88%(8)88% found this document useful (8 votes)
4K viewsEngineering Physical Metallurgy by Y. Lakhtin
Engineering Physical Metallurgy by Y. Lakhtin
Uploaded by
munnaripon12a very good book on material science and metallurgy for engineering students
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF or read online from Scribd
Engineering Physical Metallurgy by Y. Lakhtin
Engineering Physical Metallurgy by Y. Lakhtin
Uploaded by
munnaripon1288%(8)88% found this document useful (8 votes)
4K views447 pagesa very good book on material science and metallurgy for engineering students
Copyright
© Attribution Non-Commercial (BY-NC)
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
a very good book on material science and metallurgy for engineering students
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF or read online from Scribd
Download as pdf
88%(8)88% found this document useful (8 votes)
4K views447 pagesEngineering Physical Metallurgy by Y. Lakhtin
Engineering Physical Metallurgy by Y. Lakhtin
Uploaded by
munnaripon12a very good book on material science and metallurgy for engineering students
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF or read online from Scribd
Download as pdf
You are on page 1of 447
arti
ngineering
hysical
Gen
ats 2 je)
ae? ee 2) E> cas
‘Mir Publishers ===" CBS Publishers & Distributor:
MOSCOW INDIA
mt Y. LAKHTIN ©
ENGINEERING
PHYSICAL
METALLURGY
Translated from the Russian
Nicholas Weinstein
Mir Publishers Moscow
aD
ons
CBS PUBLISHERS & DISTRIBUTORS
4508/1 A, 11-DARYAGANJ, NEW DELHI-110U::2
First published 1963
Second printing 1966 |
Third printing 1968 |
Fourth printing 1971
Fifth printing 1975 |
Sixth peinting 1977
Ha anesilicron soune
ISBN : 81-239-0602-1
First Indian Edition ; 1998
Copyright © 1983 by Butterworth Heinemann
This edition has been published in India by arrangement with
Butterworth Heinemann, U.K.
Ail right reserved. No part of this book may be reproduced or transmitted
in any form or by any means, electronic or mechanical, including
photocopying, recording, or any information storage and retrieval system
without permission, in writing, from the publisher.
This reprinted edition is authorized for sale in India only.
Published by S.K. Jain for CBS Publishers & Distributors,
4596/1A, 11 Darya Ganj, New Dethi - 110 002 (India).
Printed at : Asia Printograph,
Shahdaru, Delhi - 32
CONTENTS
Chapter 1. Geystal Structure of Motals .
I. Aomic Structure of Metals.
13 Grystallerapie Nolaiion ‘of’ Atomic
janes
1-4, The Structures of Actual Metal Crystals
= 1-5. Properties of Metals... .
Chapter 2. Soliditication and Metal Ingot Structure... 1. 1 es
2-1, Solldificetion of Metals. 2...
2-2, Metal Ingot Structure .......
Chapter $. Plastic Deformation and Beerttalsation In Metals... 0a.
+ 3-1. Plastic Deformation .
+ %2. Recovery and Recrystallisation ; oe
Guapter mated ee Semeving Metal Strvctare «+ +
Te ieeregiate (iacroera oe wae .
4-2, Microstructure a] een eee .
4-3. X-Ray Anal: me ae ee eee
4. Physical “tor ‘Studying AL
Chapter 5. The Mechanical Properties of Metals... . «
51. Mechanical Testing of Metals .
5-2. Tension Tests . . .
Chapter 6. Binary awe. Constitution and Equilibrium Diagrams . .. .
1. General Principies of Phase Transformations In Alloys . .
62. The Phase Rute and Equilibrium Diagrams .. 4... +
SSS 8BRextss 2 geese 286 HRB B
Contents
6-3. Equilibrium Diagram of a Binary System in Which the Compo-
nents Form a Mechanical Mixture of Crystals in the Solid State
and Are Completely Mutually Soluble in the Liquid State... .
6-4. Equilibrium Diagram of a System Whose Components Are Mu-
tually Soluble in Both the Sy quid and Solid States... .
65. Equilibrium Diagram of em in Which the Components Have
Unlimited Solubility in the Liquid State and Form Chemical
Compounds Upon Solidification... . 2... 2. ee ee
6-6. Equilibrium Diagram of a System Whose ‘Components Are Sub-
ject to Allotropic Transformations .. 2. .....2 20+ e
6-7. Diagrams of Ternary Systems... .....0000005 5
Chapter 7. The Iron-Carbon Equilibrlum Diagram... .......
Tl Tron. ww ee See ee ee
7-2. The Iron-Carbon “Equilibrium Diagram . .
Chapter 8. Phase Transtormations in the Iron-Carbon System... . . .
#1. ree of Austenite (Transformations That Occur in n Heating
Stee! see :
82. Austenite Grain ‘Growth jn Heating 222 I
8-3. Transformation of Austenite into % arts (Isothermal Decom-
sition of Austenite). 2... ee an
&4. Transformation of Austenite™ Upon’ Continuous Cooling 2.
8-5. Martensitic Transformation in Steel... .......--
8-6. Te.apering of Steel... ee ee ee ee
B7 Swing Sk eee eee
C!-oter J, Vieat Treatment of Steel... ee ee eee
9-1, Annealing of Steel .
9.2. Normalising of Steel
$3. Hardening of Stee.
94. ring of Steel PEPPiiibiiiiiiiiii:
SF Sap bee treatment ot ‘Steel ee ee See ees
9-6. Defects Due to Heat Treatment of Steels. 2... . 0.00.
Chapter 10. Surtnce Hardening of Steel... 2... 6 eee eee
10-1, High-Frequency Induction Hardening... . wee
10-2, Hardening with Electric Contact Resistance Fiesting eee
10-3. Hardening with Electrolytic Heating . ween
10-4. Oxyacetylene Flame Hardening... .....-.. 2.206.
Chapter 11. Chemical Heat Treatment of Steel (Case-Hardening) . . . .
11-1, Physical nt le Anvolved in Chemical Heat Treatment . . .
11-2, Carburising of be ee .
11-3. Nitriding of Steel 2. 0... ee ee ee ae
1-4, Cyaniding and ee sbonttiiding “of Stel S251: nee
1-5, Dilfusion Coatings. 2... ee ee
Chopter 12. Minor Constituents and Alloying Elements in Steel... .
12-1. Effects Produced by the Minor Constituents... ......
22. Distributton of Alloying Elements in Steel . .
Btlects of the Alloying Elements on Phase Transformations in
12-4, Structural Classes ‘of Alloy Steels |
Contents
Chapter 13. Steel 2... ee ee ee
13-1. General Classification .. 306
13-2, Ordinary and Improved Carl 308
13-3. Quality Carbon Structural Steels 310
13-4. Carbon Steels for Castings . 314
13-5. Free Cutting Steels 315
13-6, Low-Alloy Construct: 316
13-7, Alloy Structural Steels 318
13-8. Tool Steels + 333
13-9. Wear-Resistant (Ai ic) Steels .
13-10, Stainless and Acid-Resistant Steel
13-11, Scale-Resistant and Heat-Resistant Steels
13-12. Magnetic Steels and Alloys
13-13, Alloys with Definite Expansion and Elasticity
Chapter 14. Cast Iron and Ita Heat Treatment
+ Wael. Grey Cast Iron. . . 369
142, Heat Treatment of Cast fron 377
14-3. Malleable Cast tron... 2... 379
Chapter 15. Copper and Its Alloys... 1 eee te ee ee ee
15-1, Copper... e
15-2. Brasses . 2 4 +e
15-3. Bronzes . . .
382
382
385.
389
Chapter 16. Nickel and Ite Alloys. 2... . eee ee ee ee ee 888
400
400
402
402
404
Chapter 17. Aluminium and Us Alloys .
17-1, Aluminium .
17-2. Classification of Aluminium * Alloys .
17-3, Non-Heat-Treatable Wrought Aluminium stable at some higher temperatures; y (gamma) at
still higher temperatures; etc.
The allotropy of iron is of especial practical importance. Iron
exists in two allotropic forms: a-iron, with a body-centred cubic
lattice, stable at temperatures up to 910°C and over 1,401°C, and
§ he coir wage EY
2 fee
“ose-pacnt H
9 Gene pari feagonad Hg
© Lam structures
6:
<5 ann
3
g, f} of .
Ss 9 4
g
83 .
g >
ge
& 2 L
g
s
gs, 1 :
TN iil
aa lcal ¥ JAs HOY Wol Vasaginlsat 21a Ce We i yyw. .
o if (5é A Tees ics] be We Retr MATE BL
=v ox sae os:
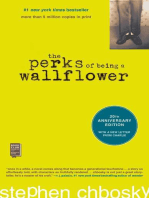
0 fo 20 30 40 7D bo 90
“30 60
Atomic number of the element
Fig. 7. Interatomic distances in crysiais
y-iron, with 4 face-centred cubic lattice, stable in the range from 910°
to 1,401°C,
There are also three allotropic modifications of manganese (@-Mn,
B-Mn, and y-Mn) with complex crystai lattices, two modifications of
cobalt (a-Co and B-Co), twa-—of tin (2-Sn and B-Sn), two~-of titanium
(a-Ti and B-Ti), two-cf zirconium (B-Zr and a@-Zr), and two—of tel-
lurium (a-Te and B-Te).
Changes in the packing density of the crystal lattice, in conver-
sion from one altotropic form to another, lead to changes in the volume
of the material as well.
For example, the packing of y-iron (C12) is 1.05 per ceat denser
than that of a-iron (C8) and its specific volume is correspondingly
18 x Crystal Structure of Metals
less. This is of great importance, as we shall see further on, in the
heat treatment of steel.
In the transformation of white tin (B-Sn) to grey tin («-Sn), the
volume increases by 26 per cent. This increase in volume hinders
the allotropic ‘transformation B-Snzta-Sn, which takes place only
on the surface of the metal. On the other hand, it causes asymmetric
stresses in the metal which results in cracking of the brittle a-Sn
and in its transformation into a grey crystallic powder (tin pest or tin
plague).
The high brittleness of a-Sn is a result of its less-closely packed cry-
stallic structure (see Fig. 4, a, typical of nonmetals.
1-3. Crystallographic Notation of Atomic Planes
The positions of atomic planes (planes passing through atoms)
in crystal space lattices are determined by indices (A, & & which
are three whole rational values, reciprocals of the intercepts. The
Shoot
c
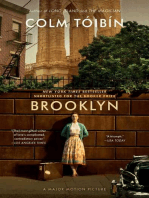
Fig. 8. Atomic planes in a body-
centred cubic lattice:
amcubic plane (100), b—actahedsal
oom hedrat
v ri plane wie vs diamand) dodeca edral
Intercepts of a given plane are the distances from the origin of the
cuordinate axes at which the plane intersects each axis.
The units of length along these axes are equal to the lengths of
the edges of the unit cell. |
As a first example in designating such planes we may establish
the indices of the planes in a cube. It is evident from Fig. 8 that
The Structures of Actual Metal Crystals 19
each plane of a cube intersects only one axis and the intercepts will
equal (1, 00, cv), (00, 1, 00), and (00, oo, 1}.* The reciprocals of the
intercepts will respectively equal 1, 0, 0; 0, 1, 0; and 0, 0, 1. The
indices of planes are usually enclosed in parentheses and are not
separated by commas, as (100), (010), and (001).
In addition to the planes of the cube (Fig. 8, a), a cubic lattice
has octahedral planes (111) (Fig. 8,8) and diamond dodecahedral
planes (110) (Fig. 8, c).
It should be understood that the indices refer not only to one plane,
but to whole sets of parallel planes.
It is not difficult to see that the density in the arrangement of
atoms may vary in different planes. In a body-centred cubic lattice,
for example, the plane (100) has but one atom ("/,x4). The diamond
dodecahedral piane (110) of the same lattice has two atoms; one from
the atoms at the corners (#/,X 4) and one in the centre of the cube. The
plane with most closely packed atoms of a face-centred cubic lattice
will be the octahedral plane (111); in a body-centred cubic lattice. it
will be plane (110).
1-4. The Structures of Actual Metal Crystals
Wide application of the electron microscope and X-ray analysis
for investigations of the metal structure made it possible to establish
the fact that no actual single crystal (i.e., monocrystal) or even any
grain of a polycrystailine metal has a perfectly regular arrangement of
atoms throughout its volume.
Each actual crystal consists of separate blocks, often called blocks
of mosaic structure, from several microns to hundredths of a micron
in size, each tipped slightly out of alignment, through an angle of
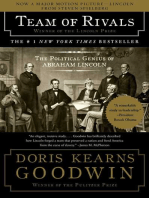
several minutes, with its neighbours. A diagram illustrating mosaic
structure is given in Fig. 9, a while Fig. 9, 6 shows a real stiucture as.
observed with the aid of an electron microscope. The reasens for the
occurrence of mosaic structures have not yet been completely expla
are undoubtedly associated with a special type of cutis
Chapter 2). A study of mosaic fbiock} siructure ls of great
importatice since the size of the blocks considerabiy aifects the proper-
ties of the metal.
Unde: ordinary conditions, a metal consists of a great number
ot randarty oriented grains (crystallit: usually sf is egular form
(see Fig. 16). On the boundariss of the graine, the atoms Fave a much
less regular arrangement than in the giain body, due in the influence
of atomic iorce fields in the neighbouring grains ( . It should be
Noied also that in engineering metals, all sorts of immvurites are con-
* A plane parailel to an axis docs net intersect it at atl and the iniccrept is bis
ted as 0; i, e, if is infintiely great.
*
2 Crystal Structure of Metals
centrated on the grain boundaries and they increase misorientation in
atomic arrangement.
A certain degree of misorientation (or distortion) probably exists
on the boundaries of mosaic blocks as well, The atoms in the boun-
Fig. 9. Mosaic structure:
a—schematle diagram, b--syucture of aluminium, x 700
dary layers will possess higher energy due to distorted packing (Fig. 10).
In exactly the same manner, atoms located on the surface of the cry-
stal possess increased energy due to uncompensated forces of atomic
interaction.
érain I _feutidary bayer Greindy
9696698650 9,
990568
e999
Soeoee
8990600
60686
eoooes
PPPP ED
roblay
1 alata
Fig. 10. Model illustrating atomic arrangement in the boundary layer between two
crystals and the variation in the potential energy of the atoms (affer K. P, Bunin)
This surplus energy, known as surface energy, is of prime impot-
tance in phase transformations of metals and alloys.
It is incorrect to consider each atom as being firmly bound to a de-
finite point in the crystal lattice. Diffusion takes place in crystallic
bodies, including self-diffusion, i.e., the rearrangement of atoms of
The Structures of Actual Metal Crystals a
a single material within its crystal lattice. The process of diffusion in
a crystallic body is explained by the fact that certain atoms, whose
kinetic energy substantially exceeds the average value due to the
effect of thermal vibrations, may leave their regular positions at the
points of the crystal lattice (Fig. 11, a) and jump into an interstitial
position. An atom which has left its lattice site is said to be dislo-
cated. This movement from a lattice point to an_ interstitial
position will create a vacant lattice point (or vacancy) which may be
occupied by any other atom (Fig. 11, 6).
Migration of atoms
Interstitial atom tothe surrace — cattice vacaney
tdistocated}
Fig. 11. Diagrams illustrating point imperfections of a crystal (a and 6) and
diffusive migration of atoms (holes) (b)
The higher the temperature, the more dislocated atoms and va-
cancies there will be. However, even at temperatures approachin
the melting point their number will not exceed 2 per cent of the total
amount.
Atoms surrounding a dislocated atom are naturally spread apart
somewhat, since the diameter of an atom is always larger than the
interstitial spaces. Atoms surrounding a vacant lattice point, on
the other hand, are located somewhat closer.
Vacant lattice points in a crystal do not remain stationary. A va-
cancy may migrate in the process of thermal vibrations since, sooner
or later, one of the atoms surrounding the vacancy will jump into it
(for example / in Fig. 11,6). This frees another lattice point which will
be taken up by 2, etc. Thus, the vacancy continuously migrates in the
crystal,
"Movement of atoms to interstitial spaces, formation of vacancies
and their migration, and distortion of the lattice around dislocated
2 Crystal Structure of Metals _
atoms and vacancies are reasons for departures from geometrically
perfect structures of crystals.
Distortions of the crystal lattice may also occur as a result of the in-
corporation of foreign atoms of the impurities which, as a rule, are
present in even the “purest” metal.
For example, monocrystals of germanium can now be obtained with
a purity of 99.99999999 per cent (one atom of an impurity per ten bil-
lion atoms), but even in this case one gram-atom of germanium will
contain 10'* foreign atoms. The lattice around the impurities is dis-
torted (Fig. 11, a); its structure is impaired and, consequently, higher
energy is peculiar to the atoms as a whole in the parts of the lattice
surrounding foreign atoms.
So-called dislocations can also be formed in the crystal. These
likewise impair the regularity of the crystal lattice.
Fig. 12. Regions of positive (|) and negative (J) dislocations
Shown in Fig. 12 are so-called edge dislocations. An edge disloca-
tion is 8 localised distortion of the crystal lattice due to the presence
cla an extra?’ atomic plane (PQ or P’ @’), perpendicular to the plane of
rawing.
This extra plane (see Fig. 12, 6) may be either above (PQ) or below
(P’ Q’) the slip plane (shown by the dash line AC). In the former
case, the dislocation (PQ) is said to be positive and is denoted by the
symbol 1; in the latter case, it (P’ Q’) is said to be negative and is
denoted by the symbol T. -
The edge of an extra plane is a line of the edge dislocation whose
I may Teach many thousands of interatomic distances. The cry-
stal lattice is severely distorted in a region extending over several ato-
mle distances from a dislocation. Distortion rapidly disappears beyond
Dislocations have been observed directly by means. of an electron
microscope. -
Dislocations are formed in the process of solidification of metals
and mainly in their deformation.
Pi Metals 23
: The dislocation density * in a metal prior to deformation ranges
from 10‘ to 10* per cm~*; after deformation it may reach 107* per cm=*.
New dislocations occur in the Pipers of plastic deformation. In
this case, the increased number of dislocations is created by the so-
calied Frank-Read sources (or Frank-Read dislocation generators).
Adescription of this mechanism may be found in special literature **
and is not within the scope of this book.
1-5. Properties of Metals
Certain typical properties characterise metals. These properties are
associated with the internal structure of metal Is.
The first scientific definition of the word “metal”, formulated by
the great Russian scientist, Mikhail Vasilyevich Lomonosov—“A metal
is a bright solid that can be forged"—still holds true in our times.
Metallic lustre and the ability for plastic deformation are, in fact,
characteristic features of metais. The most important feature, however,
of typical metals is their high etectrical conductivity of the electron
type, which decreases as the temperature is raised.
Many properties of metal crystals (physical, mechanical, and others)
often depend on the direction along which they are measured. All
crystals are anisotropic, as differing from isotropic amorphous solids
Glos, plastics, and others which display the same properties in every
plane and every direction). For example, the modulus of elasticity of a
monocrystal of zinc has a value of 3,560 kg per sq mm in a direction
parallel with its main axis and a value of 12,630 kg/sq mm in a per-
pendicular direction. In the same manner, the thermal coefficient of
-fineer expansion (a=7x$}) varies from 68.9x10-* to 14.1%
x10-* mm/mm-degree C.
” Properties of a monocrystal are based on the different arr: ents
of the stoms in various directions. The arrangement of the atoms of
an amorphous solid is more or less equally irregular in all directions
and, therefore, the properties do not have a directional nature.
* The dislocation density is e=% om-%, where Zi Is the total length of
the dislocations in the crystal, in cm; V is the volume of the crystal, in cm*.
ba At the present time, the theory ot dislocations is being satensively used to
er) in phenomena occurri in metal in particular, success-
f ly used in the study of the cesses of diffusion, plastic deformation, mechanical
eae {oaei crow ete. A detailed
ifter cold heat resistance,
jon. of the theory of ate ie eens following special tre-
tons and
Sie We T. Read, Jes Dislocations in McGraw-Hill Book Company, Inc.
New York, 1963; A. H. Cottrell, Disloca Plastic Flow in Crystals, Oxtord
University Press, New York, 1963; and A. J. Forty, “Direct Observations of Dis-
locations in 1”, Advances in Physics (A quarterly supplement of the Philo
*sophical Mi » Jan. 8, 1064, No. 9}.
4 Crystal Structure of Metals
Since actual or engineering metals are solids consisting of a great
number of crystals (i.e., polycrystalline solids) with anisotropic pro-
perties, the question naturally arises as to whether the metal as a whole
is anisotropic in respect to its properties.
In cases where the crystallites have the same orientation, the poly-
crystalline solid they compose will also be anisotropic. If the crystal-
lites are differently oriented relative to each other, the summary prop-
erties of all the crystals will be approximately the same in all direc-
tions. This apparent isotropy will be retained only until the crystals
are reoriented along a single direction by some technological process,
for example, considerable cold working. After this, the metal will
again be anisotropic.
Chapter 2 :
SOLIDIFICATION AND METAL INGOT
STRUCTURE
2-1. Solidification of Metals
Transformation of a metal from the liquid to the solid state proceeds
due to the conversion of matter to a more stable thermodynamic con-
dition with less free energy F. If the transformation is accompanied
by only a small change in volume, then *
F=H-TS
in which H is the total energy (enthalpy) of the system,
T is the absolute temperature, and
S is the entropy.
At a given temperature, the total energy content (H) of a system
can be considered to be composed of two portions: the free energy F
and the bound energy TS. Both free and bound energy may occur
simultaneously in several differerit forms within the system, but
again all of these various forms can ultimately be converted into
heat. For this reason, both types of energy are usually evaluated
in thermal units, their sum being referred to as the heat content
of the system.
Free energy (F) is best described as usable energy in isothermal
processes; in other words, under certain conditions it can be released
by and removed from the system with no accompanying change of
temperature in the system.
Bound energy is not usable in isothermal processes; that is, it can-
not ordinarily be liberated from a system without changing the tem-
perature of the system.
Bound energy, whose magnitude is expressed by the product TS,
exists principally as sensible heat, i.e., as kinetic energy of the random
motions of atoms within the system and as potential energy of their
arrangements relative to each other. Fig. 13 schematically represents
the variation in free energy of the liquid and solid states in relation
to the temperature. At a temperature of 7',, the magnitudes of the free
* According to the Second Law of Thermodynamics, not a single process will
proceed spontaneously without a decrease in the free energy of the system concerned,
% Solidification and Metal Ingot. Structure
energy for the two states are equal. This temperature is the equilibrium
temperature of freezing (or melting) for the given material at which
both phases (liquid and solid) may exist simultaneously. At temperatu-
res above T,, liquid metal will be more stable, having less free energy;
at lower temperatures, solid metal will be more.stable.
For the: development of the solidification process (freezing), there
must be a difference in free energy which is due to the lesser free energy
of solid metal in comparison
with the liquid state.
Therefore, the process of
solidification will proceed only
if the metal is supercooled
below the equilibrium tempe-
rature of solidification 7,. The
difference between the equilib-
rium temperature of solidifica-
tion T, and the temperature
T, at which this process pro-
ceeds under given conditions
is called the degree of super-
cooling
AT=T,—T,
The higher the rate of coo-
ling, the larger the degree of
supercooling’ will be, since
Fig. 3, Free energy vs temperature for the 7 Will be correspondingly
liquid and solid states .
Thermal «curves, characte-
rising the solidification ‘pro-
cess in pure metals and obtained at. various cooling rates, are given in
Fig. 14. At very low rates of cooling the degree of supercooling is small
and the solidification process proceed sata temperature near to the equi-
librium temperature (Fig. 14, curve f). The horizontal section of the
curves (representing a stop in temperature fall) is due to the evolution
of the latent heat of fusion which compensates the heat dissipated to
the surrounding atmosphere.
The degree of supetcooling increases with an increase in the rate
of cooling (see Fig. 14, curves 2, 3, # and 5) and the solidification
process roceeds at temperatures substantially below the equilibrium
jem ure of freezing.
e maximum de of supercooling depends on the nature and
purity of-the metal but usually it does not exceed 30°C. The purer
8 liquid metal is, the higher its stability will be and the more it is
subject to supercooling.
Solidification of Metals if
» — In studying the structure of steel ingots, the great Russian metal-
*; lurgist Dmitri Konstantinovich Chernov first established that the
Time -————
Fig. 14. Cooting curves of a pure metal
Fig, 1. Solidification of a metal (schematic) (alter I. L. Mirkin)
J. process of solidification begins with the formation of nuclei (embryos)
. of centres of crystallisation and proceeds with their growth. :
-A schematic picture of the process of solidification. is shown in
Fig. 15. Upon supercooling of the liquid metal below 7,, separate
crystals form, as shown in the diagram, and begin to grow. As long
28 Solidification and Metal Ingot Structure
as the crystals grow freely, their geometry may be considered to be
almost perfect, but as soon as the growing crystals mutually obstruct
each other, their regular form is violated. At the places where they
interfere with each other, further growth of the faces ceases; it con-
tinues only in those directions in which free liquid is still accessible.
As a result of this process, the growing crystais, having a regular
internal arrangement of atoms, take on an irregular shape after soli-
difying. They are called crystallites or grains (Fig. 16).
Fig. 16. Structure of a polycrystalline metal
Phenomena associated with the process of solidification are aomplex
and varied. It is especially difficult to conceive the initial stages of
the process when the first crystals or centres of crystallisation appear.
Evidently, to explain the appearance of these centres it will be essen-
tial to understand the structure of the initial (matrix) phase,, i
the liquid metal.
Jt has been established at the present time that in a liquid metal,
as distinct from the vaporous state where atoms are chaotically arran-
ged, a certain “order” may be observed in atomic arrangement, not-
withstanding the high mobility of the atoms, due to the forces of inte-
taction between them.
The atoms (ions) in a liquid metal do not move about freely. As
in a crystalline metal, they oscillate about certain positions of equi-
librium. In a crystalline solid, however, the atoms oscillate about
certain mean positions of equilibrium that are regularly located
in space and maintain these positions over sufficiently long periods
of time; while in a liquid metal these mean positions, themselves,
are in continuous motion.
X-ray research has shown that at temperatures near to solidification,
groups of atoms may come together in small volumes of the liquid
metal; they have an atomic arrangement near to that in the solid metal.
These groups or clusters may appear, exist for a certain time and then
fall apart to appear again at some other place. Under definite conditi-
ons, however, such clusters may acquire higher-stability and become
centres of crystallisation or nuclei.
Solidification of Metals 9
The formation of nuclei is facilitated by unequa! distribution
of energy between the atoms of a substance. At each given tempera-
ture, most of the atoms have an energy equal to a certain average
value. In small volumes of substance, however, there are always
a certain number of atoms possessing energy of a quantity either
smaller or larger than the average value,
These random and tentative deviations in the energy of separate
atoms or regions of atoms from the average value for the given tempe-
rature are called fluctuations of energy. Correspondingly, the tempera-
ture, which determines the thermal energy of the matter, will vary
over a wide range in these regions.
As a result of the aforesaid, nuclei, capable of subsequent growth,
will appear in certain small volumes of the liquid having a temperature
lower than the mean value.
