On the Surface Quality of CFRTP/Steel Hybrid Structures Machined by AWJM

 ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Abrasive Water Jet Machining (AWJM)
2.3. Surface Quality Evaluation
3. Results and Discussion
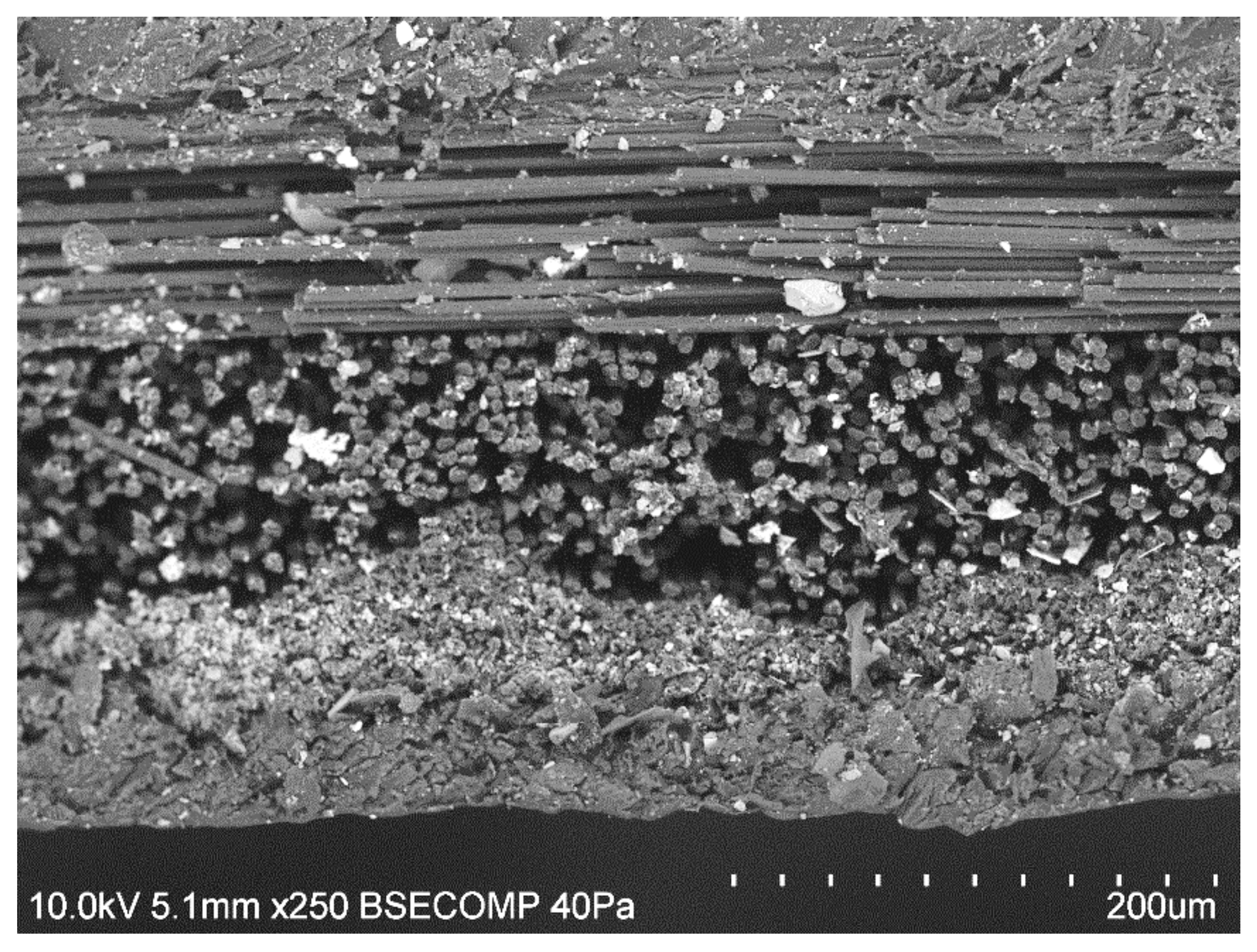
3.1. CFRTP/Steel
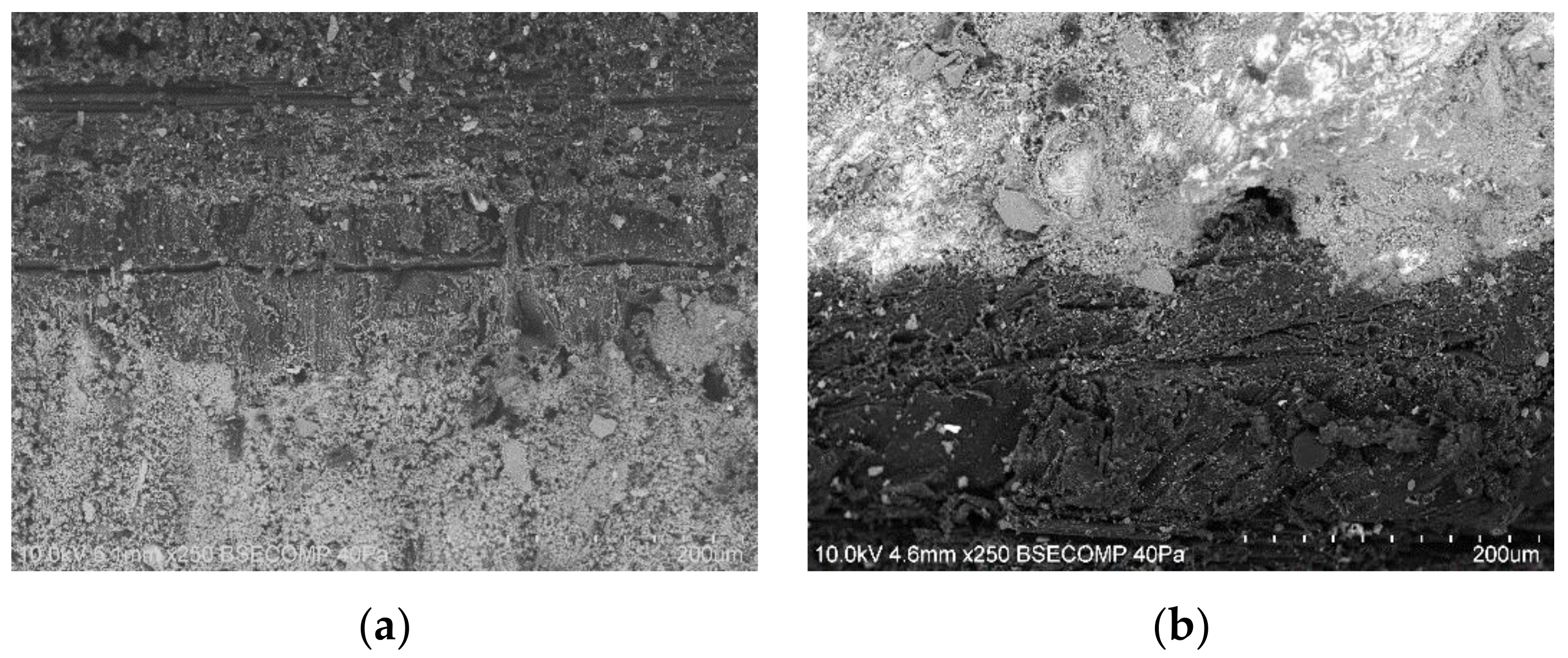
3.2. Steel/CFRTP
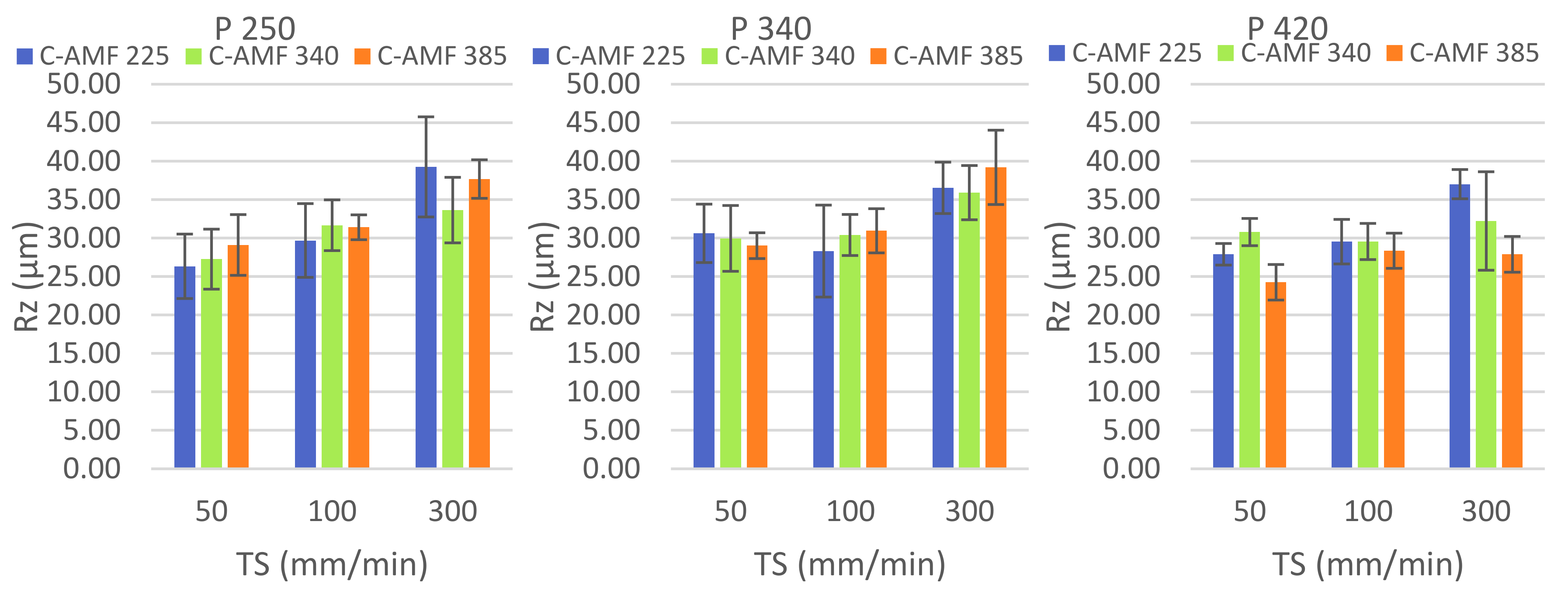
3.3. Statistical Analysis and Contour Diagrams
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Glossary of Terms
| CFRTP | Carbon fiber-reinforced thermoplastics |
| IDR | Initial damage region |
| SCR | Smooth cutting region |
| RCR | Rough cutting region |
| ANOVA | Analysis of variance |
| P | Hydraulic pressure |
| AMF | Abrasive mass flow |
| TS | Traverse speed |
| AWJM | Abrasive water jet machining |
| TPU | Thermoplastic polyurethane |
References
- Goto, K.; Imai, K.; Arai, M.; Ishikawa, T. Shear and tensile joint strengths of carbon fiber-reinforced thermoplastics using ultrasonic welding. Compos. Part A Appl. Sci. Manuf. 2019, 116, 126–137. [Google Scholar] [CrossRef]
