Catalytic Reforming
Catalytic Reforming
Download as doc, pdf, or txt
At a glance
Powered by AI
The key takeaways are that catalytic reforming is a process used to convert low octane petroleum products into high octane gasoline components by rearranging hydrocarbon molecules. It was first commercialized by UOP in 1949 and involves breaking carbon-carbon bonds to form more complex molecules with higher octane values.
Some of the major catalytic reforming processes developed include Rheniforming by Chevron, Powerforming by Esso (ExxonMobil), Magnaforming by Englehard and Atlantic Richfield, Ultraforming by Standard Oil of Indiana (BP), Houdriforming by Houdry Process Corporation, and CCR Platforming and Octanizing.
Typical naphtha feedstocks for catalytic reforming are mixtures of hydrocarbon compounds with an initial boiling point of around 35°C and a final boiling point of around 200°C, containing paraffinic, naphthenic, and aromatic hydrocarbons ranging from C4 to over C10.
You might also like
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- Uop Par-Isom Process: Nelson A. CusherDocument6 pagesUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- Nipcib 000036Document273 pagesNipcib 000036AlfoFS0% (1)
- Catalytic Reforming PDFDocument7 pagesCatalytic Reforming PDFVu100% (1)
- BTX ProductionDocument40 pagesBTX Productionejaz khanNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Lecture 6Document41 pagesLecture 6Pragati GhumadeNo ratings yet
- Platfroming of Naphtha ProjectDocument150 pagesPlatfroming of Naphtha ProjectNoman Aslam100% (1)
- Coke FormationDocument10 pagesCoke Formationghasem_726990287No ratings yet
- Catalytic Reforming ProcessDocument28 pagesCatalytic Reforming ProcessSiddesh PatilNo ratings yet
- Refinery 3Document53 pagesRefinery 3Patel AshokNo ratings yet
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDocument18 pagesCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21No ratings yet
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDocument4 pagesRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungNo ratings yet
- Isomerization Process: Basudha Maurya Department of Chemical Engineering MNNIT, AllahabadDocument18 pagesIsomerization Process: Basudha Maurya Department of Chemical Engineering MNNIT, Allahabadduyhieu1122No ratings yet
- Igniting Minds Energizing Lives Haldia Refinery Presentation On LobsDocument96 pagesIgniting Minds Energizing Lives Haldia Refinery Presentation On Lobschirag jainNo ratings yet
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (2)
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- Aromatics PDFDocument24 pagesAromatics PDFGerardo RiosNo ratings yet
- Simulation of Fluid Catalytic CrackerDocument62 pagesSimulation of Fluid Catalytic CrackerAhmed Ali100% (1)
- ASTM Distillation Curve Dr. Khalid FarhodDocument13 pagesASTM Distillation Curve Dr. Khalid Farhod0ladybug0No ratings yet
- Catalytic ReformingDocument129 pagesCatalytic ReformingAhmed Salah Gasim100% (5)
- Isomerization UnitDocument2 pagesIsomerization UnitNavin Ramjattan100% (1)
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Gas ConDocument19 pagesGas ConDeepesh AggarwalNo ratings yet
- Hydroprocessing Catalyst EvaluationDocument15 pagesHydroprocessing Catalyst EvaluationKashifNo ratings yet
- Isomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Document22 pagesIsomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Ritikranjan YadavNo ratings yet
- On Line Class ON Safety in Petrochemical IndustryDocument57 pagesOn Line Class ON Safety in Petrochemical IndustryMayank KoparkarNo ratings yet
- Refinery Integration CAAFI PNNLDocument61 pagesRefinery Integration CAAFI PNNLcjtrybiec100% (1)