Numerous investigations have proved that nuclei of a great variety
of sizes may appear in freezing. Not all nuclei, however, are capable
of further growth. The formation of nuclei changes the free energy of
the system (Fig. 17). The appearance of a nucleus and its growth as a
crystal will reduce the amount of free energy per unit volume (Fig. 17,
curve /) due to the lesser free energy of a unit volume of a solid in
comparison to the liquid state. At the same time, the appearance of an
interface between the nucleus and the liquid medium causes an incre-
ase in the free energy of the system (Fig. 17, curve 3} since atoms on
the interface possess higher potential energy. Therefore, a certain
amount of energy is expended to form this interface between the phases.
This additional energy is equal to the product of the nucleus surface
area and the surface tension.
The change in total free energy due to the formation of the nucleus
and the phase interface is represented by curve 2 in Fig. 17 *.
Ht is evident from curve 2 of Fig. 17 that the growth of a nucleus
having a radius less than R, is impossible since this is accompanied
by an increase in free energy.
In nuclei with radii Jess than R,, the ratio of the surface area to
the volume is large. The increase in free energy, associated with the
forraation of the interface, is greater than the reduction in free energy
due to the formation of a nucleus. This increases the free energy of the
system.
ot a nucleus appears with a radius exceeding R,, it will be stable
and capable of further growth since an increase in its size will reduce
the free energy of the system (Fig. 17, curve 2). The minimum size of
* The variation in free energy of a system AF, associated with the appearance
of a solid phase nucleus, is expressed by the equation AF =-— V(F,—Fg)- So, in
which V is the volume of the nucleus, S is its surface area, o is the coefficient of
surface tension between the liquid and solid phases, and Fs and Fy, are the free ener-
gies per unit volume of the solid and liquid phases, respectively.
0 Solidification and Metal ingot Structure
nucleus (R.}, ible of growth: at a given temperature, is‘called the
critical size of the nucleus.*
Additional ‘energy, however, equal to */2 0 S,, is required for the
formation of critical nuclei. This energy is provided: by’ the system
and is due to energy fluctuations.
Thermodynamic calculations show that the size of the critical
nucleus depends on the degree of supercooling.
The higher the degree of supercooling, i.e., the lower the temperature
at which freezing proceeds, the smaller the size of the critical nucleus
. will be (Fig. 18). The formation of
nuclei in the liquid metal or nucle-
ation, in a lance with the abo-
ve-described mechanism, is called
Vertatton in free energg
Stza of nustens (2) size gf nucleus (A
Fig. 17, Variation of the free energy of Fig. 18. Variation In the free energy of a
a metal upon the formation of a nu- metal versus nucieus size for various
- cleus of superoooling
spontaneous nucleation. Nucleation is much facilitated if sotid particles
are it in the liquid metal (walls of the ingot mould, various in-
clus’ ete.) which serve as ready-made substrates for the formation
of centres of crystallisation. :
This is explained by the fact that the work required to form a nucleus
on an existing surface is substantially less than that required for
spontaneous nucleation in the liquid metal, Jt must be noted, however,
that foreign inclusions will facilitate nucleation only if the suriace
tension betweea the nuclei and the inclusion is less than that at the
interface between the liquid phase and the solid crystals. It has been
established that the nearer the crystallographic structure of the nuclei
being formed is to that of the solid particles in the liquid metal, the
less the surface tension at their interiaces.
° A ccitical nucleus (with a radius R,) may elther grow or melt again.
‘Solidification of Metals at
The formation of centres of crystallisation on such ready-made
rates complies with the principle of structural and size con-
ity. The nucleus forming on a ready-made substrate is oriented
that the'atoms on its external face are arranged, in their configu-
ion, in the same manner as those of the contacting face. The parame-.
Mers of the lattices concerned should differ but slightly.
= growth of a formed nucleus, usually called a three-dimenstonal
a s, proceeds by building up new single-atom layers on its surface.
: are called two-dimensional nuclei and they must be of a size not
fess than a definite critical value, The addition of single atoms or
yroups of atoms, less than critical in size, to the ing nucleus is
panied by an increase in the free energy of the system and the
‘get atoms will be transformed back to the liquid phase.
- The formation of a two-dimensional step (i.e, layer of single-
, atons thickness) takes place in the same way as that of three-dimensio-
nai nuclei. .
wh Ma increased degrees of supercooling, the critical size of a two-
dimensional nucleus and, consequently, the fluctuations of energy re-
fired’ for its formation, are
*_eThe tate of solidification de. Ff
:-(peads on:
~""s4) the rate of nucleation,
’-dLe., upon the number of three
dimensional nuclel appesring
unit time in a unit volume
A seamaz) 8142) the linear rate
of crystal th, i.e., upon
. tte “rate of increase in the
tnear dimensions of crystals
. per unit time (mm per sec).
i: The linear rate of crystal
) owth (RO and the rate of Je Degree of sepercaating (aT)
“mucleation (RW) both depend 47°98
; onthe degree of supercooling Fig. 19. Emect of the degree of su
‘SOG-
Oe. 19). fing on the rates. of nucleation (RM) end
{Wels evident from Fig. 19 that crystal growth (RO)
at the equilibrium temperature
‘2 RG and RN equal zero and, therefore, no freezing takes
4 Upon an increase in the d of supercooling both RG and RN
‘and reach a maximum at a definite rate of supercooling and
* then drop again. The maximum for RG Is always reached at less su-
pescooling than that for RW. :
-Ancreased rate of solidification, due to an increased degree of su-
ling, may be explained by the reduction in the critical size of
t
32 Solidification and Metal Ingot Structure
the nucleus and, consequently, by less work required for its forma-
tion *. At high degrees of supercooling, however, the mobility of the
atoms is reduced by the increase in viscosity of the liquid phase.
This impedes nucleation and reduces RG and RW (see Fig. 19).
Only the rising sections of RG and RN curves (solid lines in Fig. 19)
have a practical significance for metals. Metals solidify sooner than
degrees of supercooling are obtained which cause reduction of RG
an :
The larger the number of nuclei and the slower their growth, the
smaller the crystals will be that grow out of each nucleus (i.e., the
smaller the metal grains).
The number of grains (n) (and, consequently, their size) may be
computed from the following equation as a function of RG and RN:
VB
Since RN increases faster than RG for higher degrees of supercooling
(Fig. 19), the higher the degree of supercooling, the smaller the grains
will be.
As a very high degree of supercooling cannot be achieved in liquid
metal, smaller grain size is obtained in actual practice, at the present
time, not by increasing the rate of cooling, but by introducing disper-
sion particles (inoculation) into the metal. These particles either faci-
litate nucleation or create conditions for slow crystal growth. This
principle is the basis for the widely used industrial method of reducing
grain size, known as modification.
2-2. Metal Ingot Structure
The crystals which form in the process of solidification of a metal
may have many different structures (dendritic, lamellar, needle-type
or acicular, etc.) depending on the rate of cooling, and the type and
amount of admixtures or impurities in the melt.
Perfect crystals of proper external shape can be obtained only
if crystallisation develops under conditions when the degree of super-
cooling is very slight and the metal has a very high purity.
In the great majority of cases, branched or tree-like crystals are
obtained, which are called dendrites (Fig. 20).
The nucleus develops to form a dendritic crystal chiefly along
the directions of maximum linear rate of growth. As a result, the
long branches are formed first. They are the so-called axes of the
first order (primary axes & of the dendrite) and they branch out in
various directions from the initial nucleus.
* The work An required to form a nucleus is equal to one third of the sum of the
products of the area S of each face on the surface of the nucleus and the surface ten-
sion o on that iace.
Metal Ingot Structure 33
While the primary dendrites grow in length, branches of the second
order (m) evolve from their edges and grow in a perpendicular directi-
on. Axes of the third order (n) evolve and on the second-order axes
and so forth. A stage is eventually reached at which the spaces between
the branches are filled with solidifying metal (Fig. 20). Upon further
{freezing of the metal and development of the dendritic crystal all of
the liquid metal in the spaces is
solidified.
Alter the complete solidifica-
tion of the metal, dendritic crys-
tals can sometimes be observed
directly on the surface of an in-
got, in a characteristic pattern,
or on the surface of a pipe or shri-
nkage cavity, i.e., in regions with
an insufficient supply of liquid
metal. More often, dendritic stru-
cture is revealed only alter speci-
al etching of microsections (Fig.
21). Etching reveals not only the
structure of the crystallites but
the boundaries between them as A.
well, Fig. 20. Dendritic growth (after D. K.
The structure of a steel ingot is Chernov)
shown schematically in Fig. 22.
It is evident from Figs. 21 and 22, that three structural zones may
be distinguished in the cast metal. Solidification of the liquid metal
begins at the surface of the mould and proceeds, at first, chiefly
in the thin layer of highly supercooled liquid adjacent to this sur-
face. This leads to the formation of a zone of fine crystallites (due
to the high degree of supercooling). A second zone of elongated colum-
nar crystallites (zone of transcrystallisation) follows immediately
the first zone. These stallites grow in the direction of heat
removal, i.e., normal to the mould walls.
The subsequent growth of the columnar crystallites from the mould
walls proceeds by advancement of first-order branches into the molten
metal and the evolution of higher-order branches as described previ-
ously (Fig. 20).
In cases when the metal is highly overheated and then rapidly
cooled, the zone of columnar crystallites may extend through the
whole volume of the ingot {Fig. 23).
Slow cooling of metal which is not overheated (as in castings of
heavy cross-section) will create conditions favourable for crystal
nucleation in the central part of the ingot. This will form a third
structural zone in the central part of the ingot consisting of equiaxed
tandomly-oriented crystallites (Figs. 21 and 22) of a size depending
34 Solidification and Metal ingot Structure
Fig. 21. Macrostructure of cast ° Fig, 22, Structure of a steel ingot (after
-steel containing 0.8 per cent C N. A. Minkevich):
s—plpe, 2—shtinkage cavities, $—shrinkage po-
izath yeah Havent fe sqysteiies, bore
columnar en, osama
‘celented ‘chystalltiee, /@7#*
: Metal Ingot Structure 35
jon the degree af overheating of the metal, rate of cooling, presence
admixtures, etc. The degree to which the various structural zones
develop depends on the size-of the ingot, degree of overheating, rate
oe ie Ot cohannas ‘erstallit high density (4
e zone of columnar allites possesses high density (few gas
‘cavities, blowholes, etc.}. The wtetal at the junctions of the columnar
'ystallites has a low strength, however, and in subsequent working
dorging, rolling, etc.) fractures may occur at these places in the ingot.
23. Microstructure in the cross-section of a chromlum-nicke! stainless steel
Pe mee “ingot (alter VM. Doroain)
The development of columner crystallites is undesirable, for this rea-
gon, in metals of low ductility, including steel. On the other haud,
it is expedient to extend the zone of colurans: crystallites throughout
the ingot for plastic metals, such as copper and its ailoys. High qucti-
Hity ° an jlley excludes the fracture of the ingot in subsequent meeha-
working.
Due to the fact that liquid metal has a higher unit volume than
solid meial and that solidification does rot take place simultaneously
in the whole voiume, a cavity, called a pipe *, is formed in the upper
of the ingot which freezes last: The pipe is usually surrounded
the most contaminated portion of the metal. Alter solidification,
8 In rimming steel, the increase in volume due to the formstion of fas cavities
es for ihe difference in the unit volumes of the iquid and colld :eetal and,
fore, no shrinkage cavities are produced,
% Solidification and Metal Ingot Structure
micro- and macroporosity and blowholes are characteristic of this
zone which is called the zone of shrinkage friability in the ingot.
Gases evolve from the metal in the process of freezing since their
solubility in the liquid metal is considerably higher than in the
solid one.
If cooling is sufficiently slow, surplus gases have time to leave
the metal. They do not evolve at more rapid cooling and remain
ia the ingot (or casting) forming so-called gas cavities or holes which
may substantially decrease the mechanical properties of the casting or
finished product.
Chapter 3
PLASTIC DEFORMATION AND RECRYSTALLISATION
IN METALS
3-f. Plastic Deformation
Deformation is the change in dimensions or form of matter under
the action of applied forces. Deformation is caused either by the
mechanical action of external forces or by various physical and physico-
chemical processes (for example, change in volume of separate crystal-
lites in phase transformations or as a result of a temperature gradient).
The process of deformation comprises the following consecutive
stages: 1) elastic deformation, 2) plastic deformation, and 3) fracture.
Elastic deformation is often defined as deformation which complete-
ly disappears as soon as the action of external forces ceases. Elastic
deformation does not cause any noticeable changes in the structure
of metals. The application of a load elastically displaces atoms to
a slight extent, relative to each other, or twists blocks of the crystal.
Tensile loads applied to a monocrystal tend to increase the interatomic
spacing while compressive loads tend to reduce it. Due to the forces of
tepulsion or attraction, the atoms return to their equilibrium positions
as soon as the load is removed so that the initial form and size of the
crystals are restored.
It should be noted, however, that the elastic deformation of poly-
crystalline metals, especially at higher temperatures, causes so-called
viscous flow and after the removal of the external forces, deformation
floes not disappear completely even in the case of relatively small
loads.
In viscous flow, the grains composing the metal are not deformed;
only certain crystallites are displaced in reference to others. At high
temperatures and low stresses, viscous flow becomes much more im-
portant, but permanent changes in the dimensions and shape of a metal
specimen occur only after long periods of stress application. This phe-
nomenon is called creep.
At stresses exceeding the elastic limit (the maximum stress that
can be applied without producing a measurable permanent deformation
or set after removing the stress) plastic deformation is observed. Plastic
deformation is associated with displacements of the atoms within
the grains and causes permanent changes in shape of the specimen.
Plastic deformation in crystals occurs in two ways: by slip or by twinn-
ing.
38 Plastic Deformation and Recrystallisation in Metals
Slip is due to the action of shear stresses; block-like sections of cry-
stals are laterally disptaced relative to each other on definite crystall-
ographic planes which are typical for each type of crystal lattice. The
critical resistance to shear ts less along these planes than the acting
shear stresses. Numerous studies of the slip process have shown that it
occurs firstly along planes and directions with the most closely packed
atomic arrangement. In metals having a body-centred cubic lattice
it Cr, W, Mo, etc.) the possible slip planes are the diagonal planes
101), in a face-centred cubic lattice (Cu, Al, Ni, Au, etc.) they wilt
be the octahedral planes (111), while in a hexagonal system (Mg, Zn,
tte), they will be the basal planes (0001).
Slip planes and directions for different crystallic systems are shown
in Fig. 24. The more possible slip planes and directions a metal has,
the more plastic it is.
4 24. Ceystallographle possible slip planes (shaded) and slip directions (arrows)
Slip planes and directions are subject to changes in accordance
with the temperature, degree of preliminary deformation, and alloy
composition. For example, in aluminium, subjected to deformation at
low temperatures, slip will occur along planes (111); at high tempera-
tures—along planes (100);
Fig. 25 schematically illustrates the slip process in a monocrystal
under a shear load. As a result of plastic deformation, the mono-
crystal is divided into layers or slip blocks which are displaced in
reference to each other and are separated by thin fayers in which a con-
siderable displacement of atoms has taken place. These intermediate
layers with strongly distorted lattices are called slip planes.
The slip process is not to be understood as a simultaneous displace-
ment of the parts of a crystal. Such slip would require stresses consi-
derably higher than those actually present in the process of plastic
vrei propagates gradually along th section of a crystal and,
agates gradually al e cross-section of a crystal and,
at each mement, caly the toms ol a comparatively small portion of
» the cross-section are being displaced.
According to the latest views on plastic deformation, the sources
of slip are groups of atoms, displaced relative to each other, i.e.,
ay Plastic Deformation ES
Fh:
‘dislocations. Slip originates at a definite point, where a dislocation
exists, and proceeds by movement of the dislocation in the given plane
‘of the crystal due to shear stresses.
The schematic diagram of slip deformation, given in Fig. 26, shows
‘the changes in the arrangement of the ators during the progress of
islocation movement. At first only the upper part of the crystallite
Fig. 25. Elastic and permanent deformation of a metal under the shear stresses:
Seat crcaacd eluatic strain Foe acne Paces bs ane ron jing from toad above te,
aa a permanent strain by 4 af
Tissthe latte G—sbearing Wood removed. only pefuraneat steein remains "=
Pig. 26. Progress of a dislocation scross a crystal
.'is displaced to the left relative to the lower part. Plane ABCD, in
~~ this case, will: be an extra plane of atoms in the upper part of the
crystallite. The edge AD of this plane, as mentioned earlier, is called
‘an edge dislocation (Fig: 26, a).
:. 4 As is evident from Fig. 26, the edge dislocation is perpendicular
to the direction of slip and should be regarded as the frontal boun-
dary of that part of the slip plane along which local displacement
as occurred.
Fig. 26, > shows the changes that take place in the arrangement
“of the atoms during the movement of the dislocation, Progress of
«the dislocation through the whole crystallite to the opposite crystal
lace causes a slip of one interatomic distance between the parts
Mio.
40 Plastic Deformation and Recrystallisation in Metals
Dislocations may be either: 1) positive (|_)—in which the disloca-
tion originates as a result of shear stress and the extra plane is in the
upper part of the crystallite, or 2) negative (])—where the extra
plane is in the lower part.
In addition to edge dislocations, there are also screw dislocations
which occur when the slip plane covers only a part and not the whole
of the crystallite cross-section. A screw dislocation differs from the
Fig. 27. Formation of a screw dislocation
edge type in that it is parallel and not perpendicular to the shear
vector. Fig. 27 schematically illustrates the formation of a screw dis-
location (after W. T. Read). Let us assume that a part of the crystallite
is displaced in the direction indicated by the arrow (Fig. 27). Disloca-
tion AD appears as a result of incomplete slip. It is a screw dislocation,
in this case, as is quite evident from Fig. 27, 6 where the arrangement
of the atoms around the dislocation is shown *. Upon the formation
of a screw dislocation, the crystal should be regarded as consisting of
a single atom plane wound into a helical surface and not of parallel
atom planes.
A combination of edge and screw dislocations will give a composite
dislocation. The mechanism for dislocation movement in the crystal,
described above, explains why the process of deformation may proceed
at comparatively low stresses at which simultaneous movement of
all the atoms in a given slip plane would be impossibie.
* The plane of the illustration is parallel to the slip plane.
Plastic Deformation 4i
Plastic deformation in such metals as gold, silver, nickel, cadmium,
and certain others may also occur by twinning. Twinning is a plastic
deformation which results in a change in orientation of one part of a
crystal toa position symmetrical to the other part in reference to a se-
parating plane called the twinning plane. As in slip, only very small
parts of the crystal participate simultaneously in the twinning process.
Plastic deformation of a polycrystalline metal proceeds similarly
to deformation of a monocrystal. It must be noted, however, that in
this case intercrystalline deformation is imposed on the process of
plastic deformation inside the individual crystals.
Intercrystalline deformation in polycrystalline metals is characte-
rised by rotation or slip of the crystallites (grains).
Plastic deformation of a polycrystalline metal is never uniform.
This is due to the fact that the separate crystals deform in various
degrees because of their dissimilar orientation. This random orientation
of the grains affects the slip process in the metal as a whole. Upon
the application of an external load, those grains deform first which
have possible slip planes most favourably positioned in relation to the
applied force. At the same time, the deformation of these crystals is
impeded by their neighbouring crystals in which the possible slip planes
are otherwise positioned. Therefore, the crystallites will be in a comp-
lexly stressed state which hinders the development of slip throughout
the whole volume. Considerable structural changes result from defor-
mation in a polycrystalline metal.
The first sign of permanent deformation in a metal is the appearance
of slip bands or lines (Fig. 37). Slip bands are observed upon even the
slightest deformations. As the degree’ of deformation is increased, the
slip blocks in each separate crystallite turn to conform with the
direction in which the force acts and the metal grains are elongated in
the direction of deformation to form a so-called fibrous or banded
structure (Fig. 28). Preferred crystallographic orientation of the grains,
revealed by X-ray analysis, arises after considerable deformation.
This regular crystallographic orientation of the crystals in relation to
the external forces of deformation is called texture.
The formation of a texture is accompanied by anisotropy of mecha-
nical and physical properties. This is undesirable in most cases but
is sometimes used to obtain optimum properties in a definite direction
(see page 388). chem:
Plastic deformation strongly affects al! physico-chemical properties
of a metal.
An increase in the degree of deformation *, as is evident from
Fig. 29, increases those properties which characterise the resistance
* The degree of deformation is determined by the formula: FoF 199 per cent,
0
in which Fy is the cross-section area of the test piece before deformation and F,
is the same, but after deformation.
42 Plastic Deformation and Recrystallisation in Metals
Fig. 28. Effect of piastic deformation on the microstructure of » metal, X 300
{after S. S. Steinberg):
‘ a—structure belore deformation, 6—structure alter deformation
of the metal to plastic deformation (ultimate strength o,, and hard-
ness R,). The capability for plastic deformation (relative elongation 6,
i per cent, and relative reduction’ of
area wp, per cent), on the other hand,
is reduced. This phenomenon_1s cal-
led_strain or work hardening.
Cold plastic deformation decrea-
ses the specific weight and the
electrochemical potential but incre-
ases the chemical reactivity of a
metal. Deformed metal possesses
less corrosion resistance than un-
deformed metal. Cold deformation
of iron substantially increases its
coercive force and decreases its mag-
netic permeability. The residual
inductiort is decreased with small
degrees of deformation and increa-
with high degrees,
in the properties of me-
tals subject to cold plastic defor-
Fig. 29, Effect of cold working on mation (strain hardening) are asso-
the mechanical properties of low-car- ciated with fragmentation of the
’ bon steel: mosaic blocks and an increase in the
(hardness, 2—tenslle strength. $—elo- angles of their disorientation, the
. appearance of considerable defor-
mation stresses, and an increase in the number of dislocations.
The smaller the blocks, the higher the strength of the metal will
be. As a result of a high degree of deformation (about 80 per cent),
the block will have a size from 200 te 400 A.
Plastic Deformation 43
As mentioned earlier, a field of elastic stresses surrounds a
ocation. Therefore, the external stress, required to produce slip,
be sufficient to provide for movement of a dislocation
counteracting field of stresses created by other dislocations or by
stress fields at the boundaries of biocks, grains, particles of other
8, etc.
‘The dislocation density increases with the increase in the degree-of
armation. This naturally leads to interference in dislocation
ement and, consequently, increases the strength of the metal.
eiore plastic deformation (in the as-annealed condition), the disloca-
on density will be from 10* to 10° dislocations per cubic centimetre.
P density in strain-hardened metal may reach 10!" per cubic centi-
-[t may be noted here that a strength approaching the theoretical
@-value may be obtained if no dislocations are present in the metal,
e° In this case plastic deformation may be produced only by simultaneous
displacement, relative to each other, of all the atoms located on
sides of the slip plane.
This condition has been proved experimentally by means of fila-
ment-like crystals called “whiskers”. The ultimate strength of a whisker
of iron, one micron (0.001 mm) in diameter and 2.5 mm long, reached
ac kg per sq mm and its elastic elongation was up to 5 per cent.
Infortunately, only very small crystals of metal, free of dislocations,
ean be obtained at the present time. However, extensive research in
. this direction leads us to expect the production of whiskers of conside-
.. Fable size in the near future. | .
As mentioned above, any process of deformation will end in frac-
ture if the stresses are increased to a high enough value. Two types
of fracture are distinguished: brittle and ductile.
* Brittie fracture consists in destroying the interatomic. bonds. by
normal stresses. Brittle fracture is not accompanied by noticeable
plastic deformation. The resistance to brittle fracture is called cohesive
fh (S,). Brittle fracture is comparatively rare. For example,
is type of fracture may be observed in zinc and its alloys or in
and low-alloy steel at low temperatures, as well as when brittle layers
: searegate on the grain boundaries. It must be stressed, however, that
: pure brittle fracture is practically never encountered. Fracture is
always ‘preceded by plastic deformation.
Ductile fracture is due to t: tial stresses which have reached.
a definite fracture value called the shear strength (t,). This type of
fracture is preceded by considerable plastic deformation.
Proceeding from the fact that S, and +, are constant values for
a given material, Y. B. Friedman considers that brittle fracture, due
* For a more detalled explanation see Morton C. Smith, Principles of Physical
Metallurgy, Harper and Brothers, New York, 1956. -
44 Plastic Deformation and Recrystallisation in Metals
to normal stresses, will occur in cases where the cohesive strength
is lower than the shear strength. If the tangential stresses produce
considerable plastic deformation before the normal stresses reach
the cohesive strength, the fracture will be of the ductile type. Thus,
fracture due to normal stresses by separation or cleavage may be
either brittle or ductile.
Fracture due to tangential stresses, resulting from plastic defor-
mation, will, of course, always be ductile. Most frequently, metal
fracture does not occur as pure separation or shear but as a complex
combination of these two types of fracture.
3-2. Recovery and Recrystallisation
Plastic deformation, which distorts the crystal lattice and breaks
up the blocks of initial equiaxed grains to produce a fibrous structure
or {hin plates, increases the free energy level of a metal.
Fig. 30. Effect of recrystallisation on the microstructure of @ metat (schematic),
X 300 (after S.S. Steinberg):
a—aftet deformation, b—after rectystallisation
Deformed metal, in comparison with its undeformed state, is in
a nonequilibrium, thermodynamically unstable state. Therefore,
spontaneous processes occur in strain-hardened metal, even at room
temperatures, which bring it into a more stable condition. The speed
of these processes may be increased by raising the temperature.
lf strain-hardened metal is heated to comparatively low temper-
atures, the elastic distortions of the crystal lattice are reduced due
to the increase in amplitude of the thermal oscillation of the atoms.
This heating will slightly lower the strength of the strain-hardened
metal but the elastic limit and ductility will increase, though they
will not reach the values possessed by the initial material (before
strain hardening). No changes in microstructure are observed in this
period. This oartial restoration of the original properties, produced by
Recovery and _Recrystallisation 45
reducing the distortions of the crystal lattice without noticeable
changes in microstructure, is called recovery.
A further rise in temperature increases the mobility of the atoms.
When a certain temperature (a definite value for each metal) is reached,
equiaxed grains are produced (Fig. 30) and the metal is completely
softened (Fig. 31).
The formation of new equiaxed grains in the heating process, instead
of the oriented fibrous structure of the deformed metal, is called
recrystallisation. The temperature required for the beginning of
8 sa
Ottimate strength 6,2 Ag/mm?
Ratative etongation 3, %
sage
2108 200 300 400 300 GOT WO 809 900 1900
Temperature, °C
Fig. 31. Effect of temperature on the mechanical properties of strain-hardened copper
recrystallisation is characteristic of each metal but depends on a num-
ber of factors and firstly, upon the degree of deformation. The higher
the degree of deformation, the lower the recrystallisation temperature
wi be
According to the researches of A. A. Bochvar, the minimum recry-
sta!lisation temperature of commercially pure metals, subject to high
degrees of deformation, will be
T,=04T,
in which T, is the recrystallisation temperature and
‘» is the melting paint in the absolute temperature scale.