- Ishikawa, T.; Amaoka, K.; Masubuchi, Y.; Yamamoto, T.; Yamanaka, A.; Arai, M.; Takahashi, J. Overview of automotive structural composites technology developments in Japan. Compos. Sci. Technol. 2018, 155, 221–246. [Google Scholar] [CrossRef]
- Christmann, M.; Medina, L.; Mitschang, P. Effect of inhomogeneous temperature distribution on the impregnation process of the continuous compression molding technology. J. Thermoplast. Compos. Mater. 2017, 30, 1285–1302. [Google Scholar] [CrossRef]
- Biron, M. Outline of the actual situation of plastics compared to conventional materials. In Thermoplastics and Thermoplastic Composites; William Andrew: Norwich, NY, USA, 2018; Volume i, pp. 1–32. ISBN 9780081025017. [Google Scholar]
- Bu, H.; Li, Y.; Yang, H.; Wang, L.; Zhan, X. Investigation of laser joining process of CFRTP and aluminum alloy. Mater. Manuf. Process. 2020, 1–8. [Google Scholar] [CrossRef]
- Haider, D.R.; Krahl, M.; Liebsch, A.; Kupfer, R.; Haider, D.R.; Krahl, M.; Koshukow, W.; Wolf, M.; Liebsch, A.; Kupfer, R.; et al. Adhesion Studies of Thermoplastic Fibre-Plastic Composite Hybrid Components Part 2: Thermoplastic-Metal-Composites. In Proceedings of the Hybrid Materials and Structures 2018, Bremen, Germany, 18–19 April 2018. [Google Scholar]
