resultado de las placas
radiográficas emitido por la empresa especialista en Ensayos No Destructivos, el cual
Copia No Controlada Página 23 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
debe estar firmado por un especialista Nivel II. Según la norma ASNT-TC-1A, Las
costuras que han sido rechazadas serán reparadas y radiografiadas nuevamente (ver
anexos).
Los criterios de aceptación de todos los métodos de ensayos no destructivos se
establecen en el capítulo 9 Normas de aceptación para NDT de la norma API 1104
(2013).
De encontrarse defectos superficiales (porosidad, escoria, socavaciones), se utilizará
esmeril, luego se aplicar PT para asegurar la eliminación del defecto, luego se
continuará la reparación de acuerdo a lo indicado en API 1104 (2013).
Cuando se encuentren defectos internos (escoria, falta de fusión, falta de penetración,
desalineamiento, etc.), primero se marcará la zona a reparar, luego se esmerilará,
posteriormente se realizará inspección visual de la zona afectada, finalmente se iniciará
la reparación de acuerdo a lo indicado en API 1104 (2013).
En general todos los defectos serán reparados según lo indicado en el capítulo 10
Reparación y eliminación de defectos de soldadura de la Norma API 1104 (2013)
Control de Calidad verificará el cumplimiento de las pruebas y controles, según la
norma API 1104.
De encontrarse fisuras, se procederá al corte de la junta, sin lugar a reparación. Sólo se
realizará una reparación por junta, de no resultar aprobada la reparación, se procederá
al corte de la junta.
Una vez verificado que se ha cumplido con los controles establecidos y que los
resultados sean conformes en todas las juntas de soldadura de una línea, se procede a
la liberación de la estructura o línea que será sometida a prueba de presión de acuerdo
al procedimiento 1A3002-7-SEA-5-PDT-005.
7.4.10 LIBERACIÓN PARA PRUEBA DE PRESIÓN.
El Residente de Obra y el Supervisor de Calidad evalúan el resultado de las placas
radiográficas de las tuberías al 100% y demás END realizados, emitidos por la empresa
especialista en Ensayos No Destructivos, el cual debe estar firmado por un especialista
Nivel II. Según la norma ASNT-TC-1A, Las costuras que han sido rechazadas serán
reparadas e inspeccionadas nuevamente.
Una vez verificado y aprobado los resultados de END, en todas las juntas de soldadura
ensayadas, se procede a la liberación de la estructura o línea que será sometida a
prueba de presión de acuerdo al procedimiento 1A3002-7-SEA-5-PDT-005.
7.4.11 CONTROL
El Supervisor SEA / Residente llevará un control de las guías de remisión recibidas y
deberán ser visadas por Supervisor del Cliente, de ser aplicable.
Se realizará un control físico diario de los movimientos y material descargado realizados
en obra.
El responsable del almacén coordinará el control y disposición de los materiales en
obra, además coordinará con el Supervisor SEA si detectara alguna anomalía en los
materiales.
Copia No Controlada Página 24 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
8 REGISTRO
1A3002-7-SEA-5-RG-001 Welding Map
1A3002-7-SEA-5-RG-002 Welding Book
9 ANEXOS
Anexo N° 1: WPS 01-19 Procedimiento de Soldadura de Tuberías
Anexo N° 2: WPS 001-A Procedimiento de Soldadura de Estructura
Anexo N° 3: Flujograma de proceso de reparaciones
Copia No Controlada Página 25 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
ANEXO 1: WPS 01-19 Procedimiento de Soldadura de Tuberías
Copia No Controlada Página 26 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 27 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
ANEXO 2: WPS 001-A Procedimiento de Soldadura de Estructuras
Copia No Controlada Página 28 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 29 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 30 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 31 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 32 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 33 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 34 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 35 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 36 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 37 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
Copia No Controlada Página 38 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
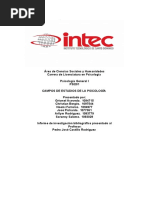
ANEXO N° 3: FLUJOGRAMA DE PROCESO DE REPARACIONES
SOLDADURA
OK RECHAZADO
INSPECCION
END VISUAL
REPORTE VT
-PLACA RT
-REPORTE VT
OK RECHAZADO
EVALUACION
REND
SI (toma 2 muestras por defecto de soldador) Repara NO
ción
Reparar o DEFECTO NO
reemplazar y toma REPARABLE
radiográfica a NO Repara
defecto inicial.