When the minimum recrystallisation temperature (recrystallisation
threshold) is reached, a sharp drop in the resistance to deformation
(c,) is observed, in conjunction with an increase in ductility of the
metal (5, per cent) (Fig. 31). The recry stallisation process usually pro-
ceeds in a certain temperature interval. First more favourable portions
of the metal are recrystallised and then the process extends to the full
volume. The presence of impurities impedes recrystallisation. The
higher the temperature and degree of deformation, the more rapidly
#6 Plastic D tion and Recrystallisation in Metals
recrystallisation will . Recrystallisation, in essence, consists
in having the atoms of the deformed metal overcome the bonds of the
distorted lattice, the formation of nuclei of equiaxed grains, and sub-
sequent t growth of these grains due to transfer of atoms from delormed
to_und crystallites, .
The nuclei of new recrystallised grains are most probably formed at
places where highest distortions of the jattice are concentrated.
As aresult of recrystallisation, the metal will consist of new equiaxed
rains which are in a thermodynamically more stable condition.
ie size of the recrystallised grains depends chiefly on the degree of
mL
NSS
NSS
i
SS
SS
~
eo
wl PS
"
a
a
Fig: 32. Recrysteliisation diagrams:
Stopper, b—-troa
tous deformation of the metal and the temperature to which it is
jeated.
Relations between the size of recrystallised grains, degree of defor-
mation, and the temperature are usually presented in the form of re-
or isation diagrams (Fig. 32). The higher the degree of previous
deformation and the lower the recrystallisation temperature, the smal-
ler the grains will be.
At low degrees of deformation (3 to 15 per cent), the grain size
after recrystallisation may become very large (Fig. 32). This is called
the critical degree of deformation.
The formation of very large grains in this process sharply reduces
the ductility of the metal. Therefore, the critical degre of deformation
should be avoided.
In the process of recrystallisation of such metals as iron, copper,
and aluminium, the new crystals sometimes grow in an oriented
affangement and the so-called recrystallisation fexture is obtained.
This usually differs from the deformation texture but, in some cases,
they may coincide (as in the recrystallisation of very pure aluminium).
Recrystallisation. texture leads to anisotropy of the properties. This
Recouery and Recrystaltisation a
ers the fabrication properties of metals and, in particular, th:
ability.
Pig. 33, Macrostructure of deformed metal
When a previously worked metal has compietely recrystallised,
im the process of subsequent heating, certain recrystallised grains
will grow at the expense of others due to migration of the grain boun-
48 Plastic Dejormation and Recrystallisation in Metals
daries. This process of growth of new recrystallised grains is called
secondary recrystallisation.
Secondary tecrystallisation is due to the tendency of the system
to reduce its free energy.
As mentioned above, the energy of atoms inside the grain is less
than that of atoms on its surfaces. It is natural then that grain growth,
which decreases the total surface area of the grains, will also reduce the
number of atoms with higher energy and generally reduce the energy
in the substance. Heat treatment, consisting in heating metal above the
recrystallisation temperature to soften the strain-hardened metai, is
called recrystallisation annealing.
Deformation may be either cold or hot in accordance with its tempe-
rature as compared to the Tecrystailisation temperature. Cold deforma-
tion or cold working of a metal is a process accomplished at a tempera-
ture below that required for recrystallisation; cold working is
accompanied by strain hardening.
Hot deformation or hot working, on the other hand, takes place
at a temperature above the recrystallisation temperature. In this
case, hardening due to plastic deformation is completely eliminated
by recovery and recrystallisation. This is true, however, only if
the rate of recrystallisation is higher than the rate of deformation.
An ingot is usually subject to hot plastic deformation. In the process
of hot working, the dendritic structure of the ingot is destroyed and
dendrites are elongated in the direction of deformation to form a fibrous
structure (Fig. 33).
The mechanical properties of a metal are anisotropic after hot
plastic deformation. They are higher as a rule along the fibres than
across them.
Chapter 4
METHODS FOR STUDYING METAL STRUCTURE *
4-1. Macrostructure (Macrography)
Macrostructure is the structure of metals and alloys as seen by
the naked eye or by low-power magnification.
Macrography reveals the size, form, and arrangement of crystal-
lites (dendrites) in cast metals (Fig. 21), fibres in deformed metal
(Fig. 33), shrinkage porosity and gas cavities (Table 1), cracks appea-
ring during certain fabrication processes, chemical onthomogeneity in
the distribution of certain constituents appearing in alloys upon their
solidification from the liquid state (Fig. 34), etc.
Macrostructure may be studied either directly on the surface of
the work (a casting, for example) or on a fracture, or, more frequently,
on specimens or samples cut out of large billets (ingots, forgings, etc.}
or articles. The surface of the specimen is ground and then etched by
special reagents. The action of etching reagents, or etchants, as they
are called, is based on their ability to colour and dissolve various con-
stituents in a different manner and to widen microcavities, cracks and
similar defects.
To reveal the dendritic structure of cast steel, for example, 2 10
or 20 per cent aqueous solution of ammonium persulfate [(NH,),5,0,}
is rapa ed. Keshian reagent (25 parts H,04-10 parts H,SO,+ 65
parts HCl) is used to reveal fibres in deformed meta!, a5 well as cracks,
cavities, porosity, and chemical nontiomogeneity.
The Baumann metned is extensively used to reveal ihe degree
of nonhomogeneity in the distribution of sulphur {or phosphorus)
in steel. This method consists in applying ordinary silver bromide
photographic Paper, soaked in a 5 per cent solution of sulphuric
acid, to the surface of the sample. At the sulphur-rick areas, the
peper will darken due to the formation of silves sulphide Ag,S.
* Only a brief deswription of the methods used to reveal the structuie of metals
ang alloys and the transiormations which occur in them is within the scope of this
book. A mare detuiled description may be found In speciai Hierature, such as:
G. I. Pogodin-Alexeyev, Y. A. Geller, and A. G. Rakhshtedi, Engineering Physical
Metallurgy, Ovorongiz, Moscow, 1956.
Principal Defects'In Cast and Deformed Steet (alter M. 1. Vinograd)
Table £
Defect
1. Pipe
2, Central po-
rosity
3. General po-
rosity
4, Gas holes
5. Nonmetallic
inclusions
and internal]
hair lines
Metal has not filled the cavity in the uj upper Volume decrease (shrinkage)
axial section of the ingot. The surface be during solidification in con-
cavity is covered with oxides and adjacent re-
gions are contaminated with inclusions down of furtl
the head of insufficient
feat reentlon by a shot lop"
Fine pores, sometimes with sulphide or oxide] Formed by insufficient fi1-
inclusions. Usually observed * on cles made of ling of" ts ental Part of
zal or lower jo. ingot metal
par ™ ‘solidification “
Inclusions or gas holes, located along the ee
whole erony section of the article or at the end
of the zone of columnar crystals. Have the form
of dots, threadlike streaks, or hair cracks
Channels or cavities not filled with metal.) Formed during
Usually at the surface, at the end of the zone
of columnar crystals, or randomly located over} gases (Hy, Ng, “and others)
the cross-section of the article
Presence of jmpurities in the metal, such as -
particles of refractories, products of deoxidation
of steel, etc. {alumina, silicates, sulphides, nit-
rides, and oxides). Certain nonmetallic poco
ons of comparatively large size (larger
tions) stretch in the direction of Serking ne ad
produce internal hair tines
Revealed by
b Fracture hy
3. Xray examination
4. Ultrasonic flaw detec.
ton
1. Fracture
2. Macrography
J. Macrogra :
2. Magnet ec detec-
tion
1. Fracture '
: Stepped Tisning
. Microgray
. Mca
en
ne
amas wiaW
Microstructure (Micrography) 51
A special case of macrography is the study of fractures in metals,
This reveals the size and arr: ent of the grains, discontinuity
flaws, etc. The character of the fracture obtained in cast aluminium
ae ; ~
enter e EE
a ctnemih fe *.
Meee pepe
en oe SS)
Bara
Fig. 34. Macrostructure of cast steel revealed by etching in a reagent composed of
BS, FeCls, and CuCl, Nonuniform istribution of phosphorus and carbon is ob-
served,
alloys enables the amount of slag inclusions, coarse porosity, and
other defects to be estimated as well.
4-2. Microstructure (Micrography)
Micrography is the study of the structures of metals and their
alloys under a microscope at magnifications from x75 to x 1,500.
The observed structure is called the microstructure.
The aims of metallographic study include the determination of
the size and shape of the crystallites which constitute an alloy, revea!-
ment of structures characteristic of certain types of mechanical working
operations, discovery of microdefects (nonmetallic inclusions, micro-
cracks, etc.), and, in some cases, the determination of the chemical
content of alloys (for example, annealed carbon steels). Microstructure
is an indication of the quality of heat treatment, of mechanical pro-
perties, etc.
Micrographic_ investigations are conducted on specimens called
microsections. These are prepared’ by cutting out a small specimen,
a. Methods Jor Studying Metal Structure
for example, a 10 mm cube of a washer 10 to 15 mm in diameter
cand 15 mm high. One face of the specimen is smoothed with a file
or emery wheel and then ground with special emery Paper arranged
on thick plate glass or secured to a rapidly rotating wheel. The speci-
men .is ground first by the coarsest available emery paper and suc-
cessively by finer and finer grades until the finest available grade
ale
Lg
Fig. 35. Electropolishing Fig. 36. Microstructure of a sotid so-
outit (shown schematically}: lution (Mg-Al)
J—waler bath, 2—vessel_ with ele-
ttrolyte, 3— microsection
v cathode of sainiess Meet
is reached. The direction of grinding Is periodically changed through
90°. After grinding, the specimen is polished by @ rotating disc,
covered with broadcloth, felt, or velvet, to which a very finely ground
abrasive material (alumina, chromium oxide, etc.) is continuously
applied. :
Electropolishing or electrolytic polishing (Fig. 35) is often employed
for preparing microsections. Here the microsection 3 serves as the
le and plate 4 of stainless steel is the cathode. A direct current with
a density from 2 to 6 A per sq cm is passed through the elec-
trolyte. Localised dissolving of the surface irregularities takes piace
and a mirror surface is obtained on the microsection. Aqueous solutions
of acids, mixed with solvents that facilitate dissolution of the anode
products, are usually employed as electrolytes.
The following electrolyte is most often used for electropolishing
steel: orthophosphoric acid—83 millilitres, chromic anhydride—
11 grammes, sulphuric acid—15 millilitres, and water 5 millilitres.
Good results are obtained for copper alloys with an electrolyte
containing 980 grammes of orthophosphoric acid to 1 litre of water.
4 Electropolishing reduces the time required to prepare a micro-
Ketion and completely eliminates deformation in the surface layers
Bye to grinding. Such deformation may distort the actual character
the meta! structure. .
se The finished microsection is first examined before etching to reveal
pametallic inclusions, such as graphitic inclusions in cast iron.
Microstructure is revealed by etching the microsection with a special
nt called an etchant. Steel and cast iron are usually etched. with
Fig. 37. Microstructure of iron: Slip bands are seen within the grains
#4 to 5 per cent alcoholic solution of nitric or of picric acid. A 0.5 per
‘tent aqueous solution of hydrofluoric acid is extensively used for alu-
‘winium alloys and an 8 per cent ammonia solution of CuCl, is suitable
lex copper alloys. Many other etchants are employed as well. Electro-
ic etching has come into favour recently and is being widely used.
is based on the different rates of electrolytic dissolution of the various
& weuctural constituents of an alloy.
e..” Ha pure metal or alloy, consisting of homogeneous grains, Is et-
thed, the grain boundaries are revealed as a thin dark network (Figs. 36
f. -and 37). In some cases, grains of the-same composition are differently
‘tched because the different grains intersect the surface of the micro-
fection along different crystallographic planes with varying chemical
‘activity. As a result, certain grains are almost unattacked and remain
sight while others are heavily etched and appear darker, i.e., they
ter light to a greater extent.
BA Methods for Studying Metal Structure
Deep etching reveals the so-called etch figures (Fig. 38) which indi-
cate the crystallographic orientation of the grains.
The various constituent structures of a nonhomogeneous metal
are etched with varying degree of intensity. In the photograph of
the microstructure of steel, shown in Fig. 39, the latter is composed in
one case (a) of lamellae and in the other (6) of globules of Fe,C. By
the action of the etchant on the microsection surface, iron (ferrite) is
etched to a greater extent than iron carbide FesC (cementite) and
a relief appears on the surface. Upon observation under a microscope
with oblique illumination, the projecting boundaries of the iron car-
bide Fe,C produce a shadow effect (Fig. 40) and appear bright while
the crystals of ferrite. on the boundaries with the carbides are dark.
Metallurgical microscopes ate employed to investigate the structure
of metals. Since the objects are opaque, they are observed in reftected
light.
a schematic diagram of the optical system of a metallurgical micro-
scope is shown in Fig. 41. Optical microscopes enable only those details
of the structure to be observed, that are larger than 0.15 to 0.2 microns
(1,500 to 2,000 A).This corresponds to a useful magnification from
Xx 1,000 to x 1,500.
At the present time, the electron microscope * (Fig. 42) is also used
to study metals and alloys. An effective magnification of x 100,000
may be obtained (magnifications from x 7,000 to x 25,000 are usually
employed). The use of an electron beam with very short wave length
(0.04 to 0.12 10-* cm) enables much smaller particles to be observed
than in optical microscopes. Details of the object may be distinguished
which are from 30 to 50 A in size. This is about 100 imes smailer than
can be seen in an optical mnicroscope.Electromagnetic or electrostatic
fields are used as “lenses” to focus the electron beam. The source of the
electron beam is the so-called electron gun consisting of a tungsten
filament which emits electrons when heated to a high temperature.
The electrons are accelerated in a strong electric field and are directed
to the object. The actual surface of the metal is not usually observed
in the electron microscope. A quartz or collodion replica, made from
the etched surface, reproduces all details in its relief that depend on
the actual structure of the metal.
The electron microscope has considerably extended the field of
application of micrography. It enables the structure to be determined
in cases when the high dispersity of the phases present in the metal
makes observation through an optical microscope useless.
Vacuum metallography is being employed in the last years. It in-
volves the study of microsections heated in a vacuum.
* The electron microscope and methods of electron microscopy are described in
detail in A. I. Gardin, Electron Microscopy of Steel, Metailurgizdat, Moscow, 1954.
Microstructure (Micrography)
MOR |
Fig. 39, Microstructure of steei containing 0.8 per cent C, x 400:
a—FecC precipitated as lamellae (lamellar pearlite), b—as grains (globular peartite)
. a
Pig. 40. Diagrams explaining features in the structure of pearlite as seen under
3 microscope:
4—lamellar peariite, ’—granuler pearlita (aiter F. 1. Masleanikov)
f
2
4
le.
tT wn 3
1 j——
a /
5 Pig. 42. Diagram | of
Fig. 41. Optical da electron microscope:
|__patiges! masopes *f faite afta? Sh
‘intron, “Epi, ans aac cl Bea,
X-Ray Analysis 57
itraviolet microscopy, developed in the U.S.S.R., is successfully
d to investigate the structure of complex multiple-phase alloys.
‘this case, in place of visual observation, mictophotography is
plied in ultraviolet rays* . The latter. are invisible to juman
and have a wave length about 1.5 times shorter than visible
At. For ultraviolet microscopy, either unetched microsections
ge used ot microsections coated with oxide films. A special ultraviolet
Rroscope is used. It has a quartz glass optical system, transparent to
jolet light. The source of light is a mercury-vay lamp which
ively produces ultraviolet light. The principle of ultraviolet
scopy is based on the fact that the reflection factor of the diffe-
phases and regions of the metal varies for the ultraviolet rays fall-
feg.on the specimen. :
pMlagnetic microstructural analysis has been introduced recently,
is based on the Principle that ferromagnetic structural constituents
loys attract the particles of a magnetic colloid while nonmagnetic
stituents do not. Therefore, the distribution of ferromagnetic con-
Mituents in an alloy. may be observed under a microscope by the di-
fribution of the magnetic particles which form a so-called pattern.
=
4-3. X-Ray Analysis
-ray analysis is extensively employed to study the crystalline
ture of metals (X-ray crystallography) and to-teveal internal de-
(X-ray flaw detection).
“rays ** are a form of elect: etic. radiation but have very
wave lengths. Their wave enh is of the same order as the
watice constants of metals (0.1 to 10 A). The most interesting feature
i their ability to penetrate materials opaque to visible light. X-rays
e described as “soft” if they have a larger wave length and are more
lly. absorbed by materials and as “hard” if they have short wave
gths and a high penetration. X-rays are usually obtained by slowing
a rapid stream of electrons on the surface of the anti-cathode in
ial X-ray tube.
X-ray tube is a high-vacutim glass bulb into which two elec-
les have been fused. One is the anode (or, more properly, anti-
eatho de} and the other is the cathode. The source of electron emission
Pie a heated tungsten filament. The electrons, due to the high potential
Péhaintained between the anti-cathode and the cathode, at a high
‘yelocity to the former and interact with the atoms of its material.
is interaction excites the electrons in the atoms of the anti-cathode
lerfal. Conversion of these electrons back to a lower energy level
ates the electromagnetic radiation called X-rays. Tubes for X-ray
* Photography is also done in visible rays to obtain a white image.
- Discovered in 1895 by W. Roentgen. " ay
58 Methods for Studying Metal Structure
flaw detection operate at voltages from 200 to 300 kV (X-ray tubes for
2,000 kV are also made). Tubes for structural analysis operate at vol-
tages up to 50 kV. A tungsten anti-cathode is used in tubes for radiogra-
phy having arating up to 3 kW. Tubes for structural analysis, rated up
tol kW, have anti-cathodes of chromium, iron, cobalt, nickel, and
other metals.
X-ray crystallography is widely employed to ascertain the relative
arrangement of atoms in metals, to determine the Phase composition
of alloys, to study recovery
2 and recrystallisation processes,
¢ to define internal stresses (dis-
P. ' tortion) in the lattice, grain
4 size, etc. This method of ana-
lysis is based on an interference
5 if a pattern of rays diffracted by
each atom of the material se-
Fig. 43. Diagram illustrating the Wolfe. parately. This complex pheno-
Bragg equation: P-P’ and QO’ are atomic menon of the interference of
planes X-rays, diffracted by the
atoms of a crystalline solid,
procee:'s in the same manner as if the rays were refiected from parallel
atom planes of the crystal. The condition for the production of a reflect-
ed X-ray beam is specified by the Wolfe-Bragg equation (Fig. 43):
2d x siné = nd
in which d is the distance between the parallel atom planes (inter
planar s acing):
® is the angle of incidence of the beam on the atom plane;
4 is the wave length of the X-rays;
a is an integral number (so-called reflection order).
The Debye and Scherrer method of structural analysis of polycrys-
talline samples is most often employed in physical metallurgy. It
is also called the powder method. The principle involved to obtain
a structural radiograph of a polycrystalline specimen consists in having
a fine pencil monochromatic X-rays strike the specimen P
(Fig. 44, a). In the crystals of the specimen, which are randomly ori-
ented in reference to the X-ray pencil, there are always a considerable
number of atomic planes of such orientation as to reflect the X-ray
pencil, since the angle 6,'at which the beam strikes them, conforms to
the Wolfe-Bragg equation.
At a definite angle 6, the beam reflected from any of the crystals
will evidently pass along the elements of a cone whose axis is a pro-
longation of the pencil. The apex angle of the cone wiil equal 4 @
(Fig. 44, a). Reftections of the first order will be obtained for planes
for which th. Planes with a larger interplanar spacing d produce
several cones of reflected radiation of varying order.
X-Ray Analysis 59
If the number of reflecting crystals is very large (practically, when
their size does not exceed 1 to 3 microns) the cones will be continuous.
A flat photoplate film set at a certain distance behind the specimen,
perpendicular to the direction of the X-ray pencil, will show a series
of concentric rings which rep-
resent intersections of the con-
es by a plane. Usually radi-
ographs of polycrystalline sam-
ples are obtained not on a
photoplate, but on a compa-
Tatively narrow strip in a cy-
lindrical holder surrounding
the specimen. The radiograph, 0 .
then, consists of a series of Photographic
arcs (Fig. 44, 6), symmetrical Sela
in pairs, ‘
To describe the crystal la-
ttice it is necessary to deter-
mine the size and form of the
unit cell, the number of atoms
it contains, and the coordina-
tes of each atom. For this pur-
pose, the angles of reflection
of the planes and their corres-
ponding indices are determi-
ned by the distance between
the symmetrical lines on the
fadiograph. The intensities of
the Debye lines are also deter-
mined *.
A detailed analysis ofa radi:
ogtaph Is not often required in pi) 44. Method of obtaining a radi
practice. Sometimes it will be eon of a polycrystalline specimen:
Fence ice Mattern ae Sut ge Maced eatin, one
ical diffraction pattern of the He airbye-Scherre
metal being investigated and "*S°# 2?" (rasten Rater) obtained by tnis
to compare it with the radio-
graph obtained in a Debye camera. Each ring (pair of arcs) on the ra-
diograph is a result of diffraction from planes with definite indices
(Ak!) in different, suitably oriented, crystals. If the structure of a cer-
tain crystalline substance is known, the positions of the rings (lines)
on the radiograph may be computed, as well as their relative intensity.
* Methods used in measuring and analysing radiographs are given in special
literature; see, for example, Y. S. Umansky, A. K. Trapezriikov, and A. I. Kitaigo-
rodsky, Radiography, Mashgiz, Moscow, 1951.
CJ Methods for Studying Metal Structure
To determine the content of various phases in an alloy, it is suffi-
cient to make a radiograph and to determine whether’ it has s: j-
cal ines spaced at a distance equal to that computed beforehand for
the most intensive lines of the phase being determined. The number
of lines on a radiogra , their form, position, and uniformity of dar-
kening enable conclusions to be made concerning the changes that have
taken place in a metal or alloy. Thus, the appearance of-a new phase
will produce additional lines on the radiograph, an increase in grain
size will cause a lack of continuity or gaps in the lines, formation of
a texture will darken the Debye lines to the maximum extent, etc.
In addition to. X-ray crystallography, electronographic analysis
is also widely used in laboratory practice. The _pigiomence of diffrac-
tion is produced by.the passage of a pencil of rons thre acry-
stalline solid ia the same manner as for a pencil of X-rays. Electron
diffraction can be expediently applied as a method of investigation in
the same cases that X-ray structural analysis is used.
Metal structure is revealed by electron diffraction in a special
instrument called an electronograph.
A narrow pencil of accelerated electrons, obtained in the electron-
ograph, is directed to the metal specimen and the resulting diffrac-
tion pattern is recorded on a Photographic plate or on §lm.
Electronographs of latest designs enable diffraction patterns to be
observed at different temperatures. This ides for a direct study of
phase transformations in metals and al cys.
In principle, the electronograph resembles the electron mi
Fi . 42) which is frequently used to obtain electron diffraction
patterns. :
RADIOGRAPHY (X-RAY FLAW DETECTION)
Radiography is extensively employed to inspect cast, welded, or
forged components for the purpose of detecting internal flaws (blowho-
les, porosity, lack of weld penetration, etc.). A schematic diagram
of an X-ray flaw detection unit is shown in Fig. 45.
X-rays, passing through a solid, are partially absorbed by the
material. The absorption will vary along the cross-section, if inter-
nal defects are it, and therefore a photographic film, plsced so
as to intercept the emergent beam, will show lines or areas of varying
intensity. The negative will be darkened more at places corresponding
to the ibcation the defects, due to less absorption of radiation.*
Up-to-date X-ray units provide radiation with a penetrating
power that enables steel specimens up to 100 mm thick, copper
and its alloys up to 60 mm thick, and aluminium and its alloys
* Regions more penetrable to X-ray radiation will be darker, areas of high ab-
sorption ill be lgtter ne (OXY ’ ‘eh
Methods jor Studying and Inspection of Metals ond Alloys
6t
to 400 mm to be tested. The y-rays of radioactive isotopes
ye better results for thicker sections, The atom nuclei of such
are of unstable structure and spontaneously emit much
in the form of a-particles (helium nuclei), f-particles
lectrons), and y-Tays. These y-rays resemble X-rays but have
el 8
te
Ua?
Fig. 45. X-ray flaw detection unit:
tube, 2—direetion of beam, 3--specimen, 4—casselle, 5—X-ray film, 6—lead shield,
1G Jiaclusion tol higher denalfyi, Bec huorescent xeon, 702 ray. Blas or teen
i. en shorte? wave lengths (from 10~** to 10-"! cm).. This makes them
Emore penetrative than X-rays. The source of y-radiation is usually
bathe radioactive isotope of cobalt, enclosed in a special ampule.
4-4. Physical Methods for Studying and Inspection
of Metals and Alloys
&. Thermal analysis.* Phase transformations in metals and alloys
ate accompanied either by the evolution or absorption of heat. Ther-
mal analysis consists in determining the temperature at which heat
is absorbed or evolved. This can be done. by simply measuring the
~_——_—_
* The development of thermal analysis has been based, to a great extent, on the
work of Academician N.S. Kurnakov, the outstanding Soviet chemist.
62 Methods for Studying Metal Structure
temperature of the metal (or alloy), being heated or cooled, at equal
intervals of time. This temperature-time relationship is plotted as
a heating or cooling curve (Figs. 70 and 81). Broken lines or horizontal
steps on the otherwise smooth curves indicate the temperatures at
which heat is evolved (in cooling) or absorbed (in heating) due to trans-
formations in the alloy. Temperatures at which changes occur in an
alloy are called the critical points.
Temperature difference
between specimen and standard
S
$1000
ie
ye
S 400)
i
:
KR
Time
Fig. 46. Heating and cooling curves tor a metal: Curve / is plotted in “temperature-
time" coordinates while curve 2is plotted in “temperature difference (between test-
piece and standard)-time” coordinates
This type of thermal analysis is applicable only if a considerable
amount of heat is evolved. Differential thermal analysis is employed
to record transformations accompanied by very small thermal effects.
In this procedure, the difference in temperature is determined between
the specimen being investigated and another material (standard),
which does not undergo transformation in the range considered.
Both are heated or cooled simultaneously, under identical conditions.
The results of a differential thermal analysis are plotted as tempera-
ture difference-time curves (Fig. 46). At the moment of transformation,
Physical Methads for Studying and Inspection of Metals and Alloys 63
the temperature difference increases sharply and does not depend on
the healing or cooling conditions.
Dilatometric analysis * is also used to determine the temperature
of phase transformations (critical points). For this purpose, changes
in length are noted in heating or cooling the specimen, or under iso-
thermal conditions (constant temperature). Changes in the length of
the specimen indicate the vo-
Jumetric changes that accom-
any a transformation in the
metal (Fig. 47, a). This met-
hod is applied for determining
the critical points in steel
since its transformations are
always accompanied by substa-
ntial changes in volume (due
to the different specific volu-
mes of a- and y-iron). The
differential method of dilato-
metric analysis is used to ob-
tain higher accuracy. In this
case, the difference in the ex-
pansion between the specimen
and the standard is measured
in reference to the temperatu-
te. The temperature is determi-
ned by a dilatometric pyrome-
ter, ie., by the expansion of
astandard material having a
known relation of expansion
to temperature.