- Catalytic ReformingDocument4 pagesCatalytic ReformingZeyad ZeitounNo ratings yet
- 002 Lecture OverView Refinery Lecture B W 002Document87 pages002 Lecture OverView Refinery Lecture B W 002Hassan ShahidNo ratings yet
- Catalytic Reforming - 2Document31 pagesCatalytic Reforming - 2adityarajchikkalaNo ratings yet
- Developing Correlations For The Properties of Petroleum Fuels and Their FractionsDocument13 pagesDeveloping Correlations For The Properties of Petroleum Fuels and Their Fractionsmurdanetap957No ratings yet
- Troubleshooting Catalyst Losses in The FCC Unit Kou BASF FCCU Galveston 2016Document31 pagesTroubleshooting Catalyst Losses in The FCC Unit Kou BASF FCCU Galveston 2016GOPALJI SINGHNo ratings yet
- Design A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaDocument9 pagesDesign A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaBakhtyar AhmedNo ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- Hydrotreating ProcessDocument186 pagesHydrotreating ProcessNgoVietCuongNo ratings yet
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMDocument30 pagesCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMHarish GojiyaNo ratings yet
- Introduction To Sulfuric Acid Alkylation Unit Process Design - Feb - 2008Document31 pagesIntroduction To Sulfuric Acid Alkylation Unit Process Design - Feb - 2008Guido BruscaNo ratings yet
- Troubleshooting FCC Circulation ProblemsDocument6 pagesTroubleshooting FCC Circulation ProblemsLefter RinaldoNo ratings yet
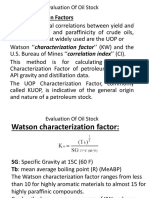
- Characterization Factors: Evaluation of Oil StockDocument65 pagesCharacterization Factors: Evaluation of Oil StockHasan AsifNo ratings yet
- OperationDocument11 pagesOperationmahboobiqbal09No ratings yet
- MTBEDocument34 pagesMTBEphantanthanh67% (3)
- HR VDU ProcessDocument34 pagesHR VDU Processneo_868686100% (1)
- Gasoline PropertiesDocument6 pagesGasoline PropertiesbahadorNo ratings yet
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- Ethylene Production PDFDocument28 pagesEthylene Production PDFMariam AsgharNo ratings yet
- A Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fDocument65 pagesA Successful Approach To Improve Energy Utilization in Ethylene Units - 2007 - 91fMahsa100% (1)
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Presentation On Delayed Coking Technology) BIRENDRA - KUMARDocument50 pagesPresentation On Delayed Coking Technology) BIRENDRA - KUMARDavid Romero100% (1)
- Catalytic Reforming TechnologyDocument121 pagesCatalytic Reforming TechnologyAhmad Daood100% (5)
- Alkylation Unit MonitoringDocument59 pagesAlkylation Unit MonitoringqjjonesNo ratings yet
- Performance Analysis of Shell and Tube Heat ExchangersDocument5 pagesPerformance Analysis of Shell and Tube Heat ExchangersMichał KisielewskiNo ratings yet
- New Approach To Optimizing Fired Heaters: Ashutosh Garg, Furnace ImprovementsDocument39 pagesNew Approach To Optimizing Fired Heaters: Ashutosh Garg, Furnace Improvementsrussell_mahmoodNo ratings yet
- Modeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985Document12 pagesModeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985sergioln001No ratings yet
- Boling Point CurvesDocument28 pagesBoling Point CurvesMuhammad MohtashimNo ratings yet
- Hydro CrackingDocument25 pagesHydro CrackingBharat KumarNo ratings yet
- Packinox Catalytic ReformingDocument2 pagesPackinox Catalytic Reformingzohaib_farooqNo ratings yet
- Essential Practices for Managing Chemical Reactivity HazardsFrom EverandEssential Practices for Managing Chemical Reactivity HazardsNo ratings yet
- Catalytic ReformingDocument7 pagesCatalytic ReformingElena Raluca DraguNo ratings yet
- Catalytic Reforming - Wikipedia, The Free EncyclopediaDocument6 pagesCatalytic Reforming - Wikipedia, The Free EncyclopediavikasbadhanNo ratings yet