Cumpliendo esto ción
se da por aceptado
las juntas
inspeccionadas.
WPS Calificado
1
Repara SI Se tomará al
ción 100% las
juntas del
SI (toma 2 muestras por defecto de soldador)
soldador
Reparar o
reemplazar y toma
radiográfica a NO
defecto inicial.
Cumpliendo esto
se da por aceptado
las juntas
inspeccionadas.
WPS Calificado
PREPARACION SUPERFICIAL Y PINTADO
REPORTE DE REPARACION 1. Corte y biselado
CLASIFICACION DE DEFECTOS ORDEN DE OPERACION
CK Fisuras GO Esmerilado, eliminar el área con defecto
IP Penetración Incompleta GS Esmerilar la Superficie
LF Falta de Fusión CW Eliminar el Cordón, rebajar en el plano de la soldadura
UC Socavamiento R1 Primera Reparación
P Porosidad R2 Segunda Reparación
S Escoria REND: Reporte de Ensayo No destructivo
CR Superficie de Raíz Cóncava VT: Visual Testing
RT: Radiographic Testing
EL Indicio de Elongación
El criterio de aceptación es de acuerdo a la Norma API 1104 (2013)
Copia No Controlada Página 39 de 40
SEA Código: 1A3002-7-SEA-5-PDT-001
Título: Procedimiento de Trabajos de Soldadura
Proyecto: EPC VALVULAS EN ORILLA DE PLAYA – TERMINAL CALLAO Revisión: 1
Cliente: TERMINALES DEL PERU Fecha: 10/07/2020
RESUMEN DE REVISIONES
VER. REV. Fecha DESCRIPCIÓN Y/O ITEMS MODIFICADOS
1 0 15 de Octubre de 2019 Copia Inicial
(3.1)- (3.4)- (4)- (6)- (7.2)
1 10 de Julio de 2020
Copia No Controlada Página 40 de 40
También podría gustarte
- Anais - Ponce Tarea3Documento5 páginasAnais - Ponce Tarea3anaisponcetrujilloAún no hay calificaciones
- Acuerdo Sobre El Reasentamiento de Las Comunidades Desarraigadas Por El Enfrentamiento ArmadoDocumento18 páginasAcuerdo Sobre El Reasentamiento de Las Comunidades Desarraigadas Por El Enfrentamiento Armadodualix23288100% (2)
- C032 001076 02 Qac Po 0001Documento50 páginasC032 001076 02 Qac Po 0001abner guerra iriarteAún no hay calificaciones
- 03 Procedimiento de Espacios ConfinadosDocumento31 páginas03 Procedimiento de Espacios ConfinadosadrianAún no hay calificaciones
- 04 Procedimiento de IzadosDocumento41 páginas04 Procedimiento de IzadosadrianAún no hay calificaciones
- Informe HSE Sandra Medina, 16 Al 21 Noviembre de 2021Documento24 páginasInforme HSE Sandra Medina, 16 Al 21 Noviembre de 2021luisaliriohernandezAún no hay calificaciones
- Plan de Gestión de Exposición A SiliceDocumento29 páginasPlan de Gestión de Exposición A SiliceJuan Pablo Gaete CandiaAún no hay calificaciones
- S Tal JJ4 Itc Qua PRD 0004 - 00Documento17 páginasS Tal JJ4 Itc Qua PRD 0004 - 00Carlos Ditmar Jiménez RivasAún no hay calificaciones
- Propuesta Técnica Plan Maestro ArquitectónicoDocumento18 páginasPropuesta Técnica Plan Maestro ArquitectónicojmortontaylorAún no hay calificaciones
- Instructivo Asfalto - GyMDocumento28 páginasInstructivo Asfalto - GyMjhonathan daniel viera pradoAún no hay calificaciones
- Ptc-Sst-001-R05-Protocolo de Ingreso A Obra - Carmen InmueblesDocumento10 páginasPtc-Sst-001-R05-Protocolo de Ingreso A Obra - Carmen InmueblesAnonymous FLndM4ZAún no hay calificaciones
- C039 001076 02 Qac Po 0004Documento30 páginasC039 001076 02 Qac Po 0004abner guerra iriarteAún no hay calificaciones