A dilatometric curve for an
0.8 per cent _C steel is illu.
flrated in Fig. aT, When
the temperature reaches a cri- ., .
tical point in heating a speci- Fig. 47. Oates ees et steel con-
men, the changes in its length a—simple record _in “extension-lemperature” co-
as differing from the standard Sigimlet (i diernliat eed op, agrsion
will depend, not somuch upon perature” coordinates
thermal expansion (in heating)
or contraction (in cooling), as upon the transformations in the metal
or alloy (for example, allotropic transformations). At this point an
abrupt expansion or contraction of the specimen occurs. This produces
a sharp break in the hitherto smooth differential curve which turns
sharply upward or downward.
o
Length
emperature
Sta Po al.
ai,
* Dilato is the Latin for “1 expand”.
ry Methods for Studying Metal Structure
Special instruments, called dilatometers, are used in dilatometric
analysis, They mfy also be employed to determine the coefficient of
thermal expansion in a given temperature interval.
Electrical research methods, The physical parameter determining
the electrical properties of metals is their specific resistance or elec-
trical resistivity p, expressed in ohm-mm?/m.
The electrical resistivity of metals and alloys not subject to phase
transformations in heating, increases upon an increase in temperature
according to the linear equation:
P= Pn [lta (t,—t))
in which Is the temperature coefficient of resistivity. The resistivity
of metals and. alloys depends on their specific physical nature and
may chi substantially in accordance with their composition and
structure (this was first discovered by N. S. Kurnakov).
The resistivity of alloys differs considerably from that, of pure
metals (Figs. 85, 89, and 94). Its variations, depending on the concen-
tration of the elements comprising the alloy, are essential indications
of its nature and structure.
Electrical resistivity of alloys is ordinarily measured by the duplex
Thomson bridge or by potentiometric methods (which are more ac-
urate).
Magnetic methods of research and inspection. The chief characteristics
of the magnetic pre jes of materials are the permeability p, which
is defined as the ratio of the induction B (in gs) to the magnetising
force A (in oersteds): a
b=
and the magnetic susceptibility K
K=4
in which / is the intensity of magnetisation. The Suseeptibilit K
Is related to the lity » by the equation h=1+-4aK. y
Depending on the character of their magnetic properties, materials
are classified as: .
1. Diamagnetic materials, having a small negative susceptibility,
independent of the temperature and magnetising force. Such materi-
als include zizic, gold, nereury, ete
- 2. Paramagnetic materiats, for which K>0. These include lithium,
sodium, rubidium, and other metals,
3. Ferromagnetic materials, such as ion, nickel, cobalt, and their
alloys. These metals have a positive magnetic susceptibility which
greatly exceeds that of paramagnetic materials.
The permeability of ferromagnetic materials may reach high values
{up to 3.5x 10*) and depends not only on the temperature but also
upon the magnetising force
Physical Methods Jor Studying and Inspection of Metals and Alloys 65
etic materials are characterised by the initial permeability
the maximum permeability p..,- The relationship between the
of magnetisation and the magnet ising force or field is illustrated
magnetisation curves and hysteresis loops (Fig. 48). .
magnetic induction 8 first increases with an increase of the
ising feree H and then remains practically constant.
Fig. 48. Magnetisation curve .and hysterests loops
“The phenomenon of hysteresis is typical of ferromagnetic materials.
When the magnetising force is reduced to zero, a ferromagnetic mate-
eh magnetised to saturation, will retain residual induction B,
(Fig. 48).
: The reverse magnetising force required to reduce B, to zero is called
F the coercive force H. (Fig. 48).
The magnetisation of ferromagnetic materials decreases as the
; temperature increases. Above a definite temperature for each given
: metal (Curie temperature), ferromagnetic properties disappear and
:. the metal becomes paramagnetic.
When a ferromagnetic material is placed in a magnetic field, a small
change in linear dimensions and volume results. This phenomenon
Is called magnetostriction.
The saturation intensities of magnetisation and magnetostriction are
- structure-insensitive properties. They are determ by the composi-
‘tion, atomic structure, and the quantitative ratios of the phases of
‘which the alloy is comprised. Coercive force (H,), permeability (1)
or susceptibility (K), and residual induction @) are structural-
sensitive ies. These ‘ies depend to a great extent upon
> the dispersity and shape of the crystallites, their orientation and rela-
tive arrangement, as well as distortion of the crystal lattice, i.e.,
upon stresses, etc. (see Sec. 13-12).
~ A study of the changes that occur in magnetic properties when
famposition and treatment are varied enables one to understand
the transformations taking place in ferromagnetic metals and their
66 Methods for Studying Metal Structure
alloys. Magnetic research methods are extensively employed, for
example, in studying allotropic transformations in iron and its alloys.
They are particu arly useful to study the transformations of supercool-
ed austenite (Sec. 8-3) and for determining the amount of retained aust-
enite (Sec, 8-5). They are also used to study the ordering of solid
solutions (page 108), the ageing process (Sec. 8-7), and others.
The magnetic method is also used for nondestructive testing of
the composition and structure and, therefore, the properties of many
articles after heat treatment. The testing methods are based on the
measurement of a definite magnetic characteristic such as: magnetic
saturation, residual induction, coercive force, and magnetic permea-
ility.
A magnetic testing method wil! satisfy all requirements of shop
inspection for those cases in which a definite. relationship has been
established between the magnetic properties and the structure of
steels.
Magnetic testing is distinguished for its high sensitivity, rapidity,
simplicity, and the possibility of being fully automated.
lagnetic inspection (magnetic flaw detection) is most extensively
used to reveal surface defects on machine components (quenching,
grinding, and fatigue cracks, hair cracks, lack of weld penetration,
etc.), The method is based on the principle that when a ferromag-
netic component is magnetised, stray fields are produced at all discon-
tinuities in the surface (at cracks). If the component is immersed
in an oil (or gasoline, alcohol, etc.) bath containing suspended particles
of magnetic powder (magnetic suspension), the particles will be at-
tracted by the dispersion field and will collect on the edges of the aw
so as to reveal jit.
The radioactive isotope method (tadioactive tracers) has been widely
used in physical metallurgy in recent years. The application of radio-
active tracers (“tagged” atoms) became ible after the discovery of
artificial radioactivity by Frédérick Joliot-Curie and [rene Curie
in 1934.
The atomic nucleus of a radioactive material has a complex and
unstable structure. Therefore, such materials continuously and spon-
taneously emit considerable energy in the form of radiation that
cannot be controlled. As mentioned above, this radiation includes:
1) a-rays which are positively charged helium nuclei and are only
slightly deflected by a magnetic field. When a-rays pass through a gas,
it is ionised. This enables the passage of the rays to be observed by
their traces or, as. they are called, “tracks”. The velocity of «-particles
is about 17,000 km per hr. 2) B-rays which are negatively charged
electrons and are strongly defected by magnetic fields. B-rays possess
Jess ionising capacity than a-radiation. The velocity of f-particles
approaches that of light. 3) y-rays which are electromagnetic waves
of the X-ray type but with considerably shorter wave length. y-rays
Physical Methods for St and Inspection of Metals and Atloys 67
are undeflected by a magnetic field, they are not charged, and do not
jonise gases.
Radioactive or unstable isotopes are the ordinary source of radia-
tion. Radioactive isotopes of most of the elements may be obtained
artificially as by-products of nuciear reactions.
More than 1, fadioactive isotopes have been obtained artificl-
ally at the present time. Radioactivity is associated with processes
which take place in the atomic nucleus. The number of atoms that
decays in a unit of time is proportional to the initial number of radio-
active atoms. The same fraction of the radioactive atoms, strictly
defined for each element, decays in each time unii. This fraction is
known as the radioactive decay constant. The decay constant determines
the possibility for decay or disintegration in a unit of time. The larger
this constant, the more unstable the atomic nucieus is.
Another value is usually employed to characterise the rate of radio-
active decay. It is called the half-life period and is equal to the time
tequired for the initial number of radioactive atorns to be reduced
by one half. The half-life of various elements ranges fromm 10-° second
to several milliard years. The half-lives of sertain more frequently
used isotopes are: Fe'*—57 days, S*#—&8 days, C'—from 10° to
105 years, B!7— 0.022 second, etc.
The application of tagged atoms or tracers for studying metals
and alloys is based on mixing radioactive and nonradioactive sub-
stances. The introduced radioactive substance cannot be chemicaily
separated from the nonradioactive substance and they act in exactly
the same way in all processes that occur in the metal. Due to their
tadioactivity, however, movements of these tracers can be observed.
Special counters are used to register radioactivity (radioactive
radiation). They are based on the ionisation uf the substance in the
detector or tube of the counter by radioactive particles. The counter
enables each elementary act of decay of a rudivactive substance to
be registered. The autoradiography method may also be used for the
same purpose. Here, a specimen containing the radioactive clement is
ET on a special photographic plate (rhetographic emulsion).
he location of the blackened areas, that appear fier the plate is
developed, corresponds to the distribution of radioactive substance
in the specimen. The degree of blackening or density is proportional
to the amount of the isotope in the given volume. These blackened
areas or spots are due to the action of radioactive emission on the pho-
tographic emulsion. The photograph obtained by this methad is called
a micro-autoradiogramme (Fig. 49).
Due to its high sensitivity and accuracy, the radioactive tracer
method is finding more and more extensive application. In phys-
ical metallurgy, this method is successfully used for studying the
ptocess of diffusion (self diffusion), the distribution of impurities
and of elements speclally introduced into an aiioy, and also for phase
5t
68 Methods jor Studying Metal Structure
analysis. Radioactive tracers are of exceptional value for studying
the mechanism of friction and wear in metals *, as well as the behavi-
our of metals in forging and press-working.**
Ultrasonic inspection *** is being employed to a certain extent,
lately, for revealing al! sorts of internal fiaws (blowholes, porosity,
certain cracks, etc.).
Fig. 49. Microstructure (a) and micro-autoradiogramme (b) of the same specimen
Ultrasonics are elastic waves of frequencies far beyond the audio
range. Frequencies of the order of 10* cycles per second are used in
ultrasonic flaw detection. .
The jditectivity of Ate vibrations werent pith an increase
in their uency. a ler of one megacyele
‘second, the je of di noe 1s 30 small that th may be called
Pittrmonic beams Co omy
Ultrasonic inspection is based on the property of ultrasonic vibra-
* BLP. N |. Rewarch on Wear in Culting Toots Conducted with
Redtoactice Isotopes, 7 1965,
uss.R. vee evga Pracesdings of the Academy of Sciences of the
“sas F é
a more Getall see Up-toDate Methods of Testing Exginsring Materials,
wee
Physical Methods for Studying and Inspection of Metals and Alloys 6
tions for passing through metals over large distances, as directed from
the surface of various defects. A flaw, deep within the metal, may be
detected and its shape may be determined by registering the reflected
waves or the energy of the waves that have passed thi the metal.
f General methods employed in ultrasonic flaw detection are the
ollowing:
1. The pulse method. This more extensively used method is designed |
for detecting discontinuities in the metal (blowholes, porosity, etc.),
located at depths from several millimetres to several metres, and.
for establishing coarse-grained zones in blanks and finished articles:
The reflection of ultrasonic waves from the boundaries of flaws
is used to reveal blowholes, porosity, and cracks. Coarse-grained
zones are detected by the scattering of the waves by large crystallites.
In the operation of a pulse-type ultrasonic flaw detector, the emitt-
er * transmits short pulses of elastic vibrations (with a duration
from 0.5 to 10 microseconds) separated b pauses from 1 to 5 milll-
séconds tong. Upon the presence of an ol {flaw in this case),
which may be considered as a dlisconf inulty in the acoustic properties
of the medium, the echo-signal is reflected from the boundary of the
flaw to the receiver and is registered by an indicating device. The
distance to the defect may be determined by.the time that elapses
between the transmission of the * pulse and the reception of the echo-
signal. If the zone being inspected has a coarse-grained structure, the
ultrasonic vibrations will be ‘scattered at the boundaries of the
crystals. The echo-signal will be considerably weakened and may even
disappear completely. The pulse method is used when the inspected
item is accessible from one side only.
2. The resonance method is based on the generation of a standing
wave in the metal due to interference. In this method, the variations
in the operation of the emitter are observed at the moment that stand-
ing waves appear. The resonance method is chiefly employed for test-
ing items up to 15 mm thick. It is also used to measure the thickness
of metal, zones of corrosion, etc.
3. The shadow method is based on the “sound shadow” which appears
beyond a defect located in the path of ultrasonic vibrations. This
method has found comparatively few applications due to the cumber-
some apparatus required and to a number of inconveniences in ope-
tation. This method, however, may be further developed to obtain
_ 4n image of the defect on a screen.
In conclusion, it must be noted that ultrasonics are being employed
more and more extensively in the Processing of metals to speed up
diffusion processes, to change the conditions of solidification (and con-
sequently, the structure of metals) in the casting of metals, for cleaning
- metal items, etc.
cA piezo-electric ‘Wansducer excited by radio irapulses of a special generator.
Chapter 5
THE MECHANICAL PROPERTIES OF METALS
5-1. Mechanical Testing of Metals
In the course of operation or use, all articles and structures are
subject to the action of external forces which create stresses that ine-
vitably cause deformation. To keep these stresses, and, consequent-
ly, deformations within permissible limits, it is necessary to select
suitable materials for the components of various designs and to
apply the most effective heat treatment. A comprehensive knowledge
the chief characteristics of semi-finished metal products and fini-
shed metal articles (strength, ductility, toughness, etc.) is essential for
this purpose. For this reason, the specifications of metals, used in the
manufacture of various products and structures, are based on the results
of mechanicai tests.
Mechanical tests are those in which specially prepared specimens
(test pieces) of standard form and size (and less frequently, the articles
and structures) are tested on special machines to obtain the strength,
ductility, and toughness characteristics of the metal. Mechanical
tests may be conducted under various loading conditions. Tests may
be: 1) static, when the load is increased slowly and gradually and the
metal is loaded by tension, compression, torsion, or ending: 2) dyna-
mic, wher the load increases rapidly as in an impact, and 3) repeated
or fatigue (both static and impact type), when the load repeatedly
varies in the course of the test either in value or both in value and
in direction.
5-2. Tension Tests
Tension tests are of the static type, i.e., they are tests in which
the load is increased comparatively slowly, from zero to a certain
final value. Standard specimens (GOST 2055-43 *), used for tension
tests, are shown in Fig. 50. The specimens may be of round (a) or
flat (6) cross-section. The ends of the specimen are secured in the
grips of the testing machine. The mechanical properties in tension
are determined on the gauge length /, of the specimen. Such testing
machines as the universal lever-pendulum type (Model P5), the Gaga-
* Here, and throughout the book, GOST (Russian—TOCT) fs the abbreviation
for the U-S.S.R. State Standard,
Tension Tests 7m
rin press, model HM-4P (designed by the TsNITMASh Institute),
and others * are extensively used for tension tests.
All tension testing machines have two chief parts:
1. unit for applying a load to the specimen (with a hydraulic or
mechanical drive), and
2. unit for measuring the applied load (lever with adjustable
weight, pendulum-type lever, pressure gauge and hydraulic capsule).
Testing machines are often equipped with recording devices which
Fig. 50. Tensicn-test specimens. The gauge length fy for_a long specimen is taken
as f=11.3 V Fo and for a short specimen f5=5.65 Y Fy, in which Fo is the cross-
sectional area in sq mm. The standard dimensions of the long specimen should be:
f5=200 mm, d=20 mm, Fy=3i4 mm?
automatically record changes in length of the specimen in accordance
with the applied load (stress-strain diagram). The most accurate
tension stress-strain diagrams may be obtained on the Gagarin press
and the model HM-4P testing machine.
Fig. 51, @ illustrates a tension load-elongation diagram for low-
carbon steel. It is evident from the diagram that at first the elongation
is proportional to the load. This law of proportionality remains valid
up toa certain load P, which is called the load at the limit of propor-
ionality.
The stress, calculated on the basis of the initial cross-sectional area
of the specimen
P
Opa kg per sq mm
is called the timit of proportionality or proportional limit.
The conventional proportional limit o, is the stress at which the
deviation from a linear relationship between the stress and deforma-
tion has reached a value for which the tangent of the angle between
the curve and the stress axis has increased by 10 per cent.
Stresses not exceeding the proportional limit result practically
in elastic deformation only, i.e., strain that disappears when the
load is removed. For this reason the proportional limit is frequently
identified with the elastic limit, so that o,=o,. This is actually
not so but accurate enough for practical putposes. Usually the elastic
* A detailed description of these and other machines is given in D. O. Slavin
and D. M. Shapiro, “Mechanical Testing of Metals, Metallurgizdat, Moscow, 1950.
T2 The Mechanical Properties of Metals
limit 9, is defined as the stress at which the permanent. set is equal
to 0.005 per cent of the initial gauge length i +) of the specimen.
Thus, o, and 6, characterise the resistance of the metal to. small
plastic ‘deformations.
The, proportional and elastic limits are essential characteristics
of a metal. Any structure or machine component must be designed so
that its working stresses do not exceed 9, and 6,.
an 5, g/mm®
44am Strata, &
Fig. 51, Tension-test diagrams
There is a line relation in the region of elastic deformation between
es:.. id strain for metals and alloys. [t conforms to the law of pro-
ty (Hooke's Law):
The coefficient of proportionality E called the modutus of elas-
ticity (Young’s modulus) characterises the rigidity of a material,
i.e., its resistance to elastic deformation in tension.
The modulus of normal elasticity E depends only to a comparati-
vely smal! extent on the structure, heat treatment, and composition
of an alloy. It is determined, mainly, by the type of ‘crystal lattice.
The moduli of elasticity for certain important engineering metals
are as follows: :
7,200 | 12,100 | 21,000 | 4,500 | 10,300 | 36,000
Tron, which has a high modulus of elasticity, is the most important
of engineering materials. -
At an increase of load beyond P,, the relation between load and
elongation will depart from a straight line. The straight line will
. Tension Tests 73
become a curve and, at a certain load, a horizontal step will some-
’ times appear on the diagram. This horizontal step indicates that
the metal is elongated (yields) without an increase in load. The load P,
is called the load at the yield point and the corresponding stress
-?. 2
a, i kg/mm!
* is called the yield point.
Thus, the yield point is the minimum stress at which the specimen
is deformed (yields) without a noticeable increase in the load.
Appreciable plastic deformation, i.e., deformation which remains
. after the load is removed, occurs above the proportional limit. Elastic
deformation causes only elastic distortion of the crystal lattice while
in plastic deformation, slip of some magnitude takes place.
: metals do not have a clear-cut yield step (“sharp-kneed”
} stress-strain diagram).* In this case, the curve passes smoothly from
the elastic section to the section corresponding to plastic deformation
(Fig. 51, 6). For such diagrams the conventional yield point is defined
as the stress at which the specimen receives a permanent elongation
equal to 0.2 per cent of the initial gauge length denoted as ,.,. The
. yield point is easily determined and, for this reason, is extensively
employed as an indication of strength in engineering materials. At
the present time, it has often supplanted such characteristics as o,
and o,, since the latter require precise instruments for their deter-
‘mination.
A further increase in load will cause more marked deformation in
the whole volume of the metal. The maximum load which the specimen
. can withstand without failure is called the load at the ultimate strength
and corresponds to the stress
o,= e kg/mm?
which is called the witimate strength or tensile strength.
» The ultimate strength o, is the stress corresponding to the maxi-
mum load before failure of the specimen. Beginning with the stress
» G,, the deformation is concentrated in one section of ductile metals,
A localised reduction of cross-sectional area or “necking down” appears
on the specimen, the load falls, arid at a certain moment, failure
occurs. Thus, for ductile metals, the ultimate strength characterises
:, the resistance of the metal to considerable plastic deformation.
In a tension test, in addition to strength indices’ such as 9,, 9,,
6,, and o,, ductility indices are also determined. They indicate the
ability of the metal to deform in static tension tests without failure.
* The reasons for the occurrenée of a yield step are not suifiently clear as yet.
_. It 1s most frequently explained by the segregation on the grain boundaries of
briftle components that impede grain deformation.
™ The Mechanical Properties of Metals
Ductility indices comprise:
Retative elongation 8, which is the ratio of the extension in length
of the specimen after fracture to its initial gauge length, expressed
in per cent:
6 =a 100 per cent
in which J, is the gauge length of the specimen after fracture.
Relative reduction of area t which is the ratio of the reduction
of cross-sectional area in the fractured specimen to the initial cross-
sectional area, expressed in per cent:
y=
In determining a,, 0,, and @,, the corresponding loads P,, P,, and
P, are divided by the initial cross-sectional area f of the specimen.
The tension test diagrams shown in Fig. 51, a and & do not take
into consideration the considerable reduction of area of ductile metals
at stresses above the yield point and particularly upon necking down
of the specimen. A more accurate relationship between specimen defor-
mation and actual stresses is obtained from a true stress-strain diagram.
This diagram is plotted in the coordinates true stresses (S)-true elon-
gation (:). The true elongation e is the length increment of the specimen
at each uistant referred to the actual length at that instant, instead
of to the initial length:
e=in( ! )=mn be
Te Ie
in which: » is the reduction of area of the “neck”,
? is the initial cross-sectional area, in sq mm,
f, is the cross-sectional area in the process of deformation,
in sq mm.
A true stress-strain diagram is shown in Fig. 51, c. On this dia-
gram the yield strength is denoted as S, and the iailure stress as
Sy. The values of o, and S, are practically the same for all brittle
metals which fracture without considerable plastic deformation. S,
is always larger than , for ductile metals. It is evident from Fig. 51, ¢
that the true stress-strain diagram has two straight line sections
corresponding to the ranges of elastic and plastic behaviour. Since
the plastic deformation is much more important than the elastic
deformation, the range of elastic behaviour is frequently considered
as coinciding with the Y-axis; such a diagram is drawn as in Fig. 52.
One of the most important values that characterise the properties
of a metal in the range of plastic behaviour is the modulus of strain
hardening D. This modulus is equal to the tangent of the angle that
the straight line, in the plastic range of a true stress-strain curve,
makes with the X-axis (Fig. 52). It indicates the capability of the
metal to be strain hardened (hardened by plastic deformation). The
Tension Tests 5
steeper the straight line in the plastic range of the curve, the higher
the modulus of strain hardening, i.e., the higher the stress must be to
obtain the required amount of plastic deformation. The larger D
is, the higher the cold hardenability of the metal and the more it is
subject to cold hardening in the process of plastic deformation.
Strain §
Fig. 52. True stress-strain dia- Fig. 53. Diagram showing the relation
gram of the brittle and ductile state of solids
to the temperature and rate of defor-
mation (after A. F. Joffe)
The ductility of a material depends upon the main values character-
ising its mechanical properties:
—6,
eats
Therefore, the larger a, and D are, the less the ductility will be.
An increase in S, increases the ductility as well. The amount of work
to carry a material to failure, or the toughness (see impact tests,
Sec. 5-4), is equal to the area under a complete stress-strain curve.
It may be expressed as a function of S,, 6, and D:
sk—o}
2D
a,=
Hence, comparatively small variations in the values of S, and o,,
which are in the second power in the equation, may substantially
affect the toughness though they do not have a noticeable effect
on the ductility.
Mechanical properties depend on the test conditions. It has been
established that lowering the temperature or increasing the rate
of deformation considerably increases the resistance to piastic defor-
mation (G,, 0,, as well as D) (Fig. 53), though they do not change
% The Mechanical Properties of Metals
the cohesive strength (see Sec. 3-1). Thus, at low temperatures (or
high rates of deformation), metals and alloys, which are ductile at
normal room temperatures (or low rates of deformation), may fail
with a brittle fracture because the cohesivé strength S; is reached at
stresses below the yield point. The higher the cohesive strength S,,
the lower the temperature at which a metal or alloy will pass over
from a ductile to a brittle state, i.e., the less it is susceptible to brittle
racture.
In tension tests, normal tension stresses are the more important
since they are twice as large as the tangential stresses. Therefore
in testing high-strength alloys having low ductility, compression
and torsion tests are being more frequently employed. Here, the effect
of normal stresses is considerably less than that of tangential stresses.
Tangential stresses
—
Hi a
Wormat tension stresses
Fig. 54. Mechanically-stressed state diagram Fig. 55. Stress distribution in a
showing the effect of the stressed state on the tension test of a notched f
m mechanical properties: - men! pee
4, 2—penetration, scratching, 3—torsion, 4—tension, ‘O,—exial stress, O.—radial stress, and
§-—tension of a notched specimen, /—solt metals, G,~-transverse stress, directed along
Ogee leas oie. Beieadaeay TOMER le egg oF
The diagram of the mechanically stressed state (Fig. 54) shows the
walitative effect of the method of loading on the type of fracture
Q paration or shear) obtained. tial
Troax->Smar: i.e., if the tangential stresses are large In comparison
to the normal stresses, the stressed state will be of the “mild” type
and the metal will fracture by Shear which will be preceded by consi-
derable plastic deformation. If, on the other hand, S...>>Tmax» then
the metal will be in the “severe” stressed state and will iail by separa-
tion (brittle fracture) without noticeable plastic deformation.
Notches, i.e., sharp changes in cross-section, have a large effect
on the mechanical properties of metals. Notching in a specimen is
Hardness Tests 7
ilar, in effect, to actual machine components of intricate shape,
h through holes, thread, etc., or to internal defects in a metal in
form of various discontinuities (nonmetallic inclusions, graphite
‘east iron, cracks, etc.). As is evident from Fig. 55, a notch will
Fause nonuniform distribution of stresses and thus lead to stress con-
gntration. Nonuniform distribution of stresses, though they often
jrease the resistance to plastic deformation (g,, o,), will always
Bntribute to lowering the ductility of a metal (6, »). The effect. of
B notch must be regarded among the factors that contribute to the tran-
tion of a metal to the brittle state. A notch reduces the ultimate
gth of -high-strength and brittle materials. The sharper the
otch, the more its effect will be on the mechanical properties of a
petal. Notch sensitivity, which is defined as the change in properties
| a notched specimen, is one of the most important characteristics
materials and is detérmined by special tests.*
8-3. Hardness Tests
Hardness is the resistance of a metal to the penetration of another
‘der body which does not receive a permanent set.
Hardness tests consist in measuring the resistance to plastic de-
ation of layers of metal near the surface of the specimen. In the
oeess of hardness determination when the metal is indented by
special tip (steel ball or diamond cone), the tip first overcomes
resistance of the metal to elastic deformation and then, a small
jount of plastic deformation. Upon deeper indentation of the tip,
overcomes large plastic deformation. Therefore, hardness is not an
dependent characteristic of the mechanical properties. It determines
the same properties as in other testing methods, for example, tension
fests, but under different loading conditions. .
This fact enables a celation to be established between the hardness
jad ultimate tensile strength of ductile metals. For metals of. low
uctility, in which the tensile strength is characterised by the cohe-
sive strength and not by the resistance to considerable plastic deforma-
ion, the relation between hardness and ultimate tensile strength is
ot sufficiently reliable. : :
It is necessary to distinguish; 1) macrohardness, which is the hard-
ess of a material determined b: tesistance to plastic deformation
na volume so large that the differences in actual hardness of its com-
Eponent microvolumes are of no influence, and 2 microhardness,
FWhich is the hardness of materials in microscopical ly small volumes
ness of the separate structural components).
For more detail see N. A. Shaposhnikov, Mechanical Testing of Medols, Mast-
Moscow, 1964.
78 The Mechanical Properties of Metals
Hardness measurements for determining the properties of a machine
component have found extensive application in the quality control
of metals and metal products in all branches of industry due to the
rapidity and simplicity of the tests and their nondestructive character.