- Sheng, L.; Jiao, J.; Du, B.; Wang, F.; Wang, Q. Influence of Processing Parameters on Laser Direct Joining of CFRTP and Stainless Steel. Adv. Mater. Sci. Eng. 2018, 2018, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Sheng, L.Y.; Wang, F.Y.; Wang, Q.; Jiao, J.K. Shear Strength Optimization of Laser-Joined Polyphenylene Sulfide-Based CFRTP and Stainless Steel. Strength Mater. 2018, 50, 824–831. [Google Scholar] [CrossRef]
- Jiao, J.; Xu, Z.; Wang, Q.; Sheng, L.; Zhang, W. CFRTP and stainless steel laser joining: Thermal defects analysis and joining parameters optimization. Opt. Laser Technol. 2018, 103, 170–176. [Google Scholar] [CrossRef]
- Mamalis, D.; Obande, W.; Koutsos, V.; Blackford, J.R.; Ó Brádaigh, C.M.; Ray, D. Novel thermoplastic fibre-metal laminates manufactured by vacuum resin infusion: The effect of surface treatments on interfacial bonding. Mater. Des. 2019, 162, 331–344. [Google Scholar] [CrossRef]
- Tanaka, K.; Yamashiro, T.; Katayama, T. Internal Damage Evaluation of Cfrtp Cut By a Circular Saw. Mater. Contact Charact. 2017, 116, 345–351. [Google Scholar]
- Masek, P.; Zeman, P.; Kolar, P. Development of a Cutting Tool for Composites With Thermoplastic Matrix. Sci. J. 2013, 423–427. [Google Scholar] [CrossRef]
- Kakinuma, Y.; Ishida, T.; Koike, R.; Klemme, H.; Denkena, B.; Aoyama, T. Ultrafast Feed Drilling of Carbon Fiber-Reinforced Thermoplastics. Procedia CIRP 2015, 35, 91–95. [Google Scholar] [CrossRef] [Green Version]
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Bañon, F.; Sambruno, A.; Batista, M.; Simonet, B.; Salguero, J. Study of the surface quality of carbon fiber–reinforced thermoplastic matrix composite (CFRTP) machined by abrasive water jet (AWJM). Int. J. Adv. Manuf. Technol. 2020, 107, 3299–3313. [Google Scholar] [CrossRef]
- Ramulu, M.; Pahuja, R.; Hashish, M.; Isvilonanda, V. Abrasive Waterjet Machining Effects on Kerf Quality in Thin Fiber Metal Laminate. In Proceedings of the WJTA-IMCA Conference and Expo, New Orleans, LA, USA, 2–4 November.