- SST-PRO-CYM-002 - 1 Instalación de CampamentoDocumento14 páginasSST-PRO-CYM-002 - 1 Instalación de CampamentoDanny Ronald HuachoAún no hay calificaciones
- C039 001076 02 Qac Po 0001Documento50 páginasC039 001076 02 Qac Po 0001abner guerra iriarteAún no hay calificaciones
- 1002 03 Id Epc 005 1940 Z PL 00002 - 2Documento9 páginas1002 03 Id Epc 005 1940 Z PL 00002 - 2Luis Guerrero PerezAún no hay calificaciones
- Informe de Servicio de Montaje Linea Aerea BT 220 V QuimacochaDocumento16 páginasInforme de Servicio de Montaje Linea Aerea BT 220 V Quimacochafranchezcoly quispe escurraAún no hay calificaciones
- Procedimiento Desmantelamiento TK - 0Documento24 páginasProcedimiento Desmantelamiento TK - 0Lemuel Jopia0% (1)
- C039 001076 02 Qac Po 0003Documento60 páginasC039 001076 02 Qac Po 0003abner guerra iriarteAún no hay calificaciones
- Manejo y Tendido de TuberíasDocumento8 páginasManejo y Tendido de Tuberíasbetanzos5000-2Aún no hay calificaciones
- PE-03 Realización Pistas de Accesos Rev02Documento14 páginasPE-03 Realización Pistas de Accesos Rev02OYOLA VARGAS EDWINAún no hay calificaciones
- PET-ABB-19-11 Set Piura Oeste Rev.2Documento20 páginasPET-ABB-19-11 Set Piura Oeste Rev.2javier Mansilla GarayarAún no hay calificaciones
- PTS PROCEDIMIENTO Soldadura Al ArcoDocumento15 páginasPTS PROCEDIMIENTO Soldadura Al Arcoganjah manAún no hay calificaciones
- 3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Documento48 páginas3063-PC-CÑ-01-00 - Montaje y Soldaduras Tuberías HDPE RV 00Cristian Cornejo Catalán100% (1)
- ISO-L.18.001-1212-QQP-7500-B Plan de Aseguramiento de La CalidadDocumento28 páginasISO-L.18.001-1212-QQP-7500-B Plan de Aseguramiento de La CalidadPiero Israel Rivera GarcíaAún no hay calificaciones
- HLC-G37801002.JLC-SST-PO-01 Trazo y Replanteo Topografico - Rev BDocumento15 páginasHLC-G37801002.JLC-SST-PO-01 Trazo y Replanteo Topografico - Rev BDIANA VALDEZAún no hay calificaciones
- WME-SIG-PE-002 - Procedimiento de Instalación de AA CCDocumento12 páginasWME-SIG-PE-002 - Procedimiento de Instalación de AA CCKatherin Bleysi Cardenas CanchanyaAún no hay calificaciones
- SIG PETS 002 CHILCA - 1 Instalación de PórticosDocumento20 páginasSIG PETS 002 CHILCA - 1 Instalación de PórticosMHAAún no hay calificaciones
- Tna-cod-20231012-Pvt-0001 Plan de Seguridad y Salud en El TrabajoDocumento64 páginasTna-cod-20231012-Pvt-0001 Plan de Seguridad y Salud en El TrabajoWaldo SaezAún no hay calificaciones
- Pets-Cop-13 Suministro e Instalacion de Tubria PVCDocumento9 páginasPets-Cop-13 Suministro e Instalacion de Tubria PVCDANAE LESLYE PACHECO POMAAún no hay calificaciones
- Sti-eje-ssm-ptr-035-Instalacion y Suministro de Red de Puesta a TierraDocumento21 páginasSti-eje-ssm-ptr-035-Instalacion y Suministro de Red de Puesta a Tierraacalero1984Aún no hay calificaciones
- Informe N.º 54-07-2022 - Jych - Aeyp-Mpt - Aprobacion 2 Entregable Alberto SanchezDocumento5 páginasInforme N.º 54-07-2022 - Jych - Aeyp-Mpt - Aprobacion 2 Entregable Alberto SanchezJavier Yamir Cordova HerediaAún no hay calificaciones
- DTO0220OC EP PROCEDIMIENTO REALIZACION DE APIQUES PARA ODS. No.06 V.1Documento21 páginasDTO0220OC EP PROCEDIMIENTO REALIZACION DE APIQUES PARA ODS. No.06 V.1reinaldo sotomayor buelvasAún no hay calificaciones