The most widely employed hardness testing methods are:
Bail-indentation tests (Brinel! principle). This method consists
in pressing a hardened steel ball under a constant load P into a spe-
cially prepared flat surface on the test specimen (Fig. 56). After re-
l,
a
2 y a —
o
ad
a@
Fig. 86. Brinell hardness test:
a—indentation having encircling ridge, 6—indentation having encircling depress ion
moving the load, an indentation remains on the surface of the test
specimen.
If the area of the spherical surface in the indentation is denoted as
F sq mm, the Brinell number Ban will be
Bhna= £ kg/mm?
Thus the Brinell number Bhn is the ratio of the load, applied to
the ball during the test, to the area of the indentation produced by
pressing the ball into the test specimen.
If the indented area F is expressed-y the ball diameter D and
the diameter of the indentation d, then the Brinell hardness number
may be determined from the formula
2P
Bha= =D D-VB= a kg/mm*
The ball diameter and applied load are constant and are selected
to suit the composition of the metal, its hardness, and the thickness
of the test specimen (Table 2). The diameter of the indentation is mea-
sured with a special magnifying glass containing a scale graduated in
tenths of a millimetre.
Hardness Tests 79
Table 2
Brinelt Test Conditions (according to GOST 10241-40)
Thickness
of test
speciinen,
mm
Ratio of load
Materiai P to bi
ame
Steel, cast) up to 450) ows
er 6 10 | 3,000
iron from 6 to 3} P=30D* 5 730 | 10 to 30°
less than 3 2.5 187.5
Copper and} 31.8 to over 6 10 1,000
its alloys, 130 from 6 to 3) P= 10D 5 250 a
magnesium less than 3 2.5 62.5
alloys, etc.
Aluminium, | 8 to 35 over 6 10 250
babbitts from 6 to 3} P=25D* | 6 62.5 Cy
less than 3 25 15.6
* For hardnesses op to Bha 140, the time of toad application is 30 sec; for harder ma-
terials — 10 see.
In practice, the Brinell numbers corresponding to a given observed
diameter of indentation d are taken from tables to simplify calculations.
The following relationship exists between the Brinell hardness
number and the ultimate strength of metals which form a neck in
tension tests:
o,=k Bhn
in which k=0.36 for rolled steel and &=0.3 to 0.4 for steel castings.
it is not advisable to apply Brinell tests to materials having a hard-
ness which exceeds Bhn 450 since the ball may be easily deformed and
ihis will introduce errors into the test cesults. The hardness of the ball
should be at least 1.7 times higher than the test specimen to prevent
permanent set in the ball.
Determining hardness by the depth: of indentation of a diamond
cone or small steel ball (Rockwell principle). This test, like the
Brinell test, is based on the indentation a hard tip or inden-
ter under a static load into the test specimen. In the Rockwell test
the hardness is determined not by the diameter but by the depth of the
indentation or impression.
The indenter or “penetrator” in a Rockwell test may be either
a conical-shaped diamond (called a “brale") with a 120° apex angle
or a hardened steel ball 1.5875 mm ('/1,") in diameter. The brale
is used for testing materials with a high hardness and the steel ball
for softer materials. The brale and the ball are indented by two conse-
cutive loads: the preliminary load P. (equal to 10 kg) and the additio-
nal load P which equals 90 kg for the ball (Scale 8) and 140 kg for
80. The Mechanical Properties of Metals
the brale (Scale C).* A brale with an applied load of 50 kg (Scale A)
is employed for very hard materials and thin test specimens, The
Rockwell superficial-hardness tester is applied for testing thin layers
near the surface or thin specimens (nitrided steel, safety-razor
blades, etc.). In this machine, the preliminary load is 3 kg and the to-
tal loads may be 15, 30, or 45
After foading, the additional load is removed. The Rockwell hard-
ness number is the difference in depths of the indentations made by
applying the total and preliminary loads, measured after removing
‘the additional load (Fig. 57).
Fig. 57, Hardness determination with a
diamond cone (braic) in a Rockwell test:
By pen a ante pe i
id. $-3—penetrs aff
i a te Ps
The Rockwell hardness number is read directly on the dial of the
instrument having a scale graduated in hardness units which are de-
termined by the formula
Rt
in which k Is e cmmstant equal to 0.2 for the brale and 0.26 for the
A, Is the depth of penetration, in mm, of the brale (or ball)
after removing the additional load (Fig. 57);
A is the depth of penetration, in am, of the brale (or ball)
under the preliminary load P. (Fig. 57);
¢é is the value of the scale divisions (0.002 mm).
Rockwell U tests are are widely applied in industry due to the rapidity
and i icity with may be fers formed, high accurac
achi due to the small size of impressions produ
The Rockwell hardness number may be converted into the Brineli
"Determine Rardness by indent
Determining by indentation of a diamond pyramid (Vickers
principle **). ‘This testing method is used for determining hardness of
* The total load fs the sum of the preliminary and additional toads,
°° According to GOST 2090-45,
Harden Tests ai
Shusided et Specnens hee sen ie nerd
, wi » etc. a ESS.
test consists in forcing a tare based dfamond Yyrauid (with an
iy 'angle of 136° between opposite faces) inte the groun: or even polished
‘ suriace to be tested. The hardness number is defined as the ratio of the
F’ load in kilograms to the surface area of the indentation in square mil-
;! limetres. The latter is calculated by measuring the length of the dia-
i onals of the indentations. The hardness number is determined from
aP sing Pp
VHN =—y— = 1.85445
in-which P'is the applied Joad (6, 10, 20, 90, 50, 100, or 120 kg);
: a is the angle between opposite faces of the pyramid (@=
== 136};
@ is the arithmetical mean, in mm, of the two diagonals
. Measured after removing the load.
‘The load is selected in accordance with the size and hardness of the
i specimen. The thinner the specimen, the less load required. On the
her hand, the higher the load, the more accurate the results will be.
, As a rule, the Vickers hardness number is determined from special
tables in accordance with the measured value of d (length of the diago-
nal). Vickers and Brinell hardness numbers are expressed in the same
: units and coincide for hardnesses up to about 400. At higher hardnes-
, $08, the Vickers number is larger the Brinell number.
> Microhardness. At the present time microhardness tests are widely
; used to determine the hardness of exceedingly thin layers, very small
specimens, and even separate structural components of alloys, This
method is based on combining a hardness tester, using a diamond
: ‘potamid indenter at low loads, with a metallurgical microscope. Loads
oS | to 200 g are applied. The microhardness number is determined
from the formula .
Pp
H = 1.85445
in which P is the load, ing
@ is the length of the diagonal, in microns.
Specimens for microhardness tests must be prepared in the same
manner as microsections. {t is advisable to use electropolishing as
this removes the thin layer of cold-hardened metal, that is inevitable
| in grinding the surface and which may affect the results of the test.
The results obtained in measuring the microhardness of the. various.
structural components in a nitrided layer are shown in Fig. 58 (see
also page 265). .
;
62 The Mechanical Properties of Metals
Fig. 58. Determining microhardness of various phases in a nitrided layer, X 400
5-4. Impact Tests
Static tension tests of unnotched specimens do not always reveal
the susceptibility of a metal to brittie fracture. This important factor
is determined in impact bending (or simply impact) tests.
_Of all types of impact tests, the notched-bar tests are most exten-
sively used (Fig. 59, a). Tests are conducted on a pendulum-type
impact testing machine (Fig. 59, 6). The specimen is placed on its
supports or anvils so that the blow of the striker is opposite the notch.
The pendulum of weight Gis then raised to the height 4,, from where
it is released to fracture the specimen and rise again to the height Ay.
The energy required to fracture the specimen will equal
A=G(h,—h,) kg-m.
impact Tests 3
The heights of the pendulum before and after the blow may be
expressed is the angles through which it is raised. In this case, the
energy will be
A=GiI (cos a,—cosa,) kg-m.
The initial angle through which the pendulum is raised is a con-
stant value and the upward swing after fracturing the specimen is
6 Me ek
Fig. 59. A notched-bar test:
a-notched-bar test specimen, b—pendulum-type Impact testing machine
measured on a special circular scale on the machine. When the energy
A, required to rupture the specimen, is known, the impa:i strength
may be determined:
Oy = + kg-m/em?
in which f is the cross-sectional area of the specimen, in sq cm, at the
fracture.
Impact strength is a complex characteristic which takes into account
both toughness and strength of a material.
The main purpose of notched-bar tests is to study the simultaneous
effect of stress concentration and high-velocity foad application.
Impact tests are of the severest type and facilitate brittle fracture.
Impact strength values cannot as yet be used for design caiculations
Ly The Mechanical Properties of Metals
but these tests are, as a rule, provided for in the specifications of
carbon and alloy steels. ‘
in impact tests, the fracture may be either brittle or ductile. Brittle
fracture is performed by ration and is not accompanied by noti-
ceable plastic deformation. The fracture, in this case, will have a bright
‘anular or crystalline appearance (Fig. 60, 4). In ductile fracture,
lhe surface will have a duil-grey fibrous appearance (Fig. 60, 6) and
Fig. 60. Fracture in Impact test of steel, X 2:
@—brittle fracture, b—ductile fracture
rupture will be preceded by considerable plastic deformation. Fre-
quently a compound fracture, with both crystalline and fibrous areas,
Is Ol i.
The type of fracture depends to a great extent on the test conditions.
In accordance with the temperature, state of stress, and velocity of
load application, many metals and alloys, as mentioned earlier (see
page 76), may be transformed from the ductile to the brittle state.
Quality tests in industrial plants are usually conducted at normal
room temperature, under the assumption that the test conditions
are not less severe than the operating conditions.
It must be noted, however, that many metals, including iron and
steel and also zinc, are cold-bsjttle or cold short. The tendency of
a metal for transition from ductile to brittle behaviour upon tempe-
Frature changes is determined by. the “serial” testing method in which
impact tests are conducted on a series of specimens at several tempera-
tures, each lower than the preceding one.
Curves indicating the variation of impact strength with the test
temperature are shown in Fig. 61. The temperature (/,,) at which
the transition from ductile to brittle fracture takes place in a metal is
called the cold-shortness threshold. Most often, a gradual transition
from ductile to brittle behaviour is observed on the impact strength vs
temperature curve (Fig. 61, 6), i.e., a critical temperature range of
impact Tests 85
», brittleness is noted. In this case, N. N. Davidenkov s1 is that
"a temperature corresponding to 0.4 a,,,,,(Fig. 61, 5) is accepted as the
. transition temperature (f,,) of cold-shortness threshold. The higher
the transition temperature, the more susceptible a metal is to cold
; shortness.
Impact strength depends on the structure of a metal. Coarse grain
} structure and precipitation of brittle layers at the grain boundaries do
wot appreciably alter the mechanical properties in static tension but
a ™
-
|
Impact strength, kg-m/en*
Impact strength, hy-i/ car
Test temperature, "C
« é
Fig. 61. Critical i of brittleness for steel, revealed by impact tests
* Meat tempera! “fatter NA. ‘Shaposhnikev): by im
{| @—sharp transition, b—gradual transition, tggtritical transition temperature (cold-sbortnets
’ threshold)
;. they substantially reduce the impact strength and raise the cold-short-
ness threshold.
The shape of the notch and the size of the specimen greatly affect
the impact strength. Therefore, to obtain comparable results, tests
; must always be conducted under the same conditions and on the same
q of specimen.
In conclusion, it may be noted that impact tests are most frequently
t conducted for cold-short metals and alloys, steel, in particular, in
; which the relationship between the cohesive and shear strength varies
; Sharply upon changes in structure and test conditions.
Impact tests on many steels enable the cohesive strength to be
determined indirectly when this is impossible for static loading at
temperatures.
Impact tests are of little value for most wrought nonferrous metals
(aluminium, coppers and many of their alloys) since there is no tran-
- Sition to brittle behaviour at any temperature. In some cases, due to
their high ductility, no fracture whatsoever is observed in ii
of this group of metals subject to impact notched-bar tests. There is
also no necessity of conducting impact tests for many cast alloys (cast
© iton, cast aluminium and magnesium alloys) which show a brittle
fracture in ordinary static tension tests.
86 The Mechanical Properties of Metals
5-5. Fatigue Tests
Most machine components and structural assemblages are subject
to a variation, in both value and sign, in the applied loads (Fig. 62).
Fig. 62. Examples of cyclic loading
It has been established that metals subject to reversing stresses
(com: »*ession (—a) and tension (+0)], repeated at definite intervals
of time (Fig. 62), will fail at stres-
ses which are not only lower than
theultimate strength o,, but even
lower than the yield point o,.
Failure of the specimen will
also occur after repeated varia-
tions only in the value of the
stress even if its direction does
not change. The failure of a me-
tal under repeated pulsating or
Teversing stresses is called fatigue.
A typical fracture, containing
two distinct zones (Fig. 63), is
obtained as a result of fatigue
failure. The first zone, called the
fatigue zone, has a smooth surfa-
ce and is gradually formed.
Fig. 63. A fatigue failure First, a microcrack is formed in
the weakest region of the cross-
section. This gradually develops into a macroctack, After the crack
has propaga to occupy a considerable of the cross-section, brittle
fracture occurs in the remaining part. The fracture in this second zone
is granular of crystalline in appearance as is typical for brittle fracture.
Fai Tests a7
The exact nature of fatigue phenomena has not as yet been sufficient-
ly explained but, probably, the chief reason lies in the nonuniform
distribution of elastic and plastic deformation in micro- (or macro-)
volumes of the metal.
In selecting a metal for manufacturing a machine component it
is necessary to take into consideration its resistance {> fatigue failure,
ie its ability to withstand a large number of repeated varying
siresses.
The resistance of a metal to fatigue failure is characterised by
its fatigue limit (endurance limit). The fatigue or endurance limit ¢,
is defined as the maximum stress which a specimen can endure withou'
failure when this stress is repeated for a specified number of cycles.
This number of cycles is called the basis of the test.
In accordance with GOST 2860-45, the fatigue or endurance limit
is determined on the basis of 5 million cycles for steel specimens and on
a basis of 20 million cycles for light cast
alloys. Many experiments have proved
that if a metal withstands the above-indi-
cated number of cycles without failure,
it can withstand this same stress for a con-
siderably larger number of cycles.
The fatigue limit is usually determined {
by subjecting a rotating specimen to com- Vv
P letely reversed flexural loads which deve-
lop reversing stresses (tension-compre-
ssion) in a symmetrical cycle (called
an alternating cycle). A schematic diagram of a fatigue test, with
fiexural cantilever loading of a rotating specimen, is shown in Fig. 64.
At least six specimens must be tested to determine the fatigue 1i-
mit. The first specimen is tested at astress (01 kg/mm’) equal to0.60,
for steel and the number of cycles N, at which failure occurs, is de-
termined. The stresses o,, 0,, etc., for the second and subsequent speci-
mens are increased or reduced by 2 or 4\kg/mm?, depending on the
number of cycles which caused the failure of the first specimen.
The results of the tests are plotted on a diagram having the coordi-
nates stress (o kg/mm) vs number of cycles (4) in either rectilinear
or logarithmic scales. Such a curve is shown in Fig. 65. The horizon-
tal section is a straight line and is the maximum stress at which
failure will not take place after an infinite number of loading cycles.
This value is the fatigue limit, which depends to a large extent on the
size of the specimen, stress concentrators (fillets, grooves, etc.), sur-
face finish, corrosion, and upon other factors. An increase in the size
of the specimen will reduce the fatigue limit. The presence of stress
concentrators, such as notches (sharp changes in cross-section, groo-
ves, etc.), on the specimen will sharply reduce the fatigue limit. The
finer the surface finish of the specimen (or machine component),
Fig. 64. Principle of a fatigue
test
8 The Mechanical Metals
the higher the fatigue limit will be. Corrosion substantially reduces
the fatigue limit while surface hardening of machine component
(carburising, nitriding, case hardening, etc.) raises the fatigue limit
and considerably reduces the harmfu " effect of stress concentrators
(see page 76).
1, 5
Fig: 6. Saeed Ui eermene, between the ile m8 pea a imetal i a (large Ua,
J—crankshalt “ee
com tenon ami Pe aa
It must be noted, in conclusion, that fatigue or endurance tests
do not provide sufficient information concerning the strength of
machine com ts since they do not fully reproduce the forces
and treatment that the metal is subject to in manufacturing the
“in pole wel bsequent ation in a machine,
is principle is well illustrated in Fig. 66. Therefore, only tests
on the components themselves may properly determine
fatigue limits. In the last years, fatigue tests are conducted on the
ine com its or on specimens of a shape and size near to these
ents, Tinese are called fullsize fatigue tests.
5-6. Tests at Elevated Temperatures
¢ Many com its of modern machinery operate under high-tempe-
ure conditions. An increase in temperature has a large effect on
}] mechanical properties. Research has shown that elevated tempera-
es reduce the modulus of elasticity (by decreasing interatomic bind-
2), yield point, ultimate si th, and special the modulus of
istrain Hardening in the process of plastic d ition (see page 74).
[; If a metal is heated above the recrystallisation temperature, the
yield point and ultimate strength may be reduced several times
Fwhile the modulus of strain hardening may be reduced tens and hund-
Ereds of times. .
At elevated temperatures, the mechanical properties of metals are
result of the simultaneous processes of strain hardening, due to
plastic jeformation, and the softening effect of recovery and recry-
‘atallisation.
_ Continuous plastic deformation takes place in metals and alloys,
constant loads at elevated temperatures, and it may lead to
The slow continuous plastic deformation of metals under a constant
doad (especially at high temperatures) is called creep.
» Special tests are conducted to determine the strength of metals
Pat tievated temperatures. The following chief types of high tempera-
ture tests are most frequently conducted:
E'- Short-lime tension tests are similar to tension tests at room tempe-
ratures except that the specimen is placed in a furnace. The aim of
these tests is to determine the strength and ductility at a specified
p temperature.
Creep tests. The purpose of these tests is to determine the creep
limit, i.e., the maximum stress that may be applied for a long period
t of time at a given temperature if the rate of creep (over this given
period of time) is not to exceed .a specified value. .
: A creep testing installation is illustrated in Fig. 67. The specimen
is placed in an electric furnace where it is heated to the given tempe-
{ rature and is constantly subject to a load applied by a lever and
weights. The strain in the specimen is measured by an optical exten-
someter with an accuracy of 0.001 mm. Four or five specimens are
tested at each temperature under different loads and elongation vs
+ time curves (creep curves) are plotted for each specimen.
; The section Oa on creep curves (Fig. 68) corresponds to elastic
"and plastic deformation due to the momentary application of the
90 The Mechanical Properties of Metals
load. In the following section ab, the metal is elongated at a nonuniform
(decreasing) rate and irr section dc the rate of creep is uniform.
The creep limit may be characterised, for example, by the stress
which produces a total elongation of 1 cent in 300 hrs. On the
creep curves, this will correspond to the stress 0. If the specifications
GEES GE
Fig. 67. Install ition for creep Fig. 68. Creep curves
ing:
f—spectmen, 2— S—tumsce, require that the creep limit be determi-
ie, tance Smiteees: ned for an elongation not exceeding 1
for strain “meaturement er cent in 100 hrs, the stress value will
e 0, (Fig. 68). ,
Only the creep rate for a steady process is taken into consideration
for machine components that are designed for continuous operation at
elevated temperatures. Limiting conditiorts are specified for such com>
onents. In practice, the stresses are most frequently determined
lor @ total elongation of 1 per cent in 1,000, 10,000, and 100,000 hrs.
ese correspond to average creep rates of 10~*, 10-‘, and 10~° per
cent per hour, respectively.
Creep-rupture tests are creep tests which are carried on to the failure
of the specimen. In these tests, the time to fracture the specimen, at a
Given temperature and stress, is measured. Often permanent elongation
and reduction of cross-sectional area are also measured.
5-7. Fabrication Tests
Simple tests are often used to check the suitability of metals for
particular fabrication techniques. Their purpose is to determine
whether a metal can withstand the deformation it will be subject to
during operation or during cold or hot working procedures employed
in manulacturing.
Fabrication Tests ot
The results of fabrication tests are usually evaluated by the appea-
tance of the metal after the test; the absence of tears, cracks, lamina-
tion, or fracture shows that the metal has passed the test.
Cupping tests are used to check the suitability of thin sheet metal
for cold Pressing. drawing, and similar forming operations requiring
plastic deformation.
Bending tests (on sheets, bars, various sections, etc.) also serve
to determine the capability of a metal for piastic deformation and
to reveal flaws. These tests are classified as bending through a def-
inite angle, bending about a mandrel until both ends of the specimen
are parallel to each other, and folding. The method required may be
indicated in the specifications. Special machines, presses or simply vises
with rounded jaws are used for bending tests.
Bending-and-unbending tests are conducted to ascertain the capa-
bility of a metal (wire, strip, or sheet material) for withstandiic
considerable plastic deformation. Tests are conducted in the cod
ate only.
Wire twisting tests are also of the cold type. The specimen is con-
sidered to have passed the test if, after twisting (or untwisting), no
lamination, cracks, or other defects are revealed.
Fabrication ‘tests on pipe include: 1) expanding tests, 2) reducing
tests, 3) flanging tests, and 4) flattening tests.
Chapier 6
BINARY ALLOYS. CONSTITUTION AND EQUILIBRIUM
DIAGRAMS .
1. General Principles so Transtormations
in
Most combinations of metals have the property of unlimited mutual
solubility in the liquid state.
Certain metals, for example, lead and iron, are almost completely
insoluble in each other and separate according to their specific gravity
in the liquid state. Complete insolubility is rarely encountered. Limit-
ed solubility in the liquid state is much more Frequent. In such a case,
a homogeneous liquid solution will be obtained if the amount of metal
B added to metal A does not exceed its maximum solubility in metal
A at the given temperature. Ef, on the other hand, the amount of added
metal B exceeds its maximum solubility in A, the liquid will separate
into two layers. These layers will comprise saturated solutions of B
in A and of A in B. With few exceptions (Fe-Cu, Ni-Ag, Cu-Cr, and
others), limited solubitity in the liquid state is characteristic of metals
whose melting points and atomic volumes sharply differ (Cu-Pb,
Zn-Pb, Cr-Sn, etc.). .
When a metal is alloyed with another metal or with a nonmetal,
chemical interaction occurs between the atoms of the elements form-
ing the solution. The valence electrons of the alloying elements, weakly
bound to their nuclei, do not belong to the separate atoms but are
shared by the whole aggregate, as in the solid phase, comprising
a single system for the whole liquid solution. The distribution in a li-
quid solution of atoms (ions) of elements constituting an alloy depends:
a the relation of the interacting forces between like and unlike
atoms. :
The components of an alloy may either be dissolved one in the other
in the solid state to form solid solutions or chemical compounds
of, after solidifying, they may produce mechanical mixtures of the
two components A and B, solid solutions, etc. In the formation of
a Solid solution, atoms of the dissolved component (the solute) will
substitute for a part of the atoms in the lattice of the solvent or they
will be accommodated in the interstices (see Sec. 6-4). In the majority
of cases, the com its of an alloy have limited mutual solubility in
the solid state. y metals, however, are mutually soluble to an un-
limited extent.
General Principles of Phase Transformations in Alloys %
'. _ If components are present in an amount exceeding the solubility
limit, the surphs metal forms an independent phase comprising
either a saturated solid solution or a chemical compound or, finally,
" orystals of one of the components. A chemical compound differs
~ from a solid solution in that it often has its own crystal lattice and in
many cases a definite quantitative relation of the components is requ-
ired for its formation. :
The transition of an alloy from the liquid to the solid state is asso-
}, . clated with the conversion of the system to a state of less free energy.
'. As in the solidification of pure metals, this transition will be initiated
only if the alloy is supercooled to some extent and will then proceed
}.. by nucleation and subsequent growth of the nuclei.as dendrites or as
holohedral crystals. In actual conditions, the crystals, produced in
m. ‘the solidification of metal alloys, are usually dendritic.
When alloys solidify, the newly-formed i ases differ substantially
in composition from the initial liquid solution. Therefore, to form a
iy stable nucleus or embryo, it will not be sufficient to have fluctuations
1 of energy as in a single-component system; there must also be fluctua-
fons concentration which correspond to zones not less than critical
Hin size. . ;
i. Concentration fluctuations are chance, tentative deviations of the
- chemical composition from its average analysis and occur in separate
} small volumes of the liquid (or solid) solution. The reason for the
wccurrence of fluctuations of concentration lies in the diffusion of
F. gions in a liquid (or solid) solution due to their thermal vibrations.
Nuclei of the new phase may form only in those microvolumes of the
liquid phase where, due to fluctuations, the concentration conforms to
i the composition of the solidifying phase. H then, such fluctuations in
Lin and concentration correspond to microvolumes of a size not less
than the critical value, a stable embryo will be formed, one that is
‘apable of subsequent growth.
ie rate of crystal growth in solutions is considerably less than in
B crystals. The reason is that crystal growth (in a solution) is not
B -@hly associated with the formation of two-dimensional nuclei on the
E -etystal faces, as in pure metals, but also with atomic diffusion of the
;. mponents in the liquid solution. The more the difference in concent-
tation between the liquid solution and the crystals into which it
;. #olidifies, the slower the rate of crystal growth will be.
After an alloy has solidified, structural changes may occur that
fafe caused by polymorphic (allotropic) transformations and by the
decomposition of the solid solution due to changes in mutual solu-
. bility of the components in the solid state. -
‘. ' Transformations in the solid state are of a crystallisation type only
f and proceed by nucleation of the new phases and subsequent \.
; A distinguishing feature of solid state transformations is that
F the principle of structural and size conformity is usually observed
ve Binary Alloys. Constitution and Equilibrium Diagrams
in nucleation of the new phase. This means that the nucleus
of the new phase is oriented so that it joins the initial phase on definite
crystallographic planes which more closely match each other as to
atomic arrangement and interatomic distances.
As long as the lattices on the boundary of the old and new phases
match along definite crystallographic planes (Fig. 69) or, as it is
Ola
nase
Fig. 69. Schematic diagrams 0’ ihe relationship between the fattices of the old and
new’ phases:
a (ranaitton of one lattice into the of! crystal grow!
SSeereat Nate. Bi Tuck “of Continultys ta well Bo dhscraet “atthe” tnkerfoee, tops
coherent growth (afier G.V. Kurdyumav)
called, the lattices are coherent, the growth of the new phase proceeds
rapidly since the atoms pass orderly over small distances. The nuclea-
tion of the new phase, however, will create elastic energy due, for exam-
ple, to the difference in specific volume of the initial and new phases.
At a certain moment, the magnitude of the elastic energy may exceed
the elastic limit of the medium. This will result in shear deformation
and loss of coherency. Further coherent growth will be impossible. It
must be rioted that coherent growth may also be violated by the ther-
mal vibrations of the atoms
As soon as the lattices no longer match on the boundary between
the phases, further growth of the nucleus proceeds at a much slower
rate since the atoms pass over from one phase to the other in a disor-
derly manner. At low degrees of supercooling, coherent growth rapidly
ceases and the transformation will have a disorderly character. Upon
high degrees of supercooling, due to rapid cooling, in many cases the
new phase will be subject to coherent growth. Violation of coherency
will stop the growth of the new phase since the diffusion processes,
required for the passage of atoms from one phase to the other, become
impossible at low temperatures.
