Effect of Lubrication on Friction in Bending under Tension Test-Experimental and Numerical Approach



Abstract
:1. Introduction
2. Experimental
2.1. Material
2.2. Friction Simulator
- Machine oil LAN-46 (Orlen Oil): kinematic viscosity 43.9 mm2·s−1 (at 40 °C), viscosity index 94, flow temperature −10 °C and ignition temperature 232 °C,
- Deep-drawing oil L (Orlen Oil): kinematic viscosity 330 mm2·s−1 (at 40 °C), freezing point −29 °C, flash point 238 °C and weld point 500 daN,
- Heavy-Draw 1150 oil (Lamson Oil): density 975 kg·m−3 (at 20 °C); viscosity 1157 mm2·s−1 (at 40 °C) and flash point 277 °C.
3. Numerical Modeling
3.1. Description of the FE-Based Model
3.2. FE Mesh
3.3. Material Model
3.4. Contact Conditions
3.5. Mesh Sensitivity Analysis
4. Results and Discussion
4.1. Experimental
4.1.1. Effect of Surface Roughness of Tools
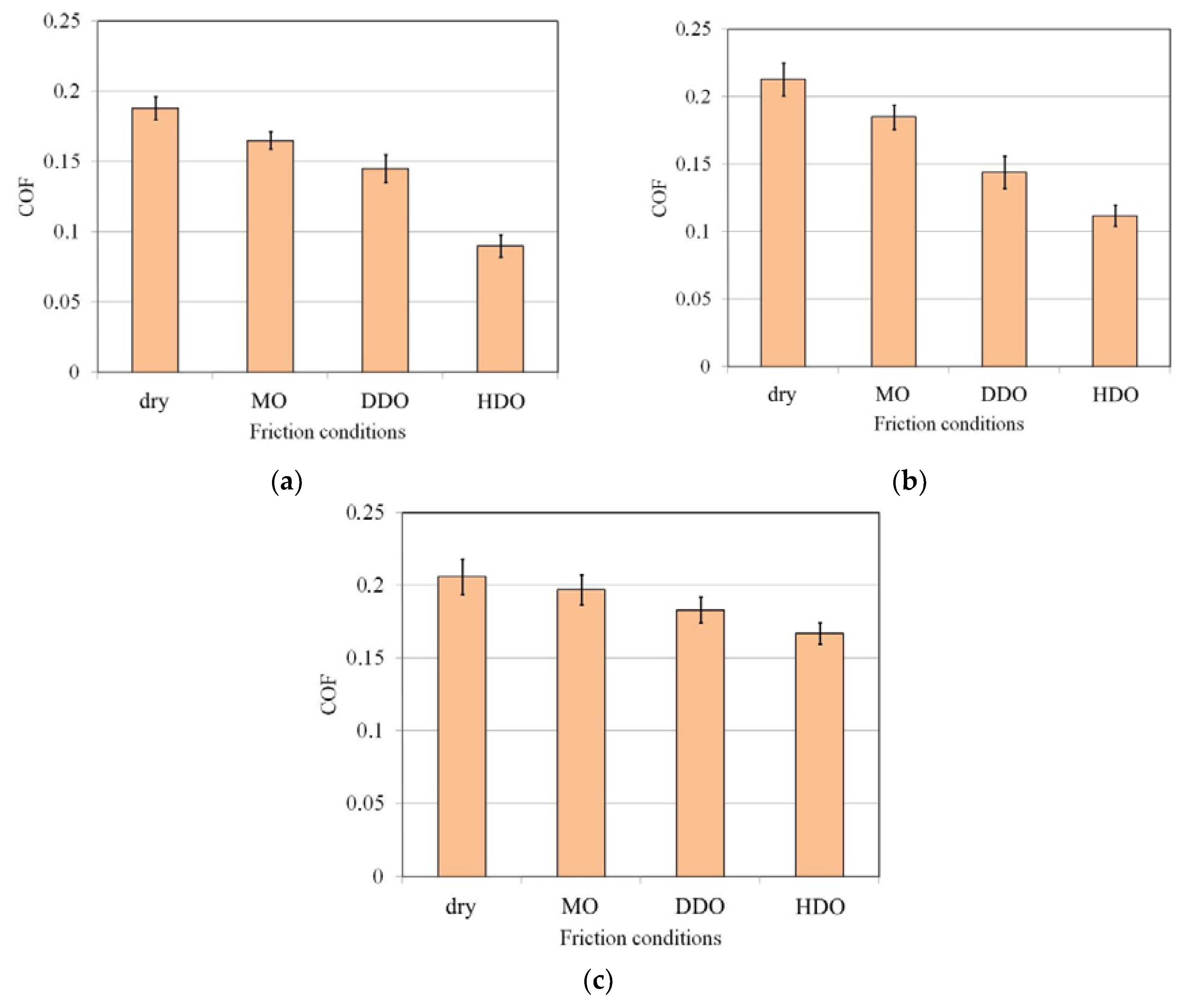
4.1.2. Effectiveness of Lubrication
4.2. Results of Numerical Modeling
4.2.1. Distribution of Specimen Elongation
4.2.2. Flexuring of the Specimen
4.2.3. Normal and Friction Forces
5. Conclusions
- The normal pressure in the BUT test continuously increased with increasing specimen elongation, and this was due to the strain hardening phenomenon. However, the COF was very stable during the tests realized in all friction conditions. This conclusion is in contrast to the recent investigations of authors [2,3] on the friction determination in a strip drawing test when the nonlinear relation between friction and normal force was found.