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R.; El-Hofy, H. Abrasive Water Jet Machining of Multidirectional CFRP Laminates. Procedia CIRP 2018, 68, 535–540. [Google Scholar] [CrossRef]
- Perec, A. Environmental aspects of abrasive water jet cutting. Rocz. Ochr. Sr. 2018, 20, 258–274. [Google Scholar]
- Pahuja, R.; Ramulu, M. Abrasive water jet machining of Titanium (Ti6Al4V)–CFRP stacks – A semi-analytical modeling approach in the prediction of kerf geometry. J. Manuf. Process. 2019, 39, 327–337. [Google Scholar] [CrossRef]
- Pahuja, R.; Ramulu, M.; Hashish, M. Abrasive Water jet machining (AWJ) of hybrid Titanium/Graphite composite laminate: Preliminary results. In Proceedings of the 22nd International Conference on Water Jetting, Haarlem, The Netherlands, 3–5 September 2014; pp. 83–95. [Google Scholar]
- Pahuja, R.; Ramulu, M.; Hashish, M. Abrasive waterjet profile cutting of thick Titanium/Graphite fiber metal laminate. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2016; pp. 1–11. [Google Scholar]
- Li, M.; Huang, M.; Chen, Y.; Gong, P.; Yang, X. Effects of processing parameters on kerf characteristics and surface integrity following abrasive waterjet slotting of Ti6Al4V / CFRP stacks. J. Manuf. Process. 2019, 42, 82–95. [Google Scholar] [CrossRef]
- Alberdi, A.; Artaza, T.; Suárez, A.; Rivero, A.; Girot, F. An experimental study on abrasive waterjet cutting of CFRP/Ti6Al4V stacks for drilling operations. Int. J. Adv. Manuf. Technol. 2016, 86, 691–704. [Google Scholar] [CrossRef] [Green Version]
- Sambruno, A.; Bañon, F.; Salguero, J.; Simonet, B.; Batista, M. Kerf Taper Defect Minimization Based on Abrasive Waterjet Machining of Low Thickness Thermoplastic Carbon Fiber Composites C/TPU. Materials 2019, 12, 4192. [Google Scholar] [CrossRef] [Green Version]
- Dumbhare, P.A.; Dubey, S.; Deshpande, Y.V.; Andhare, A.B.; Barve, P.S. Modelling and multi-objective optimization of surface roughness and kerf taper angle in abrasive water jet machining of steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 259. [Google Scholar] [CrossRef]
- Ruiz-Garcia, R.; Mayuet Ares, P.; Vazquez-Martinez, J.; Salguero Gómez, J. Influence of Abrasive Waterjet Parameters on the Cutting and Drilling of CFRP/UNS A97075 and UNS A97075/CFRP Stacks. Materials 2018, 12, 107. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bañon, F.; Sambruno, A.; Ruiz-Garcia, R.; Salguero, J.; Mayuet, P.F. Study of the influence of cutting parameters on surface quality in AWJM machining of thermoplastic matrix composites. Procedia Manuf. 2019, 41, 233–240. [Google Scholar] [CrossRef]
- Mayuet Ares, P.F.; Rodríguez-Parada, L.; Gómez-Parra, A.; Batista, M. Characterization and Defect Analysis of Machined Regions in Al-SiC Metal Matrix Composites Using an Abrasive Water Jet Machining Process. Appl. Sci. 2020, 10, 1512. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Ji, L.; Wu, Y.; Chen, M.; Zhou, W. Exploring a new method to obtain the 3D abrasive water jet profile. Int. J. Adv. Manuf. Technol. 2020, 4797–4809. [Google Scholar] [CrossRef]
- Pahuja, R.; Ramulu, M.; Hashish, M. Surface quality and kerf width prediction in abrasive water jet machining of metal-composite stacks. Compos. Part B Eng. 2019, 175, 107134. [Google Scholar] [CrossRef]
- Chithirai, M.; Selvan, P.; Mohana, N.; Raju, S. Assessment of Process Parameters in Abrasive Waterjet Cutting of Stainless Steel. Int. J. Adv. Eng. Technol. 2011, 1, 34. [Google Scholar]
- Bañon, F.; Sambruno, A.; Batista, M.; Simonet, B.; Salguero, J. Surface Quality and Free Energy Evaluation of s275 Steel by Shot Blasting, Abrasive Water Jet Texturing and Laser Surface Texturing. Metals 2020, 10, 290. [Google Scholar]
- Mathia, T.G.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Masek, P.; Kolar, P.; Zeman, P. Optimization of trimming operations for machining carbon fibre reinforced thermoplastic composite. In Proceedings of the International Conference on Advanced Manufacturing Engineering and Technologies (NEWTECH 2013), Stockholm, Sweden, 27–30 October 2013; Available online: https://www.researchgate.net/publication/272576514_Optimization_of_trimming_operations_for_machining_carbon_fibre_reinforced_thermoplastic_composite (accessed on 23 June 2020).