- PI - CHL-80.0028-005 - B Relleno y Compactado Rev ITO CIVIL HSEDocumento25 páginasPI - CHL-80.0028-005 - B Relleno y Compactado Rev ITO CIVIL HSEAndrés Mandiola CastilloAún no hay calificaciones
- 9423-Qua-Pro-015 Procedimiento de Montaje de Aislamiento de Tuberias y TanquesDocumento27 páginas9423-Qua-Pro-015 Procedimiento de Montaje de Aislamiento de Tuberias y Tanquesleonardo jesus flores caleroAún no hay calificaciones
- DSI-SHA-P08 Roscadora ElectricaDocumento16 páginasDSI-SHA-P08 Roscadora Electricapaula salgadoAún no hay calificaciones
- PROCEDIMIENTO DE TRABAJO BLOQUEO Y AISLACIÓN DE EQUIPOS Lomas BayasDocumento21 páginasPROCEDIMIENTO DE TRABAJO BLOQUEO Y AISLACIÓN DE EQUIPOS Lomas BayasRoberto RuizAún no hay calificaciones
- Procedimientos Fabricacion e Instalación de Cerco Con Malla Plastificada KallpaDocumento18 páginasProcedimientos Fabricacion e Instalación de Cerco Con Malla Plastificada KallpaJOSE MANUEL HUAYTALLA MORENOAún no hay calificaciones
- Dvc-Ssm-Sig-Pr-007 Ingreso A Obra de Subcontratistas PDFDocumento9 páginasDvc-Ssm-Sig-Pr-007 Ingreso A Obra de Subcontratistas PDFVanessa Lujan AceroAún no hay calificaciones
- Pln5.100.a.2 Plan de Seguridad y Salud. Trabajos de Operacion y Mantto en Pe y Sub PDFDocumento249 páginasPln5.100.a.2 Plan de Seguridad y Salud. Trabajos de Operacion y Mantto en Pe y Sub PDFEric Yamá AguilarAún no hay calificaciones
- Pecc-2510-Mma-744 Rev 0Documento22 páginasPecc-2510-Mma-744 Rev 0bastiancarmona1Aún no hay calificaciones
- 1 Procedimiento Tuberia HDPEDocumento23 páginas1 Procedimiento Tuberia HDPEAndres Muñoz NievasAún no hay calificaciones
- Plan de Seguridad y Salud Ocupacional TECNOFASTDocumento52 páginasPlan de Seguridad y Salud Ocupacional TECNOFASTJuan Angel ZuñigaAún no hay calificaciones
- PR-EO-02 v5 Instalación de Cables MT y BT, Empalmes y TerminalesDocumento24 páginasPR-EO-02 v5 Instalación de Cables MT y BT, Empalmes y Terminalesmichell carbajalAún no hay calificaciones
- Pets-Cop-10 Encofrado y Desencofrado de GavionesDocumento10 páginasPets-Cop-10 Encofrado y Desencofrado de GavionesDANAE LESLYE PACHECO POMAAún no hay calificaciones
- Pets-Cop-09 Suministro e Instalacion de GavionesDocumento12 páginasPets-Cop-09 Suministro e Instalacion de GavionesDANAE LESLYE PACHECO POMAAún no hay calificaciones
- Plataformas de Andamios Interior TK02 Ra TK02 RBDocumento38 páginasPlataformas de Andamios Interior TK02 Ra TK02 RBLemuel Sebastian Jopia Gomez100% (1)
- 1A1034-7-HAUG-00-PT-001 Procedimiento Recepción de Materiales y Equipos Rev. 0Documento28 páginas1A1034-7-HAUG-00-PT-001 Procedimiento Recepción de Materiales y Equipos Rev. 0ronald edwin mattos estradaAún no hay calificaciones
- PTS Soldadura Al ArcoDocumento17 páginasPTS Soldadura Al ArcoNestor Gallegos CastilloAún no hay calificaciones
- V8, PTS EnfierrduraDocumento15 páginasV8, PTS EnfierrduraGer Man ItuAún no hay calificaciones
- Pets-Cop-05 Excavacion Base GavionDocumento9 páginasPets-Cop-05 Excavacion Base GavionDANAE LESLYE PACHECO POMAAún no hay calificaciones
- MC 1302 V°1 DEVA PPTO642 ING1111 Rev0Documento19 páginasMC 1302 V°1 DEVA PPTO642 ING1111 Rev0jonathamanAún no hay calificaciones