- The effectiveness of the lubrication depended on the balance between two mechanisms accompanied with friction: (1) adhesion of the surfaces in contact and (2) roughening of workpiece asperities by the tool surface. High surface roughness of tool released the dominant share of ploughing in total frictional resistance. In these conditions, all of the lubricants used were not able to decrease the COF in to sufficient extent.
- Lubricants destined for application in SMF operations were able to reduce a value of friction coefficient approximately by 3–52% in relation to the surface roughness of rolls.
- Friction in the sheet–tool interface caused flexuring of the strip during flowing the sheet through the BUT test. This effect results in the non-uniformity of the contact normal force and depended on the value of COF.
- The lubricated conditions, by making the sample to move over the tool surface more easily, reduced the mean normal stress value on the sample surface in the contact area. Moreover, in the case of the most effective lubricant, i.e., HDO, the higher the deformation value, the more uniform the stress distribution in the contact zone was observed.
- The distribution of contact friction force and contact normal forces was non-uniform along the width and length of the strip material being in contact with the roll surface. This could be associated with the local flexuring of the strip sheet over the countersample surface.
Author Contributions
Funding
Conflicts of Interest
References
- Fratini, L.; Casto, S.L.; Valvo, E.L. A technical note on an experimental device to measure friction coefficient in sheet metal forming. J. Mater. Process. Technol. 2006, 172, 16–21. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Fejkiel, R. On the influence of deformation of deep drawing quality steel sheet on surface topography and friction. Tribol. Int. 2017, 115, 78–88. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Bochnowski, W.; Witek, L. Variation of surface roughness, micro-hardness and friction behaviour during sheet-metal forming. Int. J. Surface Sci. Eng. 2018, 12, 119–136. [Google Scholar] [CrossRef]
- Trzepiecinski, T. A study of the coefficient of friction in steel sheets forming. Metals 2019, 9, 988. [Google Scholar] [CrossRef] [Green Version]
- Van Der Heide, E.; Schipper, D.J. Friction and Wear in Lubricated Sheet Metal Forming Processes. In Handbook of Lubrication and Tribology; Taylor & Francis: Abingdon, UK, 2006; Volume 1, p. 28. [Google Scholar]
- Weidel, S.; Engel, U. Surface characterisation in forming processes by functional 3D parameters. Int. J. Adv. Manuf. Technol. 2006, 33, 130–136. [Google Scholar] [CrossRef]
- Dou, S.; Xia, J. Analysis of sheet metal forming (stamping process): A study of the variable friction coefficient on 5052 aluminum alloy. Metals 2019, 9, 853. [Google Scholar] [CrossRef] [Green Version]
- Kirkhorn, L.; Bushlya, V.; Andersson, M.; Stahl, J.-E. The influence of tool steel microstructure on friction in sheet metal forming. Wear 2013, 302, 1268–1278. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Recent developments and trends in the friction testing for conventional sheet metal forming and incremental sheet forming. Metals 2019, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, M.C.; Fernandes, J.V. Modelling and simulation of sheet metal forming processes. Metals 2019, 9, 1356. [Google Scholar] [CrossRef] [Green Version]
- Trzepiecinski, T.; Lemu, H.G.; Fejkiel, R. Numerical simulation of effect of friction directionality on forming of anisotropic sheets. Int. J. Simul. Model. 2016, 16, 590–602. [Google Scholar] [CrossRef]