- Catalytic Reforming: 2 ChemistryDocument6 pagesCatalytic Reforming: 2 ChemistrySaddamNo ratings yet
- High Pressure Grinding Rolls As An Alternative For Comminution CircuitsDocument7 pagesHigh Pressure Grinding Rolls As An Alternative For Comminution CircuitsJosé Helí Vallejos CoronadoNo ratings yet
- Petroleum Origin NeerajDocument8 pagesPetroleum Origin NeerajNeeraj BhusariNo ratings yet
- LITL Annual Report 2016 17Document250 pagesLITL Annual Report 2016 17MOORTHY.KENo ratings yet
- Photovoltaic Plant and BESS IntegrationDocument109 pagesPhotovoltaic Plant and BESS IntegrationHaoyi Chai100% (1)
- Phy 311 Question Bank 2023Document3 pagesPhy 311 Question Bank 2023williamscoaplandNo ratings yet
- Numerical Investigation of The Thermal Performance of A Radiant Ceiling Cooling Panel With Segmented Concave SurfacesDocument17 pagesNumerical Investigation of The Thermal Performance of A Radiant Ceiling Cooling Panel With Segmented Concave Surfaceschenxin.cx227No ratings yet
- Aerodynamic CirculationDocument6 pagesAerodynamic CirculationChegrani AhmedNo ratings yet
- Miniguide - The Carbon Border Adjustment Mechanism (CBAM)Document4 pagesMiniguide - The Carbon Border Adjustment Mechanism (CBAM)ccelesteNo ratings yet
- OPTIS WhitePaper 1008 Solar CPCDocument10 pagesOPTIS WhitePaper 1008 Solar CPCSaúl L Hdez TNo ratings yet
- Spe CV - FormatDocument2 pagesSpe CV - FormatAzaru deenNo ratings yet
- Lesson 3 - Energy CalculationsDocument10 pagesLesson 3 - Energy CalculationsTalha HossainNo ratings yet
- Unit2-Notes Preparations8Document14 pagesUnit2-Notes Preparations8sumabala balivadaNo ratings yet
- Ziton A50E-2 RelayDocument2 pagesZiton A50E-2 RelayDavid LeowNo ratings yet
- Cavity Meas ByrdDocument15 pagesCavity Meas ByrdGoji SabaNo ratings yet
- Ch17 Young Freedman2Document14 pagesCh17 Young Freedman2Andrew MerrillNo ratings yet
- An Improved Droop Control Method For DC Microgrids Based On Low Bandwidth Communication With DC Bus Voltage Restoration and Enhanced Current Sharing AccuracyDocument13 pagesAn Improved Droop Control Method For DC Microgrids Based On Low Bandwidth Communication With DC Bus Voltage Restoration and Enhanced Current Sharing AccuracyMashood NasirNo ratings yet
- Types of SuperchargersDocument5 pagesTypes of Superchargersravidra markapudiNo ratings yet
- Parveen Model G Bottom Bypass Blanking PlugsDocument2 pagesParveen Model G Bottom Bypass Blanking PlugsJorge Luis vargasNo ratings yet
- Thermodynamics CH 5Document32 pagesThermodynamics CH 5WILYNo ratings yet
- Lenze Simplabolc Electromagnetic Clutch BrakesDocument4 pagesLenze Simplabolc Electromagnetic Clutch BrakesEdwin Bustamante CabreraNo ratings yet
- 700 TBR224Document5 pages700 TBR224pfsabin19No ratings yet
- Materials 15 01621 v2Document14 pagesMaterials 15 01621 v2Ricardo GordilloNo ratings yet
- JSMUDUHS Sindh Chemistry Most Repeated MCQs by PreMed - PKDocument5 pagesJSMUDUHS Sindh Chemistry Most Repeated MCQs by PreMed - PKjawaidaliNo ratings yet
- VMC Booster Test With SolnsDocument35 pagesVMC Booster Test With Solnsamogh kumar67% (3)
- JSPL Full IT Report by Avnish JhaDocument44 pagesJSPL Full IT Report by Avnish JhaAviNo ratings yet
- Comparison of Correlations Based On API Gravity For Predicting Viscosity of Crude Oils PDFDocument7 pagesComparison of Correlations Based On API Gravity For Predicting Viscosity of Crude Oils PDFDamir986No ratings yet
- Sachin Resume OffCampusDocument1 pageSachin Resume OffCampusPrasann KatiyarNo ratings yet
- Centrifugal CompressorsDocument48 pagesCentrifugal CompressorsSyedahmedkabir IjazfazilNo ratings yet
- Bcs TheoryDocument18 pagesBcs Theoryanon_30981041No ratings yet