- PI - CHL-80.0028-006 - B Instalación y Retiro de Moldaje REV ITO CIVIL HSEDocumento25 páginasPI - CHL-80.0028-006 - B Instalación y Retiro de Moldaje REV ITO CIVIL HSEAndrés Mandiola CastilloAún no hay calificaciones
- SIGMA PR PY SSO 001 - 0 A Procedimiento Trabajo en Altura FisicaDocumento38 páginasSIGMA PR PY SSO 001 - 0 A Procedimiento Trabajo en Altura Fisicajaime anibal navarrete aburtoAún no hay calificaciones
- PT-9650-032 - 0 Fusionado de Fibra OpticaDocumento18 páginasPT-9650-032 - 0 Fusionado de Fibra OpticaPEDRO SEGOVIAAún no hay calificaciones
- C039 001076 02 Qac Po 0002Documento18 páginasC039 001076 02 Qac Po 0002abner guerra iriarteAún no hay calificaciones
- PTS 15Documento36 páginasPTS 15Roberto Henriquez AriasAún no hay calificaciones
- CSCO-PR-CON-IE-002 Megado de Cables - pROCEDIMIENTOSDocumento29 páginasCSCO-PR-CON-IE-002 Megado de Cables - pROCEDIMIENTOSFreddy Rosero VeraAún no hay calificaciones
- P812-CHCO-0110-ME-SPE-00002 R0 (ET Sist. Supresion)Documento27 páginasP812-CHCO-0110-ME-SPE-00002 R0 (ET Sist. Supresion)alexis alvaradoAún no hay calificaciones
- 00 YR - SNS STT 004 Procedimiento de Izados - FinalDocumento41 páginas00 YR - SNS STT 004 Procedimiento de Izados - FinalPedro GonzalezAún no hay calificaciones
- Igm-2417-009-Pln14-001 Plan de TrabajoDocumento20 páginasIgm-2417-009-Pln14-001 Plan de Trabajomaelo_10Aún no hay calificaciones
- PET-OP-452r02 Instalacion de Placas de Aislamiento (Comales)Documento18 páginasPET-OP-452r02 Instalacion de Placas de Aislamiento (Comales)Juan Antonio Salvador SalvadorAún no hay calificaciones
- Puesta en servicio y operación de instalaciones solares térmicas. ENAE0208De EverandPuesta en servicio y operación de instalaciones solares térmicas. ENAE0208Aún no hay calificaciones
- Cot - Fireno.hd-5-11 OkDocumento2 páginasCot - Fireno.hd-5-11 OkAlfredo BravoAún no hay calificaciones
- Inspección de Resane de PinturaDocumento3 páginasInspección de Resane de PinturaAlfredo BravoAún no hay calificaciones
- Doc-Pr-Pol-002 Resane Rd6 Rev. 0Documento10 páginasDoc-Pr-Pol-002 Resane Rd6 Rev. 0Alfredo BravoAún no hay calificaciones
- 1a6013 7 Ac 6 PDT 002Documento10 páginas1a6013 7 Ac 6 PDT 002Alfredo BravoAún no hay calificaciones
- Plan de Contigencia AmbientalDocumento9 páginasPlan de Contigencia AmbientalAlfredo BravoAún no hay calificaciones
- PPT - Curso Trabajos en AlturaDocumento42 páginasPPT - Curso Trabajos en AlturaAlfredo Bravo0% (1)
- 06 Krah Tuberia p200Documento14 páginas06 Krah Tuberia p200Alfredo BravoAún no hay calificaciones
- DS 015-2006-EmDocumento42 páginasDS 015-2006-EmAlfredo BravoAún no hay calificaciones
- Tee Reductora RanuradaDocumento2 páginasTee Reductora RanuradaAlfredo BravoAún no hay calificaciones
- Válvula de Bola Gg25 Vico ValvesDocumento2 páginasVálvula de Bola Gg25 Vico ValvesAlfredo BravoAún no hay calificaciones
- CodoDocumento1 páginaCodoAlfredo Bravo100% (1)
- Lenguaje 1 - Daniel Villa 7º ADocumento4 páginasLenguaje 1 - Daniel Villa 7º ANatalia GuerreroAún no hay calificaciones
- Ensayo La Diabetes y La Hipertension ArterialDocumento6 páginasEnsayo La Diabetes y La Hipertension ArterialGabriel Tobar100% (1)