- Trzepiecinski, T. 3D elasto-plastic FEM analysis of the sheet drawing of anisotropic steel sheet. Arch. Civ. Mech. Eng. 2010, 10, 95–106. [Google Scholar] [CrossRef]
- Sulaiman, M.H.; Farahana, R.; Bienk, K.; Nielsen, C.; Bay, N. Effects of DLC/TiAlN-coated die on friction and wear in sheet-metal forming under dry and oil-lubricated conditions: Experimental and numerical studies. Wear 2019, 203040. [Google Scholar] [CrossRef]
- Gonzalez-Pociño, A.; Alvarez-Antolin, F.; Asensio-Lozano, J. Improvement of adhesive wear behavior by variable heat treatment of a tool steel for sheet metal forming. Materials 2019, 12, 2831. [Google Scholar] [CrossRef] [Green Version]
- Recklin, V.; Dietrich, F.; Groche, P. Influence of Test stand and contact size sensitivity on the friction coefficient in sheet metal forming. Lubricants 2018, 6, 41. [Google Scholar] [CrossRef] [Green Version]
- Hol, J.; Meinders, V.T.; Geijselaers, H.; Boogaard, A.H.V.D. Multi-scale friction modeling for sheet metal forming: The mixed lubrication regime. Tribol. Int. 2015, 85, 10–25. [Google Scholar] [CrossRef]
- Löfgren, H.B. A first order friction model for lubricated sheet metal forming. Theor. Appl. Mech. Lett. 2018, 8, 57–61. [Google Scholar] [CrossRef]
- Littlewood, M.; Wallace, J.F. The effect of surface finish and lubrication on the fictional variation involved in the sheet-metal-forming process. Sheet Met. Ind. 1964, 41, 925–1930. [Google Scholar]
- Nanayakkara, N.K.B.M.P.; Kelly, G.L.; Hodgson, P.D. Application of bending under tension test to determine the effect of toolradius and the contact pressure on the coefficient of fiction in sheet metal forming. Mater. Forum 2005, 29, 114–118. [Google Scholar]
- Coubrough, G.; Alinger, M.; Van Tyne, C.; Van Tyne, C. Angle of contact between sheet and die during stretch–bend deformation as determined on the bending-under-tension friction test system. J. Mater. Process. Technol. 2002, 130, 69–75. [Google Scholar] [CrossRef]
- Lemu, H.G.; Trzepieciński, T. Numerical and experimental study of the frictional behaviour in bending under tension test. J. Mech. Eng. 2013, 59, 41–49. [Google Scholar] [CrossRef]
- Hoffmann, H.; Nürnberg, G.; Ersoy-Nürnberg, K.; Herrmann, G. A new approach to determine the wear coefficient for wear prediction of sheet metal forming tools. Prod. Eng. 2007, 1, 357–363. [Google Scholar] [CrossRef]
- Berglund, J.; Brown, C.; Rosén, B.G.; Bay, N.O. Milled die steel surface roughness correlation with steel sheet friction. CIRP Ann. 2010, 59, 577–580. [Google Scholar] [CrossRef]
- Pereira, M.; Yan, W.; Rolfe, B. Contact pressure evolution and its relation to wear in sheet metal forming. Wear 2008, 265, 1687–1699. [Google Scholar] [CrossRef]
- Pereira, M.; Duncan, J.L.; Yan, W.; Rolfe, B.F. Contact pressure evolution at the die radius in sheet metal stamping. J. Mater. Process. Technol. 2009, 209, 3532–3541. [Google Scholar] [CrossRef]
- Ceron, E.; Bay, N.O. Determination of friction in sheet metal forming by means of simulative tribo-tests. Key Eng. Mater. 2013, 549, 415–422. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Fejkiel, R. A 3D FEM-Based Numerical Analysis of the Sheet Metal Strip Flowing Through Drawbead Simulator. Metals 2019, 10, 45. [Google Scholar] [CrossRef] [Green Version]
- Trzepiecinski, T.; Lemu, H.G. Frictional conditions of AA5251 aluminium alloy sheets using drawbead simulator tests and numerical methods. J. Mech. Eng. 2014, 60, 51–60. [Google Scholar] [CrossRef] [Green Version]
- ISO 6892-1. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; International Organisation for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- Msc.MARC 2010. Element Library; MSC.Software Corporation: Santa Ana, CA, USA, 2010.