Nuclei of the new phase are easily formed on grain boundaries
and around various inclusions. This is explained by the fact that
grain boundaries, as well as the surface of inclusions, have a layer
of atoms with increased free energy where the new phase may appear.
The Phase Rule and Equilibrium Diagrams 95
Therefore, the smaller the grains, the more rapidly transformations
will proceed. The formation and growth of nuclei of a new phase
in the solid state are hampered by the difficulty in obtaining the
required fluctuations of concentration. This difficulty, in turn, is
due to the low rate of diffusion and the influence of elastic energy.
This explains why phase transformations proceed at a high rate only
upon considerable supercooling of the initial phase.
6-2. The Phase Rule and Equilibrium Diagrams
The solidification of metal alloys is clearly demonstrated by means
of equilibrium diagrams which are convenient graphic representations
of changes in state due to variations in temperature and concentration.
Equilibrium diagrams, atso called constitutional and phase diagrams,
enable the phase content of the alloy to be determined at any tempera-
ture and composition. They enable the phase transformations to be
followed in heating or cooling the alloy under equilibrium conditions,
i.e., when all processes in the given system are reversible. This means
that changes occurring in a system as a result of processes proceedii
in one direction are fully compensated by changes due to the reversa
of the process in the system.
A system is here understood as the whole complex of phases of one
or several components at different pressures and compositions.
The components are the substances {chemical elements or compounds)
whose presence is necessary and sufficient to make up a system. For
example, a pure metal comprises a one-component system, an alloy
of two metals is a two-component (binary) system, etc.
A phase is a physically and chemically homogeneous portion of
@ system, separated from the other portions by a surface, the inter-
face. For instance, a homogeneous liquid solution is a singie-phase syst-
em; a mixture of crystals of two types, differing in composition and
structure and separated by an interface, or the coexistence of the
liquid alloy and its crystals comprise two-phase systems.
All changes which take place in a system consisting of several
phases, in accordance with external conditions (temperature and
pressure), conform to the so-called phase rule. The phase rule estab-
lishes the relationship between the number of degrees of freedom, the
number of components, and the number of phases. It is expressed
mathematically as follows *:
F=Cta—P
* For a thermodynamical derivation of the phase rute see: N. M. Wittorf, The
Science of Alloys, Moscow, 1927; and A. A. Bochvar, Physical Mefatiurgy, Metallur-
gizdat, Moscow, 1956.
6 Binary Alloys. Constitution and Ei Di
in which F is the number of degrees of freedom in the system (the
number of variable factors);
C is the number of components in the system;
P is the number of phases in equilibrium;
nis the number external factors (fot example, tem-
. perature and pressure).
The number of degrees of freedom is the quantity of independent ex-
ternal or internal variable factors (temperature, pressure, and concent-
ration) which may be altered without causing the disappearance of
a phase or the formation of a new phase in the system.
In studying chemical equilibrium, temperature and pressure are
regarded as external factors determining the state of the system.
The effects of pressure may be neglected in appl the phase rule
to metal systems leaving only one variable external factor—tempera-
ture. The equation will then be:
F=ol+1+P
All internal and external factors (concentration and temperature,
respectively) have definite values in a system that is in equilibrium.
ince the degrees of freedom cannot be less than zero
C—P+1>0,
then
PeC+1,
ie., the number of phases in a system cannot exceed the number
of components plus one. Therefore, no more than three phases may be
in equilibrium in a binary system, no more than four in a ternary
system, etc. In cases when the maximum possible number of phases are
in equilibrium, the number of degrees of freedom equals zero (F=0).
This is called nonvariant equilibrium.
As in nonvariant equilibrium may exist only under entirely
definite conditions: at a fant temperature and at a definite compo-
sition of all phases involved.
A pure metal at the solidification temperature, for example, is
a gne-component system consisting of two phases of identical compo-
ion
F=i+l—2=0
This means that it is a nonvariant system. In this case the tem-
ature cannot be selected or changed arbitrarily. There is only one
lemperature at which the system is in equilibrium. This is the melting
The Phase Rule and Equitibrium Di
solidifying) point for the given metal. If the number of phases is
than the maximum possible number by one, the number of degrees
freedom will also increase by one (F=1). Such a system is said to be
ovari .
‘An alloy of two metals, for example, is a two-component, two-
system, in the general case, at the beginning of solidification.
therefore, F=1 in this case. A system with F=2 is divariant, There-
pre, the system may be in equilibrium at different temperatures and
centrations.
A number of examples of practical application of the phase rule
studying the phase diagrams of two-component alloys (C==2)
given oo
vy For practical purposes it is essential to know the te state
Band constitution of alloys depending on the temperature concent-
ttation. If the state of an alloy of given concentration is known at
fany temperature, it is ible to predict its properties, its capabilit
for heat-treatment plastic deformation (forging, stamping, roli-
king, etc.), its behaviour in casting, its suitability for various operating
Econditions, etc. All transformations occurring in an alloy and depend-
Hing on temperature and concentration can be Clearly represented by
Fequilibrium diagrams, These diagrams are plotted wi concentra-
Etion as the abscissa and the temperature as the ordinate.
Thermal analysis is employed as the basis in plotting equilibrium
ams and especially for determining freezing points. By this
method, extensively developed by N. S. Kurnakov, cooling curves
rare plotted first. Then the eritical points are determined by the abrupt
Einflexion of the curves due to thermal effects in transformations.
At the present time, all methods of physico-chemical analysis are
Hemployed in studying solid-state transformations. They include:
‘micrography, X-ray, dilatometric and magnetic analyses. A complete
equilibrium diagram may be drawn after experimentally determining
‘the critical points of a series of alloys. -
- In principle, equilibrium diagrams represent quite definite types
of equilibrium: complete or partial solubility, presence or absence
of chemical compounds, ete., and may be drawn on the basis of theore-
tical considerations.
In some cases, actual equilibrium diagrams of alloys almost comple-
tely conform to these theoretical types of diagrams. More fre: ly,
q they are a combination of several types of diagram.
4
all
ilibrium diagrams are valid only under the condition that
-ocesses, which. may occur in the given system, are of the equi-
OA oe ypes of two- t or binary equilibrium di
j e mai es component or equilibrium diagrams
} are considered | in the succeeding sections. , . :
: 71378
6 Binary Alloys Constitution and Equilibrium Diagrams
6-3. Equilibrium Diagram of a Binary System
in Which the ints Form
a Mechanical Mixture of Crystais In the Solid State
and Are Completely Mutually Soluble
in. the Liquid State
After solidification the alloy will consist, in this case, of a me-
chanical mixture of the two initial components. *
Metals, which form alloys of this type, retain their crystal lat-
tices. This has been proved by radiographs which reveal lines corre-
sponding to both components.
Doman 2 ow ow
nao noe Ne
So component a
Fig. 70. Constructing an equilibrium diagram for a system of components which are
completely mutually soluble in the liquid state and form a mechanical mixture
upon freezing
We shall consider equilibrium diagrams of the first type usi
alloys composed of metals with the generalised symbols A and
as an example.
We shall first melt metal A and then cool it slowly, measuring
the temperature after equal intervals of time.
As is evident in Fig. 70, the temperature of the pure metal A falls
gradually to ¢, at which metal A solidifies. A horizontal step
appears on the curve because, according to the phase rule, the
solidification of a pure metal proceeds at a constant tempe-
rature (F=1+-1—2=0). When the metal has solidified completely
the uniform drop in temperature is resumed. .
“ Strictly speaking, complete mutua! solubility of two metals never exists.
Aconsideration of this diagram, however, is of methodological value as it facilitates
the study of the subsequent types of equilibrium diagrams,
Binary Systems in Which a Mechanical Mixture is Formed 9
If, now, an alloy of 80 per cent component A and 20 per cent
coniponent B is taken instead of the pure metal, the temperature will
fall uniformly to ¢,.
First we note the inflexion in the cooling curve at ¢, (first critical
point). After this point, the rate of cooling is markedly reduced due
to the evolution of the latent heat of fusion resulting from the freez-
ing out of a definite number of component A crystals.
lidification proceeds at the new rate until temperature ¢, is
reached. At temperature ¢,, the fall in. temperature ceases (the hor-
izontal step on the curve). This corresponds to the completion of
solidification of the alloy at a constant temperatur2 (second criti-
cal point).
In cooling an alloy of 60 per cent A and M0 per cent B, it will re-
main liquid until it reaches temperature ¢,. At 4, there is a single
long temperature stop associated with solidification of the whole
alloy at constant temperature.
in the solidification of alloys containing 20 per cent A and 80 per
cent B, crystals of component B begin to freeze out of the liquid phase at
temperature ¢’, The alloy completely solidifies at temperature ¢,.
The cooling curves indicate that ail alloys of the A-B system
solidify completely at the constant temperature ¢,. From this it
can be assumed that the part of the liquid alloy which solidifies
at the constant temperature f, is also of constant composition. This
composition corresponds to the alloy consisting of 60 per cent A and
40 per cent B which completely solidifies at temperature ¢,.
In all other compositions of the alloy, the metal that solidifies
first is surplus in reference to the composition containing 40 per
cent B. Solidification of the surplus metal proceeds until the con-
centration of the remaining liquid part of the alloy reaches a compo-
sition of 40 per cent & and 60 per cent A.
In alloys of this composition, the components A and B solidify at
the same time at the constant temperature ¢,. This occurs because,
according to the phase rule, there is nonvariant equilibrium when
three phases (one liquid and two solid phases, A and B) exist simul-
taneously in a two component system, i. e., F=-2+1—3=0.
The surplus component (A or 8) freezes out of the liquid alloy in
a temperature interval since the system has one degree of freedom:
Fo2+1—2=1,
Alloys in which the components solidify simultaneously at a con-
stant temperature, the lowest for the given system, are cailed eutectic
alloys.
A mechanical mixture of two (or tore) hases, witich solidify
simultaneously from the liquid alloy, is called a eutectic. *
* From the Greek word eutekios which means: eashly melted.
7
100 Binary Alloys, Constitution ond Equilibrium Diagrams
If all the critical points that have been determined are plotted
on a diagram with the compositions (concentrations) used as ab-
scissas and the temperatures as ordinates (Fig. 70) and then if all
these points of the same type (representing the same processes) are
connected by smooth curves, the equilibrium diagram of the system
of alloys A and B will be obtained.
The alloys begin to solidify at temperatures which form the line
ach (Fig. 71) called the liquidus. As indicated above, pure metal A
Liquid Phase
8 crgstais
ey}
a Acrystais BS erystais
sutectie (+8) eutectic (A+B)
o 0 20 30 40 50 60 1 4
Yecomponent B
. TL, Rquilibrlum diegram of a system of components A and B which
ig 71 Betttaly soluble te the iqaid and incleble Ws doe'solid stats?
ins to solidify out of the liquid alloy al the line
eet B al Yhe line ob. q y atone ae and pure
t The comple fe solidification of any alloy takes place at the constant
emperature ich, on iagram, is represented by the horizontal
line dee (Fig. 71). This line is calied the solidus and, inthe ‘given case,
the fatectio rature line, A
. point ¢. components, A and B, solldify simultaneously t
Sows a scar phe dren, on
le eu! ie alloy per cent B), as is clear in the diagram, so-
lidifies at a constant temperature ¢, to produce: the eutectic which
consists of crystals of the components A and B. When the eutectic
temperature is reached, the liquid alloy is-saturated by both compo-
Binary Systems in Which Mechanical Mixture is Formed 101
nents at the same time. Solidification begins only after a certain
degree of supercooling is reached, when the solution becomes su-
F. persaturated by both components and freezing of the eutectic be-
comes thermodynamically possible.
Temperature, °C
!
|
Aer sélacs |
eutedtte| (ang)
a 0 20 30 0 50
” Fig 72. Portion of the equilibrium diagram for the system of components A and B
4g (hypoeutectic alloys)
. First, crystals of one component (for example, component A) appear
FP and begin to grow. The liquid surrounding these crystals (A) be-
comes ficher in the second component (8) whose crystals begin to
freeze out as a result. Next, the liquid adjacent to the B crystals
becomes richer in metal A whose crystals again begin to freeze out.
. Thus, by alternate supersaturation of the liquid by components
& A and B, the eutectic embryo is formed. This nucleus continues to
7 since new atoms pass over from the liquid to the surface of crys-
etals A and B.
F’ ; This, a continuous diffusion process takes place in the liquid during _
eutectic solidification. In this process, atoms of component A conti- ~ _
tuously approach A crystals and atoms of component B approach B
ks.
The solid phase, first formed in the liquid, is called the primary
Phase. Crystals of the primary phase may have various forms. They
P May be dendritic, lamellar, or spheroidal (globular).
loz Binary Alloys. Constitution and Equilibrium Diagrams
The secondary phase fills the spaces between the crystals or between
the branches of the dendrites of the primary phase.
We may now consider the solidification in certain alloys
of the system formed by components A and B (Figs. 72 and 73).
An alloy containing 20 per cent 8, begins to solidify when it rea-
ches temperature ¢, (with a certain degree of supercooling, of course)
(Fig. 72) phere crystals of :
compdnent 4 fin to se-
‘ate from the liquid al-
or As the temperature
falls, component A conti-
nues to solidify so that
the composition of the re-
alloy “thanges towards
alloy Fy
higher B content.
weno
Fig. 74. Equilibetum, diagram for Pb-Sb al-
loys
The composition of the liquid phase that is in equilibrium with
the crystals of component A may be determined for any temperature
between the liquidus and solidus (for example, ¢, and 7,) by drawing
lines through the temperatures parallel with the axis of concentra-
tions (Fig. 72). The intersections of these lines with the liquidus
{n and m) indicate the compositions of the liquid phase at the given
peratures. It is evident from Fig. 72, that the composition of
the liquid portion of the alloy varies along the liquidus, when the
Binary Systems in Which a Mechanical Mixture is Formed 103
temperature is lowered, approaching the eutectic concentration of
40 per cent B (point c). At the temperature 4, the liquid portion
of the alloy solidifies at constant temperature with simultaneous
freezing of components A and B which form the eutectic mixture.
After complete solidification, the alloy will contain crystals of
component A, which initially separated in the temperature interval
from f, to 4, and the eutectic, produced upon final solidification
of the alloy at temperature ¢,.
Alloys containing less than 40 per cent B are located to the left
of point ¢ on the diagrams (Figs. 7] and 72)'and are called hypoeutec-
tic alloys. After solidifying, all hypoeutectic alloys have a structure
containing the eutectic and surplus component A (Figs. 71 and 72). The
nearer an alloy is in composition to the eutectic alloy (40 per cent
B), ihe more eutectic and less surplus crystals of component A it will
contain.
The solidification of an alloy containing 80 per cent B (Fig. 73)
begins at temperature ¢, where surplus crystals of metal B start
to precipitate from the liquid alloy. Lowering the temperature will
change the composition of the remaining liquid portion of the alloy
along the curve bc (liquidus) due to further separation of B crystals,
At the temperature fy, for example, the composition is determined by
point m and at temperature 1,, by point m. At temperature ¢,, the
liquid alloy will reach the eutectic composition (40 per cent B+ 60 per
cent A) and will solidify to form the eutectic mixture of A and B
crystals.
AI alloys located on the diagram to the right of point ¢ (containing
more than 40 per cent B) are called Aypereutectic alloys. After soli-
difying, they will consist of crystals of the primary component B
surrcunded by the eutectic. The nearer the concentration of the alloy
approaches the eutectic composition, the more eutectic and less crystals
a surplus component B will it contain.
The equilibrium diagram enables the quantitative ratio of the
phases to be determined at any point during solidification. The re-
lative amounts of the liquid and solid phases present at temperature fs,
for example, in a hypereutectic alloy containing 80 pet cent B (Fig. 73)
are determined by the lever rule. This rule states that the ratio of the
amount by weight of the liquid phase to that of the solid phase is
inversely proportional to the corresponding sections of the straight
line nt,k: Ni hase yk
saiid phase” phase ~ ign
Fig. 74 illustrates the actual equilibrium diagram for the system :
Sb-Pb.* It closely resembles the typical diagram described above.
* For the sake of simplicity, it has been assumed that Pb and Sb do not form
solid solutions with each uther. Actually these metals exhibit slight mutua! solu-
bility in the solid state.
104 Binary Alloys. Constitution and Equitib rium Diagrams
Fig. 75. Microstructure of Pb-Sb alloys, x 250:
aaphypoeutectic alloy of 96 per cent Pb and 4 per tent Sb, lead erystals (darker) and eutectic
(Pb Sb): '— hyporutectic alloy of 94 per cent FY and 6 per cent Sb; lead crystals darker) and
eutectic; e—eutectic alloy, 67 per cent Pb and 13 per cent Sb, eutectic (darker areas are lead
and ilghter areas are antimony); d—hypereulectic alloy of 70 per cent Pb and 30 per cent Sb,
antimony crystals (lighter) surrounded by eutectic (Pb+Sb); ¢—hypereutectic alloy of 26 pet
cent. Pb and 74 per cent Sb, antimony crystals and eutectic; {—hypereutectic allay of 95 per
cent Sb and 5 per cent Pb, antimony crystals and eutectic
Binary Systems in Which a Mechanical Mixture is Formed 105
Photomicrographs of Pb-Sb alloys, shown in Pig. 75, illustrate their
structure. After solidification, these alloys form a simple mechanical
mixture of the components.
A Phenomenon known as gravity segregation is frequently ob-
served in the solidification of alloys whose behaviour conforms to the
first type of equilibrium diagram. This segregation (or liquation)
is also evident in Pb-Sb alloys. The Pb or Sb crystals that precip-
itate in the process of solidification differ considerably in specific
Fig, 76. Microstructure of the Pb-Sb alloy with 20 per cent Sb, X 250 (after Turkin
and Rumyantsev):
a—upper part of the ingot showing searegation of antimony crystals (lighter erystatsi; b--lower
part of the ingot containing almost "pare eutectic (Pb+ Sb
weight from the remaining liquid portion of the alloy and, conse-
quently, they either rise to the surface (Sb) or sink to the bottom
(Pb). As a result, the ingot will not be homogeneous in composi-
tion. The photomicrographs in Fig. 76 show the structure of mi-
crosections cut out of the upper and lower parts of an ingot (Fig. 76, a
and 6). The alloy, in this case, contains 20 per cent Sb and 80 per
cent Pb. These photomicrographs clearly show that the upper part of
the ingot is rich in antimony due to segregation while the lower part
is practically free of surplus antimony crystals and consists of the
eutectic only. A number of measures are employed to prevent gravity
segregation. They include: rapid cooling, stirring of the liquid alloy,
and adding a third component which freezes first in the form of
branching dendrites that prevent separation of the alloy into layers
by purely mechanical means.
The properties of alloys, consisting of a mixture of two phases, de-
pend on the properties of the phases formed in the alloy. N.S. Kur-
nakov (1860-1941) first showed the definite relationship between
106 Binary Alloys. Constitution and Equilibrium Diagrams
the composition, type of equilibrium diagram, and properties of an
alloy. ha simple mechanical mixture is formed under conditions
of low degrees of supercooling (Fig. 77), low temperatures, and different
structural state of the alloys, certain of their properties will
vary along a straight line.
This means that they will be the avera-
ge of the properties possessed by the ini-
tial components (or component phases).
If the phases comprising the mixture form
fine crystals, as in eutectic alloys, the stre-
ngth and hardness are increased. In this
case, the linear relationship between pro-
erties and composition does not hold
ttre, Oa
of a mponen
Mutually Soluble in Both the Liquid
and Solid States
General features of solid solutions. Most
metals form homogeneous liquid solutions
in the liquid state. In their transforma-
tion to a solid crystalline state, the homo-
Fi geneit of many alloys, is retained. Conse
. quently, their solubility is also retained.
% component § * Said phases in which the ratio of the
rie Tick and mbacitien components may vary without violating
er ioys comprising Pimple the homogeneity are called solid solu-
mechanical mixture of the fons. .
‘components In a solid solution, the different types
of atoms of the components in the alloy
form a common crystal lattice. The component, whose lattice is re-
tained, is called the solvent.
Solid solutions are classified as substitutional (Fig. 78, a) and
interstitial (Fig. 78, 6). In a substitutional solid solution, a part
of the atoms at the points of the solvent crystal lattice have been
replaced by solute atoms (Fig. 78, a). -
Since the sizes of the solvent and solute atoms differ, the crystal
lattice is always distorted and the lattice constants are varied (Fig. 79)
in a substitutional solid solution.
As a rule, if the solute atom has a larger radius than that of the
solvent atom, the lattice constant will be increased and vice versa.
In interstitial solid solutions, the atoms of the solute metal occu-
py the vacant positions or interstices between the atoms of the sol-
Temperature
Properties (Bhi, 6,)
Systems with Mutually Soluble Componenis 17
vent. Interstitial solid solutions may form only if the diameter of
the solute atom is small and may be accommodated in the interstices
of the solvent crystal lattice. Thus, solid solutions of this type are
only found when elements with a small atom radius such as carbon,
nitrogen, and hydrogen are dissolved in metal (for example, iron).
An interstitial solid solution always increases the lattice constant
of the solvent.
a
@ sotvent atom O Solute atom
Fig. 78. Crystal lattice of a solid solution:
G—aubstitutional, b—Interstittal
Fig. 79. Distortion of the crystal lattice in substitutiona] solid solutions
The metailic type of bond is found in ali metal-base solid solu-
tions without regard for the type of bond peculiar to the solute in
the solid state. Therefore, nonmetallic atoms (C, N, Si, ete.) do not
change the metallic bond of metallic solid solutions.
In 4 number of metal systems (for example Cu-Au, Fe-Al, Fe-Si,
Ni-Mn, etc.) the atoms of both components occupy entirely definite
positions in the solid solution lattice (Fig. 80) if the alloy has been
slowly cooled or has been heated for a tong time at a definite tem-
108 Binary Alloys. Constitution and Equilibrium Diagrams
ature. To distinguish such solid solutions from those in which
the atoms of the components assume statistically sandom repiace-
ment positions (Fig. 78), the former are called ordered solid solu-
tions. This new order of symmetry superimposed on the solvent lat-
tice results in a structure called a “superlattice”. Ordered solid solu-
tions usually occur when the ratios of the alloyed components in
Aw Btomic per cent are equal to whole numbers:
1:1, 1:3, etc. Inthis case, the formula of
a chemical compound, for example, Cu,Au
(Fig. 80), Fe,Al, etc., may be assigned to the
ordered solid solution.
* The formation of ordered solid solutions is
accompanied by sharp alterations in the pro-
perties of the alloy. Resistivity falls sharply,
magnetic properties change, the alloy becomes
Fig. 80. Unit cell of Very hard and brittle, etc. Ordered solid solu-
an ordered solid solu- tions may be regarded as intermediate pha-
tion (CuAu) ses between solid solutions and chemical com-
pounds.
Ordered arrangement of the atoms of both components in the lat-
tice and a substantial change in properties are also characteristic
of chenical compounds. Ordered solid solutions differ from chemicai
compounds in that the solvent lattice is retained and in that a di-
sordered solid solution is gradually formed upon heating without
altering the type of lattice.
A solid solution, observed under an optical microscope, can be
seed fo consist of homogeneous crystalline grains (Fig. 36) as in pure
metals.
Substitutional solid solutions may be limited and unlimited or
continuous, i. e., they may occur only in a limited region of alloy
compositions or at any composition.
a. Equitibrium Diagrams of Systems Whose Components
Have Unlimited Solubility in Both the Liquid
and Solid States (Fig. 81)
The chief conditions for unlimited solubility in the solid state
are that the two components should have the same type of crystal
lattice and that the sizes of the atoms be very similar; the difference
in size for iron-, nickel-, or cobalt-base alloys must not exceed 8
per cent. A difference in size over 15 per cent prevents the formation
af solid solutions due to the extreme distortion of the solvent crys-
tal lattice.
If the atoms differ in size by more than 15 per cent, the formation
of a chemical compound with a different crystal lattice or of a simple
mechanical mixture of the components may be more probable from
an energetical point of view.
Systems with Mutually Soluble Components 109
The fact that elements have melting points near to each other
and that they occupy neighbouring positions in the periodic table
will facilitate the formation of a continuous series of solid solutions.
As mentioned earlier, the crystal lattice of a metal consists of
positively charged ions held together by uniformly distributed elec-
trons which are free to move from atom to atom.
The ratio of the number of valence electrons to the number of atoms
is called the electron ratio. Each type of crystal lattice has its critical
electron ratio at which it reaches its maximum stability. The critical
Temperature
CW 2 08 6)
pempaent
Ra wD E
mae ‘% component A
tae ——
Fig. 81. Constructing an equilibrium diagram for a system of components that are
completely mutually soluble in both the liquid and solid states
electron ratio, determined on the basis of theoretical calculations
for a face-centred cubic lattice is 1.36 and fora body-centred cubic
lattice 1.48 electrons per atom.
A continuous series of solid solutions may be formed only when
the electron ratio remains constant or does not exceed the critical
value at any composition of the components.
Corjormation with electron ratio rule is an important condition
for the formation of a continuous series of solid solutions in many
systems. It must be noted, however, that such series are not always
formed even when the electron ratio is suitable, This shows that solid
solution formation is a complex chemical interaction whose laws
are still insufficiently clear.
Fig. 8! shows how an equilibrium diagram is drawn for compo-
nents that are completely mutually soluble in both the liquid and
solid states. In the complete form this diagram is illustrated in Fig. 82.
The upper line corresponds to the temperatures at which the alloys
uo Binary Alloys. Constitution and Equilibrium Diagrams
begin to solidify, the liquidus. The lower line, the solidus, indicates
the completion of solidification.
In the temperature interval between the liquidus and solidus,
the alloys are in a semi-solid state, i. e., they consist of crystals of
a solid solution of components A and 8 and the liquid alloy.
Solidification begins with nucleation and subsequent growth of
the nuclei. Nucleation occurs in regions of the liquid phase where,
Liguid phase
Liguid phase 7]
crystals of solid nA ty?
solution {A+8) Cn)
o 0 0 wm 0 6 0 DD
component Bo
Fig. 82. Equilibrium diagram for system of components that are completely mu-
tually soluble in both the liquid and solid states
due to fluctuations in concentration, the chemical composition cor-
responds to the equilibrium composition of the solid solution at the
given temperature. The critical size of the nuclei depends upon the
degree of supercooling and supersaturation of the initial liquid solu-
tion. The higher the degree of supercooling and supersaturation, the
smaller the critical size of the nuclei.
We shall now consider the solidification of an alloy containing
60 per cent B (Fig. 82). Freezing begins at temperature f, where
the first crystals of the solid solution of the components A and B
separate from the liquid alloy. The alloy is in a two-phase state below
temperature /,. As indicated by the phase rule for a two-component
system in which two phases are present (liquid and solid), the number
_. Systems with Mutually Soluble Components ut
of degrees of freedom will be
F=2+1—2=t
Therefore, each temperature corresponds to definite concentra-
tions of the phases.
The concentration of the solid solution, in equilibrium in the
liquid phase, is determined by the point of intersection of a hori-
zontal ine, passing through the given temperature, with the solidus
(Fig. 82). The concentration of the liqui pase is determined by
the intersection of the same temperature line with the liquidus.