- Analisis de Caso Dana ArenasDocumento5 páginasAnalisis de Caso Dana ArenasDana Alejandra Arenas BurbanoAún no hay calificaciones
- 6 - Curso Cogep Medidas CautelaresDocumento40 páginas6 - Curso Cogep Medidas CautelaresNestor Abraham Fonseca Peñaherrera43% (7)
- Informe Anual DDHH 2018 MovilhDocumento278 páginasInforme Anual DDHH 2018 MovilhMalejaBuenoAún no hay calificaciones
- 3° BGU - Física - Evaluación ParcialDocumento2 páginas3° BGU - Física - Evaluación Parcialunidocente19Aún no hay calificaciones
- Apuntes de PercepciónDocumento16 páginasApuntes de PercepciónthamaraAún no hay calificaciones
- MM Inflación - ForoSAPDocumento6 páginasMM Inflación - ForoSAPcristhianmercado4311100% (2)
- Fate Strange Fake - Volumen 06 (Bar Ahnenerbe)Documento294 páginasFate Strange Fake - Volumen 06 (Bar Ahnenerbe)AstroxAún no hay calificaciones
- Article English Abouts Laws of Thermodynamics PDFDocumento10 páginasArticle English Abouts Laws of Thermodynamics PDFJhon JaramilloAún no hay calificaciones
- à - Rea de Ciencias Sociales y HumanidadesDocumento20 páginasà - Rea de Ciencias Sociales y HumanidadesChristian BergesAún no hay calificaciones
- Roger Garaudy - Los Mitos Fundacionales Del Estado de IsraelDocumento14 páginasRoger Garaudy - Los Mitos Fundacionales Del Estado de IsraelachicoriasAún no hay calificaciones
- El Control Difuso y El Control ConcentradoDocumento1 páginaEl Control Difuso y El Control ConcentradoHenry Pérez100% (2)
- Ejemplos de DiptongoDocumento3 páginasEjemplos de DiptongoRigo MatheuAún no hay calificaciones
- Relieve Continental y Oceánico 10 - Con TareaDocumento12 páginasRelieve Continental y Oceánico 10 - Con Tareadavid ramosAún no hay calificaciones
- Ejemplos ResortesDocumento4 páginasEjemplos ResortesAnaAún no hay calificaciones
- Determinación de La Pena Privativa de La Libertad de Prisión y Tabla ExcelDocumento18 páginasDeterminación de La Pena Privativa de La Libertad de Prisión y Tabla ExcelyamirAún no hay calificaciones
- Entrega 2 Semana 7 - Acto JuridicoDocumento15 páginasEntrega 2 Semana 7 - Acto JuridicoLINA MAún no hay calificaciones
- 5Documento61 páginas5pablo3aguilar-3Aún no hay calificaciones
- Precedex DosaDocumento9 páginasPrecedex DosadositaAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento10 páginasNuevo Documento de Microsoft WordGuzman HuamanAún no hay calificaciones
- SocialismoDocumento7 páginasSocialismoaldoAún no hay calificaciones
- TU CARCEL TomDocumento1 páginaTU CARCEL TomVerhon ArmasAún no hay calificaciones
- Presentacion de Internet y Motores de BusquedasDocumento25 páginasPresentacion de Internet y Motores de BusquedasManuel Martín Jimenez RiquelmeAún no hay calificaciones
- Isaías 50Documento6 páginasIsaías 50JuanAún no hay calificaciones
- Enunciado AEC Teoría Del Cambio IntergeneracionalDocumento4 páginasEnunciado AEC Teoría Del Cambio IntergeneracionalDani Sanchez HernandezAún no hay calificaciones
- Esquemas PsicobiologiaDocumento150 páginasEsquemas PsicobiologiaEva de la VegaAún no hay calificaciones
- TRIPTICO La Sandia11Documento2 páginasTRIPTICO La Sandia11Yover AmadoAún no hay calificaciones