Ce document présente un examen technique sur la fabrication mécanique. Il contient des questions sur les procédés de fabrication, la sécurité en atelier, la métrologie et l'usinage sur machine à commande numérique. Des annexes présentent des dessins techniques d'une pompe.
0 évaluation0% ont trouvé ce document utile (0 vote)
954 vues13 pages
Ce document présente un examen technique sur la fabrication mécanique. Il contient des questions sur les procédés de fabrication, la sécurité en atelier, la métrologie et l'usinage sur machine à commande numérique. Des annexes présentent des dessins techniques d'une pompe.
Ce document présente un examen technique sur la fabrication mécanique. Il contient des questions sur les procédés de fabrication, la sécurité en atelier, la métrologie et l'usinage sur machine à commande numérique. Des annexes présentent des dessins techniques d'une pompe.
Ce document présente un examen technique sur la fabrication mécanique. Il contient des questions sur les procédés de fabrication, la sécurité en atelier, la métrologie et l'usinage sur machine à commande numérique. Des annexes présentent des dessins techniques d'une pompe.
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
Télécharger au format pdf ou txt
Vous êtes sur la page 1/ 13
Corps :
BAP : DANS CE CADRE
Emploi type concours :
Centre organisateur :
NOM :
(En majuscule, suivi s’il y a lieu, du nom d’épouse)
Prénoms : N° de table Né(e) le : (Le numéro est celui qui figure sur la convocation ou la liste d’appel) ---------------------------------------------------------------------------------------------------------------------------------------------------- --- NE RIEN INSCRIRE
Corps : Numérotez chaque page (dans
BAP : le cadre en bas de la page)
Emploi type concours :
placez les feuilles intercalaires
Centre organisateur : dans le bon sens si besoin. (Précisez, s’il y a lieu, le sujet choisi)
Appréciation du correcteur (uniquement s’il s’agit d’un
examen) : Note :
20
UNIVERSITE MONTPELLIER 2
Concours externe Technicien de recherche et de formation
Session 2010
BAP C
Emploi Type : technicien en fabrication mécanique
Epreuve écrite d’admissibilité
Durée : 3 heures
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 1
Coefficient : 3
Important : II vous est rappelé que votre identité ne doit figurer que dans la partie supérieure de la bande à entête de la copie mise a votre disposition. Toute mention d'identité ou tout signe distinctif porte sur la copie conduira a I'annulation.
Utilisation de la calculatrice autorisée
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 2
1 Procédés de fabrication Q1.1 En fraisage dans quels cas est-il préférable d’usiner en avalant ?
Q1.2 En fraisage dans quels cas est-il préférable d’usiner en opposition?
Q1.3 Expliquez par un schéma rapide les 2 modes avalant et opposition.
Q1.4 Citer les principaux procédés de soudage. Quelles sont les principales techniques de contrôle de la qualité d’une soudure.
2 Hygiène et Sécurité en ateliers
Q2.1 Quelles sont les règles élémentaires de sécurité a faire respecter par les étudiants et qui incombent a tous personnels lors de travaux sur machines-outils dans un atelier d'usinage.
3 Métrologie
Q3.1 Donner la signification de la spécification suivante
0,1 A
Q3.2 Donner l’ordre de grandeur de la tolérance de fabrication d’une cote 20 H7
Q3.3 Donner l’ordre de grandeur de la tolérance de fabrication d’un cote 40 g6
Q3.4 Quelle spécification doit-on logiquement trouver sur la rainure de clavette de
l’arbre ci dessous
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 3
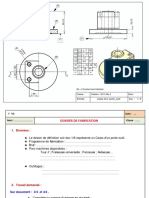
4 Fabrication sur machine à commande numérique: usinage d’un carter de POMPE À ENGRENAGE :
Fig 1 : Schéma de la pompe
Fig 2 :Vue du carter principal
de pompe
Q4.1 On donne le programme CN ISO de l’opération 1 de surfaçage de la face
avant du carter (repère 1 sur fig 2 )
$ Opération 1 ,Surfaçage de la face avant (fraise tourteau φ63)
Travail demandé Q4.1.1 Sur le document réponse DR1, tracer la trajectoire de l’outil, sur les 2 vues positionner les point P1 à P8 du programme.