- Msc.MARC 2010. Theory Manual; MSC.Software Corporation: Santa Ana, CA, USA, 2010.
- Hill, R. A theory of the yielding and plastic flow of anisotropic metals. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1948, 193, 281–297. [Google Scholar] [CrossRef] [Green Version]
- Taherizadeh, A.; Green, D.E.; Yoon, J.W. A non-associated plasticity model with anisotropic and nonlinear kinematic hardening for simulation of sheet metal forming. Int. J. Solids Struct. 2015, 69, 370–382. [Google Scholar] [CrossRef]
- Banabic, D.; Comsa, D.S.; Gawad, J. Plastic Behaviour of Sheet Metals. In Multiscale Modelling in Sheet Metal Forming; Springer Science and Business Media LLC: Berlin, Germany, 2016; pp. 1–46. [Google Scholar]
- Farahnak, P.; Urbanek, M.; Džugan, J. Investigation study on determination of fracture strain and fracture forming limit curve using different experimental and numerical methods. J. Phys. Conf. Ser. 2017, 896, 12082. [Google Scholar] [CrossRef] [Green Version]
- Lovell, M.R.; Khonsari, M.M.; Marangoni, R.D. The response of balls undergoing oscillatory motion: crossing from boundary to mixed lubrication regimes. J. Tribol. 1993, 115, 261–266. [Google Scholar] [CrossRef]
- Karupannasamy, D.; Hol, J.; De Rooij, M.; Meinders, T.; Schipper, D. Modelling mixed lubrication for deep drawing processes. Wear 2012, 294, 296–304. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, M.H.; Christiansen, P.; Bay, N.O. The influence of tool texture on friction and lubrication in strip reduction testing. Lubricants 2017, 5, 3. [Google Scholar] [CrossRef] [Green Version]
- Bech, J.; Bay, N.O.; Eriksen, M. A study of mechanisms of liquid lubrication in metal forming. CIRP Ann. 1998, 47, 221–226. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Fe |
|---|---|---|---|---|
| ≤0.08 | ≤0.4 | ≤0.03 | ≤0.03 | remainder |
| Specimen Orientation | Rp0.2 (MPa) | Rm (MPa) | K (MPa) | n | r |
|---|---|---|---|---|---|
| 0° | 172 | 306 | 513 | 0.17 | 1.49 |
| 45° | 179 | 319 | 502 | 0.19 | 1.32 |
| 90° | 184 | 210 | 524 | 0.20 | 1.58 |
| Sa (μm) | Sq (μm) | Sv (μm) | Sz (μm) | St (μm) | Sp (μm) |
|---|---|---|---|---|---|
| 1.46 | 1.72 | 5.89 | 12.42 | 11.39 | 8.87 |
| Model No. | Element Size, mm | Number of Elements | Number of Nodes | Tensile Front Force, N at Specimen Elongation | Computation Time, s | ||
|---|---|---|---|---|---|---|---|
| 5% | 10% | 15% | |||||
| N1 | 1 × 1 × 1 | 1380 | 3058 | 2709 | 2979 | 3096 | 220 |
| N2 | 0.5 × 0.5 × 0.5 | 11,040 | 17,451 | 2697 | 2976 | 3089 | 2008 |
| N3 | 0.25 × 0.25 × 0.25 | 88,320 | 113,365 | 2695 | 2976 | 3086 | 24,547 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trzepiecinski, T.; Lemu, H.G. Effect of Lubrication on Friction in Bending under Tension Test-Experimental and Numerical Approach. Metals 2020, 10, 544. https://doi.org/10.3390/met10040544
Trzepiecinski T, Lemu HG. Effect of Lubrication on Friction in Bending under Tension Test-Experimental and Numerical Approach. Metals. 2020; 10(4):544. https://doi.org/10.3390/met10040544
Chicago/Turabian StyleTrzepiecinski, Tomasz, and Hirpa G. Lemu. 2020. "Effect of Lubrication on Friction in Bending under Tension Test-Experimental and Numerical Approach" Metals 10, no. 4: 544. https://doi.org/10.3390/met10040544