At a temperature of ¢,, for example, points m and n represent the
concentrations of the solid and liquid phases, respectively. At tem-
perature f,, they are represented by points m, and a,. Thus, in soli-
dification, the composition of the liquid phase continuously varies
along the liquidus while that of the solid phase varies along the solidus.
The ratio by weight between the liquid and solid phases at a tem-
perature f,, for example, may be calculated using the lever rule:
weight of Hguid phase, em
weight of solid phase fn
An alloy containing 60 per cent B completely solidifies at tem-
perature %.
Fig. 83 illustrates the equilibrium diagram for copper-nickel allo:
which are an example of complete mutual solubility in both the liquid
and solid phases.
In the solidification of alloy systems of this type, the solid so-
lution crystals, separating during the process, are of variable com-
position. However, if the alloy is held at a sufficiently high temper-
ature for ample time and is cooled very slowly, diffusion between
the liguid part of the alloy and the crystals and also between the crys-
tals of the solid solution, that are of varied composition, will help
to establish equilibrium between the phases. Ditfusion also facilt-
tates equalisation of the composition after the alloy is compietely
solid. Since diffusion is a very slow process, the composition does
not have enough time, in actual practice, to be fully equalised and
the crystals usually vary in composition. The axes of the crystals,
which start to grow at the beginning of solidification, are usually
richer in the component having the higher melting point. The peri-
pheral layers of the crystals and the spaces between the axes are filled
in later and will be enriched by the component lowering the melting
point of the alloy.
No true equilibrium is attained, for such cases, between the liquid
and solid phases in solidification. Therefore, the diagram, which
is drawn for equilibrium cases, cannot be used for determining com-
positions of the phases by intersections on the liquidus and solidus.
112 Binary Alloys. Constitution and Equilibrium Diagrams
Upon faster cooling, the structure of solid-solution type alloys
will be of a clearly defined dendritic character (Fig. 84) due to the
liguid phase
Temperaters, C—om
Satta solution
{0u-Wi]
a 0 20 30 40 50 50 70 6a 90 100
% nicked —
Fig. 83. The copper-nickel equilibrium dtagram
Fig. 84. Microstructure of a solid sotution of 90 per cent Cut 10 per cent Zn:
a—dendrites of the solid solutfon (as-cast), x 3, and 6-—polyhedrons ot the solid solution (after
homogenising or diffusion annealing), x 100
lack of homogeneity in the composition of the crystals. Such inho-
mogeneity of the alloy within the crystals is called dendritic segre-
gation or coring.
Systems with Mutually Soluble Components 3
The larger th: temperature interval bet-
ween the liquidus and solidus, the greater
the degree of dendritic segregation. It may be
reduced somewhat by holding the alloy for
a long period at a temperature high enough
toensure a suitable rale of diffusion. After
such treatment (annealing), the dendritic
structure of the cast alloy is no ionger
evident and polyhedral grain structure of the
homogeneous solid solution may be obser-
ved (Fig. 84, 6).
The variation in mechanical, physical and
fabrication properties of alloys that form a
continuous series of solid solutions is shown
in Fig. 85. The diagrams indicate that so-
lid solutions possess higher strength and har-
dness than their components. In many cases,
however, this increased tensile strength is
not accompanied by reduced ductility. On
the contrary, ductility is often increased to-
gether with tensile strength and hardness (for
example, in & brasses).
N. S. Kurnakov first noted that the for-
mation of a solid solution always increases
the electrical resistivity. This is associated
with the considerable distortion of the ele-
ctrical field of the solvent metal by the
atoms of the solute metal. It must be noted,
however, that the electrical resistivity of a
solid solution remains practically unchanged
upon an increese in temperature while that of
pure metais substantially increases. Therefo-
re, at high temperatures, the resistivity
pure ntetais may exceed that of solid
tions.*
Aileys which form homogeneous sslid
solutions are ordinarily easily worked (by
rolling, forging, stainping, etc.) but have
comparatively low casting properties (they
have a tendency to form cracks ana disper-
sed porosity). Such alloys are machined with
difficulty in many cases duc to their high
u-
* This intlicates that the telationsh!e deduced by
N.S. Kurnakoy is valid only at suflicieitly low
temperatures.
Solid solution
At
Uitimate strength 6,, kgsan? Temperature
a
i
&
2
§ ‘
3 8
3 g
8
3 3
Toval chaage t
voiume i
Fone povastig
%pl
hirinkrge
ose 4 60 60 WP
Pe
Fig. 85. Reinticnship bet-
ween Prupertic: and com-
positica of alleys that
form . conuuy us series
of salid solations
14 Binary Alloys. Constitution and Equilibrium Diagrams
ductility. Substances which reduce the ductility are added to these
alloys to improve their machinability.
Alloys forming homogeneous solid solutions are widely used as
engineering materials.
b. Equilibrium Diagrams of Systems Whose Components Have Complete
Mutua! Solubility In the Lista Sine and Limited Solubility in the Solid
State and in Which the Solid State Solubility Decreases
with the Temperature
Fig. 86, a shows how an equilibrium diagram of this type Is drawn
while Fig. 86, 6 is the complete diagram on which the obtained stru-
ctures are indicated.
The lines ae and be are the liquidus. Crystals of a solid solution
of component B in component A («) begin to precipitate from the liquid
alloy along line ae; the solid solution of component A in component B
(p) precipitates along line be.
The lines ad, dec, and be correspond to the solidus. The point d
corresponds to maximum solubility of component B in component A
at the eutectic temperature (#,). Point ¢ is the same for component A
in component B. :
In a similar manner, points & and f irfdicate the solubilities of
component A in component B, and B in A, Tespectively, at normal
room temperatures. The lines d& and fc thus show the variation in
solubility with the temperature.
At point e, which conforms to the conditions of nonvariant equilib-
rium (F=2+-1—3=0), the solid solutions « and B simultaneously
separate from the liquid phase to form the eutectic (@-+B).
Let us consider now the solidification process of alloys 1, 2, and 3
(Fig. 86, 0).
Alloy | begins to solidify at temperature f, and finishes at ¢,. The
solid alloy contains only crystals of the'solid solution a and no fur-
ther phase transformations occur at lower temperatures.
Alloy 2 begins to solidify at temperature ¢, and finishes at #,.
The composition of the liquid phase varies during solidification
along the liquidus; that of the solid phase varies along the solidus.
Thus, at temperature ¢, points m and n determine the compositions
of ‘ne liquid phase and the solid solution crystals, respectively.
Wren it is completely solid, alloy 2 will consist only of a solid so-
lution crystals. Upon further cooling to temperature 4,, the solid
solution will become supersaturated and, at lower temperatures,
it will decompose and the surplus component B will be separated as B
ecystals whose amount increases as the temperature falls. Therefore,
at temperatures below #,, the alloy will consist of two phases a+f
(Fig. 87). The composition of the a and B solutions varies along line
det @ crystals and along ef for 6 crystals upon a fall in temperature.
GOLA «RRR
Temperature, C-——
tim me ‘compat
ome 200 07 8 4
| Keompment A
Temperature —»—
Fig. 86. Equilibrium diagram of a system of components that have complete mutual
solubilily in the liquid state and limited solubility in the solid state.
@—consiructing the diagram, 6—the finished diagram
116 Binary Alloys. Constitution and Equilibrium Diagrams
For example, at temperature ¢’, the composition of the a-phase is
determined by point 6 and that of the B-phase, by point y. The quan-
titative relation between the weights of thea- and 6-phases conforms
to the lever rule:
amount of a-phase _ 2’)
amount of B-phase 7°
On the basis of energetic and concentration fluctuations, nuclei of
the B-phase are first formed on the boundaries of the original a-phase
m
Fig. 87. Separation of the surpius phase upon decomposition of the solid solution
(AI-Cu alloy), X 250
grains (Fig. 87). Rapid cooling (quenching) will suppress the formation
of B-phase crystals and a homogeneous alloy may be supercooled io
low temperatures. A quenched solid solution of this type, supersa-
turated with component B, is unstable and will decompose upon hea-
ting and, for some alloys, even at norma} temperaiure. The rate of
decomposition increases with the temperature to which the alloy is
heated, This separation of the surplus phase due to decumposition of
a supercooled solid sotution is accompanied by considerable changes
in the properties of the alloys. An increase ii hardness is characteristic
for this process which is called age hardening or precipitation hardening.
Alloy 3 (Fig. 86, 6) begins lo solidify at temperature f, and is com-
pletely solidified at temperature ¢,
In solidification, the composition of the liquid part of the alloy
varies continuousiy along the liquidus, approaching the eutectic
composition (point e); the composition of the solid phase varies along
the solidus moving toward the maximum solubitity (point 4). The
telation between the liquid and solid phases may be found at any
temperature by the lever rule. At temperature ¢,, the liquid phase
Systems with Mutually Soluble Components u7
teaches the eutectic composition and the alloy completely solidifies.
In this, alpha and beta solid solutions, forming the grains of the eute-
clic, are simultaneously precipitated from the liquid phase.
The solidified alloy will consist of primary fully saturated (point d)
crystals of alpha solid solution, precipitated in the temperature
interval 1,-¢,, and the eutectic, formed at temperature ¢, and com-
prising alpha and beta solid solutions of the extreme compositions
(points d and c, respectively). Thea crystals, both primary and those
Fig. 88. The lead-tin equilibrium diagram
in the eutectic, decompose upon a further drop in temperature due
to the decrease in solubility. As a result beta solid solution crystals
precipitate from the a crystals. The compositions of the a-phase and
the B crystals, both surplus and those in the eutectic, vary with the
temperature along the lines dk and c/, respectively. After the complete
jolleitication of an alloy, their compositions are indicated by points
& and f. .
An alloy of the composition corresponding to point e (60 per cent B)
will contain only grains of the eutectic (¢+) after solidifying.
Hypereutectic alloys will solidify in exactly the same manner as
the hypoeutectic ones considered previously except that primary
6 crystals will precipitate instead of primary a crystals. Equilibrium
diagrams of this type are of great practical significance since the pro-
perties of the alloys (for example, alloy 2) can be substantially changed
by heat treatment (hardening and ageing).
The Pb-Sn system has an equilibrium diagram of the above-described
type; this diagram is shown in Fig. 88.
N. S. Kurnakov has shown that the properties of -alloys of this
type vary along a curve in the region of homogeneous solid solutions
and along a straight line for regions of two-phase mixtures (Fig. 89).
us Binary Alloys. Constitution and Equilibrium Diagrams
Tendency to form
et crdohs
porasity
Fig. 89. Relationship bet-
ween properties and com-
position in a system with
imited solubility in the
solid state
In the second case, the end points of the
straight line correspond to the properties of
fully saturated solid solutions.
It must be noted that the properties, in
the regions in which two phases (@ and B)
exist, depend upon the degree of dispersity
of the mixture (Fig. 89). The properties of
highly dispersed mixtures wil! not conform
to the straight line relationship.
Investigations conducted by A. A. Boch-
var and co-workers have found a definite
relationship between the composition of an
alloy and its casting properties (Fig. 89).
The larger the temperature interval of soli-
dification, the less the fluidity of an alloy.
The greater the distance between the liqui-
dus and solidus (in a horisontal direction),
the more tendency an alloy has for dend-
ritic segregation. Fluidity is noticeably inc-
reased and the tendency to form hot cracks
is reduced in alloys which form a eutectic
in solidifying.
Shrinkage appears as a concentrated pipe
in alloys which solidify in a narrow freezing
range and, particularly, in eutectic alloys
which solidify at a constant temperature.
On the other hand, shrinkage in alloys, so-
lidifying in a wide freezing range, is found
chiefly in the form of dispersed porosity
(Fig. 89) throughout the casting. This may
necessitate rejection of the casting.
Therefore, fo ensure good casting proper-
ties, the concentration of the components
must exceed tneir maximum solubility in
the solid state and should approach the eu-
tectic concentration.
Alloys in the region of homogeneous so-
Hd solutions possess high ductility and, the-
refore, are easily rolled, forged, pressed, etc.
Plastic deformation of alloys consisting of a
mixture of several phases is much more diffi-
cult. Ductility is reduced tothe greatest ex-
tent when the eutectic appears in the structu-
re, Consequently, the maximum solubility at
the eutectic temperature is the upper limit
of concentration for wrought alloys.
Systems @ith Mutually Soluble Gomponents 119
Alloys of the type here described are extensively used in engi-
neering.
c. Equilibrium Diagrams of Alloys Whose Components Have Complete
Mutual Solubility in the Liquid State and Limited Solubility In the Solid
State (Alloys with a Peritectic Transformation)
The equilibrium diagram for this type of alloy is shown in Fig. 90.
This diagram differs from the preceding type (Fig. 86) in that the
crystals of beta solid solution, precipitated at the beginning of soli-
dification, react with the liquid alloy of a definite composition to
Liguid phase
o 0 0 WH 4 55 8 RM & WM WO
Yecompanent B
Fig. 90. Equilibrium diagram of an alloy subject to peritectic transformation
form new crystals of alpha solid solution. This transformation or
reaction occurs at a constant temperature (as do eutectic transforma-
tions) and is called perttectic transformation.
In the equilibrium diagram (Fig. 90), the line abe is the liquidus
and adec is the solidus. Point d represents the maximum solubility
of component B in component A at temperature ¢,; point eis the same
ior component A in component B. Points & and f represent maximum
solubility at normal temperatures. Thus, lines dk and ef show the
120 Binary Alloys. Constitution and Equilibrium Diagrams
variation in solubility in the alpha and beta solid solutions upon
cooling.
The diagram can be better explained by considering the solidifi-
cation of alloys /, 2, and 3 which contain 40 per cent B and 60 per
cent A, 61 per cent B and 39 per cent A, and 80 per cent B and 20
per cent A, respectively.
The 80 per cent B alloy begins to solidify at temperature ¢, when
crystals of beta solid solution precipitate from the liquid alloy. At
temperature ¢, (Fig. 90), the liquid
phase has the composition conforming
to point b and the crystals of solid so-
lution are enriched by component B to
the maximum concentration, shown by
joint e. Here the alloy completely so-
idifies according to a peritectic trans-
formation that consists in an interac-
tion between the liquid alloy of com-
position 6 with the fully saturated B
crystals (point e). This forms a new
alpha solid solution of the maximum
concentration (point d):
Ly thy Gat Be
For any given composition of the
1g, 91. F xe phase struc - : ;
indi sea result of peritectic tae alloy, the proportion of the reacting
nsformation (Cu-Zn alloy), x 250 phases is characterised by the amount
of excess B crystals and, therefore,
a certain amount of f crystals remains unused in the peritectic
transformation.
‘The structure cf the solid afloy will be a peritectic mixture of two
solid solutions («+B) whose compositions will vary along the lines
di and ef at a further fall in temperature.
Fig. 91 illustrates the structure of an actual alloy after a peri-
teciic transformation. The light crystals are a while the dark ones
are B.
of peritectic reaction, in which three phases participate (liquid
and crystals of alpha and beta solid solutions), corresponds to non-
variant equilibrium, i. e., the process proceeds at constant tempera-
ture:
F=24+1—3=0
Alloy 2, containing 6] per cent B, begins to solidify at tempera-
ture ¢, and finishes at the peritectic temperature ¢,. The alloy com-
pletely solidifies at a constant temperature. This is accompanied
by the peritectic transformation:
LytB, + mg
Systems in Which Chemical Compounds are Formed 121
Thus, the result of the peritectic transformation (for the given
alloy) will be the disappearance of both initial phases (liquid phase
of composition 6 and crystals of the beta solid solution of composi-
tion e) and the formation of a single alpha solid solution. At temper-
atures below #,, however, the alpha solid solution will be partially
decomposed, resulting in the precipitation of surplus beta solid so-
lution crystals.
The compositions of the alpha and beta solid solutions will vary
along the lines de and ef which indicate the maximum solubility at
various temperatures.
After being cooled to room temperature, the alloy will consist
of separated crystgis of alpha and beta solid solutions, having the
compositions & and f.
Alloy /, containing 40 per cent .B, begins to solidify at tempera-
ture ft, and crystals of beta solid solution precipitate from the liquid
phase. The following peritectic transformation occurs when tempera-
ture f, is reached:
Ly + Be Ly tae
The liquid phase is in excess after the peritectic transformation
in this alloy. Thus, the solidification of this alloy is not completed
at the temperature of peritectic transformation and crystals of alpha
solid solution continue to precipitate from the liquid alloy upon
jurther fall in temperature. The alloy completely solidifies at tem-
perature f, and consists only of crystals of the alpha solid solution.
It is evident from Fig. 90 that alloys having a component B con-
centration less than 47 per cent, i. e., located to the left of point &,
cnist solely of alpha solid solution crystals. Alloys containing
more than 96 per cent component B (to the right of point f) consist only
of beta solid solution crystals. Peritectic transformations occur in
a sumber of alloys which are important engineering materials. They
include: Fe-C (Fig. 108), Cu-Zn (Fig. 257), Cu-Sn (Fig. 260), and
others.
6-5. Equilibrium Diagram of a System
in Which the Components Have Unlimited Solubility
in the Liquid State and Form Chemical
Compounds Upon Solidification
One or several chemical compounds may be formed in many me-
tallic systems.
Chemical compounds are classified in the following three main
types: 1) valency compounds, 2) electron phases, and 3) interstitial
phases.
Valency compounds include MgsSi, Mg.Sn, MgsPb and other
compounds of magnesium with elements of the fourth, fifth, and
sixth groups in the periodic system. A characteristic feature of these
compounds is the practically complete insolubility of the components.
I Binary Alloys. Constitution and Equilibrium Diagrams
Valency compounds are seldom formed in metal alloys. In the
majority of cases, the components combine in intermetallic phases
(chemical compounds) which do not follow simple valence rules.
Electron compounds (Hume-Rothery phases) are of prime impor-
tance in metallic systems. Compounds of this type have a defini-
te ratio of the number of valence electrons to the number of atoms,
i. e., a definite electron ratio. Thus, a whole series of compounds
exist in which the ratio is °/,; in others it equals */,, and */,. Each
of these ratios corresponds to a definite type of crystal lattice. All
compounds with anelectron ratio of */, have a body-centred crystal
lattice. This type of compound includes CuZn *, Cu,Al, Cu,Sn,
NiAl, FeAl, and others. They are known as the B-phases.
Compounds Cu,Zn,, Cu,Al,, and others, with an electron ratio
of "/,,, have ‘a complex cubic lattice. They are called the y-phase.
Finally, such compounds as CuZn,, CusSn, Cu,Si, and others
with a ratio of 7/,, have a close-packed hexagonal lattice and are ~
catled the e-phase.
A large group of metals (Fe, Cr, Mo, W, Ti, V, and others) form
chemical compounds (carbides, nitrides, etc.) with carbon, nitro-
gen, hydrogen and boron, all of which have a small atomic radius.
These az called interstitial compounds. This group of compounds may
be formed if the ratio of the atomic radius r, of the nonmetal (C, N,
H, or B) to the atomic radius 7, of the metal is less than or equal
to 0.59 (= <0.59).
Interstitial sompounds have the following types of chemical for-
mulae: Me,X [Mn,N, Fe,N, etc.]., Me,X([W,N, Fe,N, etc.], and’ MeX
(TiN, TiC, WC, VC, etc.].
The atoms of interstitial compounds form one of the most typical
cubic or hexagonal crystal lattices into which the atoms of the me-
lalloid are inserted, occupying definite pores or vacant positions.
Interstitial compounds or phases differ from interstitial solid so-
lutions in that their crystal lattices differ from those of the metals
of which they are formed. They have certain typically metallic pro-
perties (electrical conductivity which is reduced with an increase
in temperature). They also have an exceptionally high hardness and
melting point.
Solid solutions, usually with excess metal atoms, are easily formed
on the basis of interstitial compounds.
a. Equilibrium Diagram of a System Whose Components Have Complete Mutual
Solubility In the Liquid State and Form Stable Chemical Compounds After Solidification
In this diagram, the components A and B form a chemical compound
A, 8, which has a constant melting point, shown on the diagram by
* In compounds copper provides one valence electron, zine provides two, alu-
minium three, tin four, while nickel and iron do not provide any.
sks oy
sway tre Pato} st punoduios jeauaqs [quis
9d-BW pum ‘ug-3W ‘Ig-3W 2y3 205 sUIELBeP oMqunbg, “6 “My GPA UF widIshs jo WeABeIp wnnqyinby -7 By
a % ew St neny % Rwoy
a
2
1
Ry] =
z| ©
J, ‘singasadusas
124 Binary Alloys.
Constitution and Equilibrium Diagrams
point ¢ (Fig. 92). Under a microscope, a chemical compound is obser-
ved as separate polyhedral grains, the same as in a pure metal.
The effect of the existence of a stable chemical compound on the
equilibrium diagram is that en ordinate, corresponding io the compo-
Temperature, Cm
Hardness, Boh
Electrical resistivity
Electrical conductivity
0 2040 60 80 HO
% component 8
Fig. 94, Relationship. bet-
ween properties and com.
position in a system in
which a stable chemical
compound is formed
sition of this alloy, divides the diagram into
two parts (Fig. 92). We obtain what may be
considered as two diagrams of the first type,
A-A,B, and A,B,-B, joined along the ordi-
nate corresponding to the chemical com-
pound composition.
Alloys A-A,B,, begin to solidify at the
temperatures indicated by the line abc. A
crystals begin to separate on linead and cry-
stals of the compound A,B, along line bc.
lidification is completed at the eutectic
temperature (line bf).
A, 8,,-B alloys begin to solidify along line
ede. On line ed crystals of compound 4,8,
separate and B crystals along line de. In this
case, solidification is completed along the
eutectic line ndm.
It is evident from the diagram (Fig. 92)
that two eutectics are formed. One, represe-
nted by point 4, consists of a mixture of A
crystals and compound A,8,; the second,
tepresented by point d, consists of compound
A,B, and B crystals.
In the first part of the system (4-4,8,,),
hypoeutectic alloys begin to solidify with
the precipitation of primary A crystals from
the liquid alloy; crystals of the compound
A,B, precipitate in hypereutectic alloys.
In the second part of the system (A,,B,,-B),
hypoeutectic alloys contain primary crystals
of compound A,B, in addition to the eutec-
tic (A,B,+B); hypereutectic alloys contain
Berystals. Fig. 93 illustrates equilibrium
diagrams of three actual systems in which
stable chemical compounds are formed. It
must be noted, however, that in most ca-
ses, the components and the chemical compound form limited regi-
ons of solid solutions. In these cases, the diagram will be complex
and will consist of two diagrams of the eutectic type having limi-
ted solubility in the solid state (Fig. 94). The y region is a solid
solution on the basis of the chemical compound or a compound of
variable composition. Since the typical equilibrium diagram given
124 Binary Alloys. Constitution and Equitibriam Diagrams
point c (Fig. 92). Under a microscope, a chemical compound is obser-
ved as separate polyhedral grains, the same as in a pure metal.
The effect of the existence of a stable chemical compound on the
equilibrium diagram js that an ordinate, corresponding to the compo-
sition of this alloy, divides the diagram into
two parts (Fig. 92). We obtain what may be
considered as two diagrams of the first type,
A-A,B,, and A,8,-8, joined along the ordi-
nate corresponding to the chemical com-
pound composition,
Alloys A-A,B, begin to solidify at the
temperatures indicated by the line abc. A
crystals begin to separate on line ab and cry-
stals of the compound A,8,, along line bc.
Solidification is completed at the eutectic
temperature (line Rbf). .
A, B,-B alloys begin to solidify along line
ede. On line cd crystals of compound A,B,
separate and B crystals along line de. In this
case, solidification is completed along the
eutectic line ndm.
It is evident from the diagram (Fig. 92)
that twoeutectics are formed. One, represe-
nted by point 6, consists of a mixture of A
crystals and compound A,8,; the second,
represented by point d, consists of compound
A,B, and B crystals.
In the first part of the system (A-A,8,),
hypoeutectic alloys begin to solidify with
the precipitation of: primary A crystals from
the liquid alloy; crystals of the compound
A,B, precipitate in hypereutectic alloys.
In the second part of the system (A,8,,-B),
hypoeutectic ai loys contain primary crystals
Fig. 94. Relationship bet- ©! compound A,B,, in addition to the eutec-
ween properties ane com- tic (A,B,+-B); ‘hypereutectic alloys contain
position in a system in B crystals. Fig. 93 illustrates equilibrium
which @ Stable | chemical diagrams of three actual systems in which
compound is ton stable chemical compounds are formed. It
must be noted, however, that in most ca-
ses, the components and the chemical compound form limited regi-
ons of solid solutions. In these cases, the diagram will be complex
and will consist of two diagrams of the eutectic type having limi-
ted solubility in the solid state (Fig. 94). The y region is a solid
solution on the _basis-of thé chemical compound or a compound of
variable composition. Since the typical equilibrium diagram given
Wardness, Bh
Electritat resistivity
Systems in Which Chemical Compounds are Formed 125
in Fig. 94 is identical to a diagram previously explained (Fig. 86),
there is no necessity for following the solidification of various alloys
in this system.
Fig. 94 also shows the relation between properties and composition
for alloys of this type. Characteristic features of chemical compounds
are their exceptional hardness, high electrical resistivity, and unsu-
itability for plastic deformation; they are very brittle.
On the properties vs composition curves, there is a sharp bend
in the straight line at compositions corresponding to the chemical
compound. The point, at which the curve bends sharply, corresponds
to the composition of the chemical compound and is called the sin-
gular point. The singular point helps to exactly locate the position
of the chemical compound on the equilibrium diagram.
b. fli brim of a System of its that Form an Unstable
Fecal ponds ilditication Ned Which Decomposes soon
Chem!
Reheath Before Melting, Peritectic Reaction, Form! Soll
ee Siete ate a Liquid Phase ing «
Fig. 95 illustrates the diagram obtained in this case. The chemical
compound A,B, is located at the ordinate 80 per cent 8. This compound
ty Liguid phase
Liguid phase
Temperature
109M) 4x}
60D 0 0 5D 6 1M 60 9
%canpaneat 8 :
Fig. 95, Equilibrium disgram of a system in which an unstable chemica} compound
® * = 1s formed pe
is formed at temperature f, as a result of a peritectic transformation
of the liquid phase, having a composition indicated by point d (L,),
126 Binary Alloys. Constitution and Equitibrium Diagrams
and the beta solid solution of maximum concentration (point e):
LatB, ~ AnBy
A chemical compound is formed only in alloys of the indicated
composition. Alloys of higher concentration (located to the right
of 80% B) will contain excess crystals of B solution, in addition to
the compound A,B,; those of lower concentration (to the left of
80% B) will contain the eutectic (2+A,B,q)-
6-6. Equilibrium Diagram of a System Whose
Components are Subject to Allotropic
Transformations
Phase transformations occur in the solid state of systems in which ~
one or both components are subject to allotropic transformations, for
example, in systems of which Fe, Co, Mn, Ti and Zr are components.
Fig. 96 shows an equilibrium diag-
tam for the case when the com-
ponents of the system solidify as
pure metals and the component A
has two allotropic forms, « and B.