Q4.1.2 au bloc N505 on peut lire T7 D9 M6 Que signifient ces 3 instructions ?
Q4.1.3 Que signifie l’instruction G40 ?
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 4
Q4.1.4 Donner pour cette opération la fréquence de broche, la vitesse de coupe, la vitesse d’avance et l’avance par dent, préciser les unités.
Q4.1.5 Ce programme peut il convenir avec une fraise de diamètre φ50 au lieu de 63 prévu ? Pourquoi ?
Q4.1.6 L’opérateur, sur sa machine outil, déclare une fraise plus longue que la réelle de 0,3 mm : quelle sera la conséquence sur le surfaçage ?
Q4.2 On considère l'Opération 2 d'usinage de la forme intérieure du corps de
pompe par contournage à la fraise 2 tailles, repère 2 sur Fig 2. Le brut est réalisé en alliage léger par moulage et il reste une surépaisseur moyenne de 2 mm à enlever. On donne les cotes de la forme intérieure finie :
Vue de droite Vue de face
R 30H7 27,21
20 24,57
20
Hypothèses : On utilisera une fraise carbure monobloc de diamètre 30, à 4 dents, Vitesse de coupe de 200 m/mn, avance par dent de 0.05 mm, travail en avalant. Jauges outils à l’adresse 4, outils en magasin en position 5 . En approche, l'outil sera amené au centre de la pièce, à l’OP puis se placera tangent au profil de la pièce.
Q4.2.1 Préparation : Sur les 2 vues de la figure du document DR2
Tracer en couleur la trajectoire à programmer pour cet outil, indiquer les points clé avec leurs coordonnées. Flécher son sens de parcours pour un travail en avalant Flécher le sens de rotation de l’outil
Q4.2.2 Donner le programme CN ISO de cette opération.
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 5
Q4.2.3 Quelle configuration de centre d’usinage permet de réaliser toutes les surfaces à usiner de cette pièce sans démontage et sans reprise ? Placer sur le dessin du document réponse DR3 les axes machines nécessaires.
Q4.2.4 On donne en annexe 1 le dessin de définition d’un carter de pompe
correspondant à un modèle de taille légèrement supérieure, expliquer comment, en terme de
méthode, satisfaire la contrainte imposée entre alésages :
Q4.2.5 On appelle « Phase 10 » l’ensemble des opérations d’usinages réalisées sur cette pièce. Compléter dans le contrat de phase (Document réponse DR4) la mise en position et le maintien en position en vous aidant de l’annexe 2. Proposer si possible un montage d’usinage capable de prendre des carters de tailles variables (situation de famille de pièces). Décrire sur le document la suite d’opération ainsi que les outils à utiliser pour l’obtention des 2 trous cotés φ16 H7.
5 Maintenance Q5.1 Proposer un calendrier pour l’entretien d’une Machine Outil : sous forme de tableau synthétique, lister les opérations prioritaires à effectuer et préciser leur périodicité ou fréquence.
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 6
ANNEXE 1
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 7
ANNEXE 2
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 8
DR 1 Opération de Surfaçage de la face avant
Vue de coté Vue de face Y
Z OP X
OP
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 9
DR2 Opération contournage de la forme intérieure :
Vue de coté Vue de face
Y
Z X
OP
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 10
DR 3 question Q4.2.3 Placer sur le dessin les axes machines nécessaires.
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 11
DR 4
CONTRAT DE PHASE Ensemble : POMPE hydraulique
Phase 10 Elément : Carter principal Programme : - Matière : EN-AW-2017 Machine : Montage : Désignation : FRAISAGE Date :
N° Désignation des opérations Vc N fzr fza Vfa aa ar
Outils de coupe mm/ mm/ mm/m OP m/min tr/min (dt.tr) (dt.tr) in mm mm
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 12
Concours externe de Technicien en Fabrication Mécanique BAP C 2010 13
NF en 1993-1-9NA (Avril 2007) Eurocode 3 - Calcul Des Structures en Acier - Partie 1-9 Fatigue - Annexe Nationale À La NF en 1993-1-9 (Indice de Classement P22-319-1NA)
NF en 1993-1-9NA (Avril 2007) Eurocode 3 - Calcul Des Structures en Acier - Partie 1-9 Fatigue - Annexe Nationale À La NF en 1993-1-9 (Indice de Classement P22-319-1NA)