- Mayuet Ares, P.F.; Girot Mata, F.; Batista Ponce, M.; Salguero Gñmez, J. Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM. Materials 2019, 12, 4055. [Google Scholar] [CrossRef] [Green Version]
- Pahuja, R.; Ramulu, M. Surface quality monitoring in abrasive water jet machining of Ti6Al4V–CFRP stacks through wavelet packet analysis of acoustic emission signals. Int. J. Adv. Manuf. Technol. 2019. Available online: https://www.researchgate.net/publication/334756766_Surface_quality_monitoring_in_abrasive_water_jet_machining_of_Ti6Al4V-CFRP_stacks_through_wavelet_packet_analysis_of_acoustic_emission_signals (accessed on 23 June 2020).
- Kumar, S.; Laxminarayana, P. Optimization of Process Parameters on Kerf Width & Taper Angle on En-8 Carbon Steel by Abrasive Water Jet Machining. Available online: https://www.researchgate.net/publication/332171967_Optimization_of_Process_Parameters_on_Kerf_Width_Taper_Angle_on_En-8_Carbon_Steel_by_Abrasive_Water_Jet_Machining (accessed on 23 June 2020).
- Chithirai, M.; Selvan, P.; Mohana, N.; Raju, S. A Machinability Study of Kevlar-Phenolic Composites Using Abrasive Waterjet Cutting Process. CLEAR IJRET 2012, 1, 46–57. Available online: https://www.semanticscholar.org/paper/A-Machinability-Study-of-Kevlar-Phenolic-Composites-Selvan-Raju/18f1f090fd279616eb814562f177db664b5461ca (accessed on 23 June 2020).
- Köhler, T.; Röding, T.; Gries, T.; Seide, G. An Overview of Impregnation Methods for Carbon Fibre Reinforced Thermoplastics. Key Eng. Mater. 2017, 742, 473–481. [Google Scholar] [CrossRef] [Green Version]
- Rao, M.S. Parametric Optimization of Abrasive Waterjet Machining for Mild Steel: Taguchi Approach. Int. J. Curr. Eng. Technol. 2014, 2, 28–30. [Google Scholar] [CrossRef] [Green Version]
- Murugabaaji, V.; Kannan, A.; Nagarajan, N. Experimental Investigation on Abrasive Waterjet Machining of Stainless Steel 304. 2015. Available online: https://www.researchgate.net/publication/330577552_Experimental_Investigation_on_Abrasive_Waterjet_Machining_of_Stainless_Steel_304 (accessed on 23 June 2020).

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Compression Strength (MPa) | ILSS (MPa) |
|---|---|---|---|---|---|
| 749 | 27.8 | 640 | 8.4 | 136 | 9.8 |
| %C | %Fe | %Mn | %P | %S | %Si | Yield Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 0.25 | 98.01 | 1.60 | 0.04 | 0.05 | 0.05 | 275 | 450 |
| Hydraulic Pressure—P (MPa) | Abrasive Mass Flow—AMF (g/min) | Traverse Speed—TS (mm/min) |
|---|---|---|
| 250, 340, 420 | 225, 340, 385 | 50, 100, 300 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bañon, F.; Simonet, B.; Sambruno, A.; Batista, M.; Salguero, J. On the Surface Quality of CFRTP/Steel Hybrid Structures Machined by AWJM. Metals 2020, 10, 983. https://doi.org/10.3390/met10070983
Bañon F, Simonet B, Sambruno A, Batista M, Salguero J. On the Surface Quality of CFRTP/Steel Hybrid Structures Machined by AWJM. Metals. 2020; 10(7):983. https://doi.org/10.3390/met10070983
Chicago/Turabian StyleBañon, Fermin, Bartolome Simonet, Alejandro Sambruno, Moises Batista, and Jorge Salguero. 2020. "On the Surface Quality of CFRTP/Steel Hybrid Structures Machined by AWJM" Metals 10, no. 7: 983. https://doi.org/10.3390/met10070983