The transformation of component
A from allotropic form @ to form B
s, takes place at a constant tempera-
ture ¢,, since three phases a-A, B-A
and B are in equilibrium during the.
transformation (F=2+1—3=0). A
4 characteristic case of this type of
diagram is the Fe-S system (Fig.
3
Liguid phase
Liquid
phase
a)
Temperature, °C,
If alloys, in solidifying, form so-
0 2 40 6 & 1 \id solutions of components that
‘A companent 8 may exist in different allotropic
Fig. 96. Equilibrium diagram of a forms, various relationships may
system in which one of thecompone- occur between them.
vats has two allotropic forms The phase diagram of a case, in
which the high-temperature mod-
ifications have complete mutual solubility and the low temperature
modifications have but limited solubility, is illustrated in Fig. 97.
Solid state transformations may be described in the same way
ay in solidification from a liquid solution * (see page 114). It is evi-
dent that the line ac corresponds to the beginning of decomposition
of the beta solid solution with the precipitation of «’ solid solution
* In real systems, solid state transformations take place in a more complex
manner.
Diagrams of Ternary Systems 127
crystals. On line cb, «” solution will precipitate. The beta solid so-
lution will decompose into a mixture of the a’- and a”-phases along
line dee at a constant temperature (F=0).
The process is similar to a eutectic transformation except that
the initial phase is a solid solution. This is called a eutectoid trans.
formation and the mixture of crystals (a’-++«”} is called the eutectoid.
liguid phase
Liquid phase
+
Jemperature, C
id
| a ,
+ +
leutectoit eutectoid
ectt fatvat) | (a'va*}
| |
00 2 30 40 6 7% % 90 100
% component 6
Fig. 97, Equilibrium diagram of a system in which the high-temperature allotropic
forms of the components have complete solubility, and the low-temperature forms—
limited solubility
It should be noted that solid solutions differ from liquid solu-
tions in that they have a larger tendency to supercool and produce
nonequilibrium states which, naturally, cannot be shown on the
equilibrium diagram where all phases are in equilibrium.
6-7. Diagrams of Ternary Systems
Since ternary and more complex alloys are widely used in engi-
neering, it is necessary to study the equilibrium diagrams for mul-
tiple-component systems. Such diagrams enable more expedient
alloy compositions to be selected and help us to understand the va-
128, Binary Alloys, Constitution and Equilibrium Diagrams
rious processes that occur in such systems. The Russian school of
hysical metailurgists, under the leadership of Academician N. S.
Rummakov, have done extensive research in this field.
Many ternary diagrams have been constructed and they are widely
used in actual practice. The diagram of a ternary system is a three-
dimensional model constructed on a base which is an equilateral
triangle. The concentration of the components may be shown in the
triangle in the same scale. This is called a concentration triangle.
a B
£L
a g ie
4 i] oooA 7 o
é& c
Fig. 98. Determining the composition of ternary alloys
The components of the alloy are located at the corners of the tri-
angle while the sides represent the three binary alloys. Any point
within the triangle specifies the composition of a ternary alloy.
A property of an equilateral triangle is frequently used to deter-
mine the composition of an alloy within the triangle. This geomet-
tical rule states that the sum of three lines (on-+om--op) (Fig. 98, a),
drawn parallel to the three sides, from any point within the triangle,
is equal in length to one side ¢ of the triangle which is iaken as 100
per cent.
To find the composition of the alloy at point o, we simply draw
three fines from this point parallei to the sides of the triangle. The
corresponding lengths of the Jines show the percentages oi compo-
nents A, B, and C in the alloy.
The composition may also be determined by snotier method. In
this case, the altitude of the triangle is taken 2s 106 per cent and
the geometrical theorem which is used state: that the sum of ihree
lines drawn perpendicular to the three sides from a point in an equi-
lateral triangle, is a constant equal to the altitude (8B ,=ima+
-+-me-+mb) (Fig. 98, 6).
On the basis of the properties of equilateral triansies, it is nat
difficult to show that:
1) All alloys whose compositicn lies on a straight line connecting
an apex of the triangle with the opposite side have 2 constant com-
position ratio of two components, for exempie, aliovs on the tine
Aa have a constant ratio of componenis B and C (Fig. 98, ¢).
Diagrams of Ternary Systems tag
2) All alloys which lie on altitudes of the triangle (Fig. 98, c) have
the same compssition for two of the components, for example, al-
loys on the altitude Bd contain equal amounts of components A and C.
3) All alloys which Ite on a line parallel with one side of the tri-
angle (ed) have the same content of the component located at the apex
opposite which this line is drawn (B in Fig. 98, c).
The composition of ternary alloys is represented on a plane while
a three-dimensional model is required to show temperature trans-
formations.
In constructing a ternary diagram, the first step is the same as
for binary alloys where cooling curves are plotted in temperature
vs time coordinates for alloys of various composition. When this
has been done, the points representing the various alloys are plot-
ted in the composition triangle. Perpendiculars are constructed
to the plane of the triangle at the corresponding points and the tem-
peratures of the critical points for each alloy are located on the cor-
fesponding perpendicular. Surfaces passing through the critical
points, in the same way as lines were drawn through the critical
points in binary diagrams, will provide a three-dimensional repre-
sentation of the ternary diagram.
Ternary diagrams are classified in accordance with the same fea-
tures as for binary alloys, i.e., on the basis of the solubility of the
components in the fiquid and solid states, presence of chemica! com-
pounds, etc.
Fig. 99 illustrates a ternary diagram for a system in which the com-
jonents have complete mutual solubility in the liquid siate and
orm a simple mechanical mixture when they solidify.
Binary systems A-B, B-C, and A-C are constructed on each side
of the composition triangie (Fig. 99).
The surface 4,6, E’E; ¢, is a part of the liguidus and corresponds
to temperatures at which component A begins to precipitate [rom
the liquid alioy, surface t,£, E’E; t, is the same for compouent 8 and
surface #,£, EE; ty refers to precipitation of component C. The
lines Ey E’, EE’, and & &’ represent the binary eutectics in the
ternary alloy.
All three surfaces composing the solidus intersect at the common
point &’ which is the ternary eutectic.
The projeciions of the fines of the binary
of the composition triangle give three two-di:
F,£, and E,E (Fig. 99, 5).
We may follow the solidification of an alloy having s composi-
tion represenied by point @ to better understand this disgram. It
is evident from Fig. 09 that at point R the alloy is in a Equid state,
When the temperature 1s lowered to point /, the liquid alloy de-
comes saturated with component A which begins to precipiizte at this
point, At this, the liquid alloy will become richer in co::.panents B
ectics ov the plane
ional carves £,8,
130 Binary Alloys. Constitution and Equilibrium Diagrams
and C and its composition will change along the surface of the fiqui-
dus in the direction 10’.
The projection of the curve 16’ on the composition triangle will
bea straight line ab passing through the apex A *. When the com-
position of the liquid alloy reaches point b, it wil] be saturated with
Tr
VR
a
Fig. 99. Ternary diagram (model) for
a system of components having com-
plete mutual solubility in the liquid
state and forming a mechanical mixt-
e ure in the solid state
components A and B. Therefore, both of these components will so-
lidify at a further drop in temperature and form a binary eutectic.
This binary eutectic (A+) is formed along a temperature interval
(F=3+1--3=1). In this temperature interval (formation of the
cutectic), the composition of the liquid alloy will vary along line
£; E', from point 6’ to the ternary eutectic E’. In the projection
on the composition triangle, this change will follow along curve
£,£, from point 6 to point £ (Fig. 99, 6).
* Though the composition of the liquid ailoy varies, the proportions of the com-
ponents B and C remain constant since their absolute amount in the alloy does not
change. This requires the composition of the liquid alloy to vary along a straight
line passing through an apex of the triangle.
Diagrams of Ternary Systems 131
When the liquid alloy reaches the concentration represented by
point £(E'), the ternary eutectic (A+B+C) is formed. This takes
place at a constant temperature (F=3+1—4=0) corresponding to
point 2 (Fig. 99) in the eutectic plane (A’B’C’) passing through point
£’. The completely solidified alloy will consist of A crystals, binary
eutectic A+B, and the iL
ternary eutectic A+B+ 4b
+C.
Another alloy with the
composition represented
by point m will solidify
in exactly the same man-
ner. After solidification
this alloy (alloy //} will
consist of B+(B+C)+
(A+B+C)}. The latter
4,
c
Fig. 100. Ternary diagram Fig. 101. Ternary diagram (model) for a sys-
(model) for a system of com- tem of components icving limited solubility
ponents having complete mu- In the solid state
tual solubility in both the Ii-
quid and solid states
two phases are the binary and ternary -stectics, respectively.
Alloys located on the lines £,£ and ££. tor example, alloy Mi
in Fig. 99, will consist, after solidifying, of “se binary and ternary
eutectics. Alloys on the lines AZ, BE, and Cé will contain no bina-
ty eutectics; they will consist only of an ex.ess component (A, B
or C) and the ternary eutectic (A+B+C). The alloy at point £ will
consist only of the Ternary eutectic (A+B+0)}.
A ternary diagram for components having complete mutual solu-
bility in both the liquid and solid states is shown in Fig. 190. This
132 Binary Alloys. Constitution and Equilibrium Diagrams
diagram has two surfaces, liquidus and solidus, between which the
ternary solid solution is solidified. The solid alloy consists of this
ternary solid solution. oo
Fig. 101 illustrates a ternary diagram of a system having limited
solubility in the solid state. ;
Quite often, only certain known sections of a ternary diagram
are used to show transformations. There are several methods for
constructing such sections:
Vw A
vy N
Fig. 102. Isothermic sections of a ternary diagram
} Horizontal sections of the ternary diagram are made, either
in the ferm of isothermal sections, which represent the phase and
siruciural composition of all the alloys at a definite temperature,
tions of certain surfaces and lines on a horizontal sur-
miposition triangle).
al sections are made either parallei with one side of the
triangle or passing through one of its apexes. Some-
al sections are constructed. These sections show the phase
and siccciural composition for all temperatures but only for defi-
nite compositions of ternary alloys.
ed most frequently is a vertical section of a ternary
a constant composition of one component or with con-
stant proportions between two of the components.
Pig. 12 dluctrates isothermic sections of a ternary diagram (Fig: 99)
which are horizontal planes made at a temperature above the tempera-
tures for ihe pinary and ternary eutectics (a) and at a temperature
slightly svove the ternary eutectic point (6). Fig. 102, ¢ shows a ho-
risontal section below the ternary eutectic point for alloys forming
limited solid solutions (Fig. 101).
Several vertical sections in planes parallel with side AB are shown
in Fig. 105.
In fhe section ab, points a, K, M, N, and ® are intersections of
the plane in question with corresponding volumes of the ternary
diagram (Fig. 99). In our section, the two surfaces of the liquidus
Diagrams of Ternary Systems
. a
Section a,b, Section a,%
Fig. 103, Vertical sections of a ternary diagram
134 Binary Alloys. Constitution and Equilibrium Diagrams
intersect in point M. The intersection with the surface of the liquid-
us is represented by the lines a” M and Mo’’. Further down, the ver-
tical section cuts the regions in which the binary eutectics precipitate
from the liquid alloys. This is represented by the lines a’ X and
Nb". Points XK and N are on the surface of the solidus, i.e., at the
temperature of solidification of the ternary eutectic. They can
therefore be connected by a straight line parallel with the base.
Sections a1b,, Gsbs, and aybs were obtained in a similar manner.
Chapter 7
THE IRON-CARBON EQUILIBRIUM DIAGRAM
Afloys of the iron-carbon system include steel and cast iron, which
are of the most vital importance to modern industry due to their
extensive, versatile applications.
Alloys with a carbon content up to 2.0 per cent are called steels;
those with a carbon content exceeding 2.0 per cent are called casi
trons.*
Earliest research on the iron-carbon equilibrium diagram was
carried out by the great Russian scientist D. K. Chernov.** He first
showed, in 1866, that when steel is heated (or cooled), transformations,
associated with structural changes, occur at definite temperatures
(depending on the composition of the steel). Chernov’ called these
temperatures “peculiar points” (critical points) and designated them
with the letters a and 6.
At the present time Chernov’s points a and 6 are designated as A,
and A,, respectively. Chernov's discovery of critical points in steel
has served as a basis for the development of the science of metals.
The works of Academicians A. A. Baikov, I. V. Gutovsky, and
N. P. Chizhevsky, as well as A. A. Rzheshotarsky were a great con-
tribution to the study of the iron-carbon system.
The investigations of such famous foreign scientists as H. C. Sor-
by, F. Osmond, W. Roberts-Austen, and P. Goerens helped to con-
struct the iron-carbon equilibrium diagram as we know it today.
7-1. Iron
The melting point of iron is 1,539°C. There are two allotropic
forms of iron: @- and y-iron.
Curves showing the variation in free energy with the temperature
for a- and y-iron are given in Fig. 104. The a-iron free-energy curve
* This classification of steel and cast iron, though accepted, is not exact since
there are alloy steels containing more than 2.0 per cent C and alloyed cast irons
containing less than 2.0 per cent C.
** D. K. Chernov, “A Critical Review of the Articles by Messrs Lavrov and
Kalakutsky on Steel and Steel Gun Barrels and Research Made by the Author on
the Same Subject", Transactions of the Russian Engineering Society, 1868.
136 The Iron-Carbon Equilibrium Diagram
has a gradually changing inclination. That of the y-iron curve in-
creases shar ly at 910°C and Intersects the a-iron curve a second
time at Moo
Therefore, lng exists at temperatures up to 910°C and in the
interval from 1,400° to 1,539° C; y-iron is stable at temperatures from
910° to 1,400° C. In the interval from 1,401° to 1, C, a-iron is
often called 8-Iron.
Fig. 104. Free-energy vs temperature curves for a- and. y-fron
The cooling curve for pure iron is illustrated in Fig. 105.
The crystal lattice of a-iron is of the body centred cubic type with
a lattice constant of 2.86 A. Up to 768°C, a-iron is ferromagnetic.
The maximum solubility of ‘carbon ina-iron is 0. .025 per cent (at 723°),
at 20°C, the sotubility if only 0.0025 per cent.*
The solid solution of carbon in a-iton is called ferrite. Under a
microscope ferrite is seen as homogeneous polyhedral grains (Fig. 106).
The mechanical properties of ferrite (0.06 per cent C) are char-
acterised by the following values:
o,=25 kg/mm"; — o,= 12 kg/mm!;
“$50 per cents $= 80 per cent.
has a face-centred cubic crystal lattice with a
content ‘of 9) ena fat 910° C). It is very weakly magnetic (param:
netic). The cerbon.solubility of y-iron at 1,130° reaches 2.0 per cent.
* According to more exact data which have not been, entered in the diag-
Tam, the ata solubility at 20°C Is about 10-* per cent.
tron ‘ 137
The solid solution (interstitial type) of carbon in y-iron is called
austenite, Fig. 107, a illustrates the crystal lattice of austenite.
The carbon atom occupies the centre of the face-centred cubic
lattice of y-lron. This carbon is in the form of ions which have been
Temperatars, "C
8 8 3 8 § 8 8 8 §€ § § 8
Time
Fig. 105. The cooling curve for pure tron
fonised twice (raving given up two electrons for common use) while
the iron stom has been ionised but once (having given up one elec-
tron).
The microstructure of austenite Is shown in Fig. 106, 6. The stru-
cture of austenite was first observed by A. A. Baikov.
In addition to solid solutions (ferrite and austenite), iron and
carbon form a chemical compound, iron carbide Fe,C which has
been named cementite. Cementite has a carbon content of 6.67 per cent.
138 The fron-Carbon Equilibrium Diagram
Fig. 106. Microstructure of iron:
a—territe, %500, 6—austenite, x 250
Fig.
107. Schematic representations of crystal lattices:
@—austentte, 6—cementite
The Iron-Carbon Equilibrium Diagram 139
Cementite has an orthorhombic lattice with close-packed atoms
(Fig. 107, 6). Its lattice constants are: a=4.518 A and c=5.069 A.
Six atoms of iron form an octahedron with the carbon atom at its
centre. The bond of the lattice is of the metallic type (Fig. 107, 5).
The melting point of cementite has not been exactly determined
but is approximately equal to 1,550° C. Up to a temperature of 217° C,
cementite is ferromagnetic. A characteristic feature of cementite is
its high hardness (BAn2>700) and low ductility. Solid solutions may
be formed on the basis of cementite but the limits of solubility have
not yet been established.
Under definite conditions, cementite decomposes to form free
carbon as graphite. .
7-2. The Iron-Carbon Equilibrium Diagram
A modern version of the iron-carbon equilibrium diagram is illus-
trated in Fig. 108 *.
The iron-carbon equilibrium diagram concerns transformations
that occur in alloys having compositions from pure iron to cemen-
tite (6.67 per cent C). Point A (1,539° C) on the diagram is the melt-
ing point of pure iron and point D (~1,550° C) is the melting point
of iron carbide (cementite, Fe,C). Points N (1,401° C) and G (910° C)
correspond to the allotropic transformations of a-iron into y-iron.
Point E shows the solubility limit of carbon in y-iron at 1,130°C
(2.0 per cent).
The upper left-hand portion of the diagram (Fig. 108) represents
the allotropic transformations yata(6) at high temperatures. At tem-
peratures on the line AB (Fig. 108), crystals of the solid solution of
carbon in a-iron (6-solution) begin to precipitate from the liquid
alloy. The line HJB represents peritectic transformation taking
place at a constant temperature, The result of the peritectic reac-
tion is the formation of the solid solution of carbon in y-iron, i. e.,
austenite.
To simplify further study of the iron-carbon diagram we shal!
ignore this part of the diagram in the future since it is of no prac-
tical importance.
The alloys begin to solidify when they reach a temperature cor-
responding to the line ACD (tiquidus) ** (Fig. 109). Complete solidi-
fication corresponds to the solidus temperatures AECF. Austenite
is precipitated from the liquid alloy along line AC and cementite
along line CD. At point C with a temperature of 1,130°C and at
* Only the metastable equilibrium diagram of iron-carbon alloys (Fe-FesC)
will be considered in this section. The stable diagram (Fe-graphite) is shown in
Fig, 247.
#7 Sce the simplified diagram.
GreBeip upg mbes woqres-uom ay) “E01 “By
05
The _iron-Carbon Equilibrium Di
2
CEE TS
|| abit A | | Nts
PLEA ET
a
J CCCoe
_ The /ron-Carbon Equilibrium Diagram iat
a carbon content of 4.3 per cent austenite and cementite are simul-
taneously precipitated from the liquid alloy to form a eutectic called
tedeburite. All all containing. more tl 2.0 per cent C (cast
irons) and completely solidifying at 1,130°C (line ECF) form: the
eutectic (ledeburite). .
% carter _
Fig. 109. Simplified fron-carbon equilibrium diagram
: A discussion of the primary solidification (transformation from
othe liquid to the solid state) of steels containing 0.76 per cent C and
‘cast irons containing 3, 4.3, and 5.75 per cent C will clarify the in-
Aetgretation of the diagram. . f
teel containing 0.75 per cent C begins to solidify at the temper-
ature ¢, (Fig. 110). Here the solid solution of earbon in y-iron, aus-
tenite, begins to precipitate from the liquid alloy. The amount
142 The fron-Carbon Equiltbrium Diagram
of austenite continuously increases as the temperature falls and
" its composition varies along the solidus (AE) while that of the liquid
phase varies along the liquidus (AC). For example, at a tempera-
ture #,, the composition of austenite corresponds to point a; that
of the liquid phase {s indicated by point b. This steel completely
solidifies at temperature f, and will consist only of austenite. Steel
of any composition will solidify in exactly the same’ manner and
will consist of only austenite, at the moment when the process has
been completed.
te
Fig. 110. The iron-carbon equilibrium diagram (primary crystallisation)
Cast iron containing 3.0 per cent C begins to solidify at tempera-
ture f, lying on the liquidus (AC). Here too austenite crystals pre-
cipitate from the liquid alloy in a continuously increasing amount
as the temperature falls. The composition of the austenite and of
the liquid phase may be determined at any temperature, for example,
#, by drawing a line through this temperature parallel to the abscissa
so that it intersects the liquidus and the solidus. Point d indicates
the austenite composition and point e, the composition of the liquid
phase which is in equilibrium at lemperature ¢,.
The proportion of the amounts of the liquid and solid phases at
any temperature between the liquidus and solidus is determined
by the lever rule. Thus, at the temperature ¢, the quantitative pro-
portion of these phases is expressed by the ratio
bd
te
Cast iron containing 3.0 per cent C completely solidifies at tem-
perature f, (1,130° C). At this temperature, the liquid phase, enriched
in carbon up to 4.3 per cent (the eutectic concentration), is finally
solidified. From it, saturated austenite crystals (2.0 per cent C) pre-
cipitate simultaneously with cementite to form the eutectic mixture,
ledeburite. Therefore, directly following solidification, the cast
The fron-Carbon Equilibrium Diagram 143,
iron will consist of primary austenite crystals and ledeburite, formed
at 1,130° C (4,). Cast iron of any composition between 2.0 to 4.3 per
cent C (hypoeutectic cast irons) will solidify in exactly the same way
as has been described above.
An alloy containing 4.3 per cent C (eutectic cast iron) differs from
the previous alloys in that it solidifies at a constant temperature
(point C at 1,130° C). Above this temperature, the alloy will be in a
liquid state and when the temperature falls to 1,130°C {point C),
the alloy solidifies at this constant temperature forming ledeburite,
Soliditication of the eutectic alloy at a constant temperature con-
forms to the phase rule. In a two-component system containing three
phases (liquid phase, austenite, and cementite) F=2+1—3=0,
i, e., the system is nonvariant. All three phases have definite compo-
sitions (liquid phase--4.3 per cent C, austenite—2.0 per cent C, and
Fe,C—6.67 per cent C) and the transformation temperature is cons-
tant—1,130°C. A horizontal step on the cooling curves (Fig. 110)
- corresponds to the formation of the eutectic (ledeburite).
Cast iron containing 4.3 per cent C will consist ofonly ledeburite
after solidification, The solidification of Aypereutectic cast irons
(4.3 to 6.67 per cent C), as is evident from Fig. 110, begins along line
CD by the precipitation of cementite (Fe,C) from the liquid alloy.
A cast iron containing 5.75 per cent C, for example, begins to so-
lidify at the temperature ft, where cementite crystals (Fe,C) begin
to precipitate from the liquid alloy. Since cementite is the phase
richer in carbon, its precipitation will change the composition of
the liquid alloy, upon a further fall in temperature, toward a reduction
in carbon content along the liquidus CD. At 1,130° C, the liquid alloy
will reach the eutectic composition (4.3 per cent C) and will solidify
at this (constant) temperature to form ledeburite. The completely
solid alloy will consist of primary cementite crystals and ledeburite.
All hypereutectic alloys will solidify in a similar manner.
Thus, all steels consist of austenite after the primary crystalli-
sation, while all cast irons consist of ledeburite and primary crystals
of excess austenite (hypoeutectic cast irons containing from 2.0 to
43 per cent C) or cementite (hypereutectic cast irons containing from
4.3 to 6.67 per cent C}.
We will next consider transformations known as secondary crysta-
Ilisation which occur in the solid state. In the iron-carbon alloys,
these are associated with the transformation of y-iron to a-iron and
the decomposition of austenite. The line GS in the equilibrium dia-
gram (Figs. 109 and 111) indicates the beginning of austenite de-
composition and the precipitation of ferrite from the austenite. The
critical points along the GS line are designated as Ac, in heatin;
and as Ar, in cooling. The line SE indicates the temperatures a
which austenite begins to decompose with the precipitation of ex-
cess carbon as cementite. This latter is called secondary or proeutec-
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5935)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1106)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (879)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (598)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (925)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (545)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (353)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (476)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (831)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (274)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (419)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2271)
- Application Bangalore University - Migration CertificateDocument3 pagesApplication Bangalore University - Migration Certificateshashasha12378% (9)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (99)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (270)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (235)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (232)
- Teacher Man - Chapter by Chapter Summary PDFDocument3 pagesTeacher Man - Chapter by Chapter Summary PDFjeganrajraj67% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (75)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mcshane Ob8e Ch07 FinalDocument24 pagesMcshane Ob8e Ch07 FinalSuguneswary SubramaniamNo ratings yet
- 2nd Grade Talking Stick Lesson PlanDocument2 pages2nd Grade Talking Stick Lesson Planapi-2382066030% (1)
- FDHP 2013 Abstract Booklet A5Document190 pagesFDHP 2013 Abstract Booklet A5Denise HerdyNo ratings yet
- Comprehensive Evaluation For SPG FormDocument1 pageComprehensive Evaluation For SPG FormJessica MarcelinoNo ratings yet
- Cell Bio Syllabus 2011Document13 pagesCell Bio Syllabus 2011InuyashayahooNo ratings yet
- GRADE 5 Mathematics DLL Whole Year Grade 5Document206 pagesGRADE 5 Mathematics DLL Whole Year Grade 5Enrique Solis100% (1)
- Cambridge Delta Full BooklistDocument6 pagesCambridge Delta Full BooklistAmin Neghavati100% (3)
- The Impact of English Second Language Proficiency On The Academic PerformanceDocument99 pagesThe Impact of English Second Language Proficiency On The Academic PerformanceEzekiel Rey-Hipolito NicomedesNo ratings yet
- Nardo, Marvin Jethro - Prof Ed 10 - Assignment #3Document6 pagesNardo, Marvin Jethro - Prof Ed 10 - Assignment #3Jayvee JaymeNo ratings yet
- Charity CommitteeDocument2 pagesCharity CommitteejohanmendeleevNo ratings yet
- Paper Tefl Group 1Document16 pagesPaper Tefl Group 1RezkianiNo ratings yet
- Learning: Product Oriented Performance-Based AssessmentDocument21 pagesLearning: Product Oriented Performance-Based AssessmentJeane Mae BooNo ratings yet
- EXPERIENCEALISMDocument3 pagesEXPERIENCEALISMMaria Chriszel BernalNo ratings yet
- District of Miagao West Palaca - Damilisan National High School School Learning Action Cell (Lac) Action Plan July - October 2019Document3 pagesDistrict of Miagao West Palaca - Damilisan National High School School Learning Action Cell (Lac) Action Plan July - October 2019Lyard Jan Tristeza Montalban100% (1)
- ENG 404 SyllabusDocument6 pagesENG 404 SyllabusresfreakNo ratings yet
- Name: Mark Kenneth Ceballos Code: CA16 Course & Yr: BCAED 2 Date: 3/18/2021 Quiz # 2Document2 pagesName: Mark Kenneth Ceballos Code: CA16 Course & Yr: BCAED 2 Date: 3/18/2021 Quiz # 2Mark Kenneth CeballosNo ratings yet
- Shamsa Omar Hussein: ObjectivesDocument3 pagesShamsa Omar Hussein: ObjectivesAdam HinesNo ratings yet
- Advanced Clinical Teaching - For PrintingDocument20 pagesAdvanced Clinical Teaching - For PrintingKevin Roy Dela Cruz50% (2)
- Facilitating Learner-Centered Teaching S.Y. 2020-2021Document8 pagesFacilitating Learner-Centered Teaching S.Y. 2020-2021Cilena Pineza DomenicinaNo ratings yet
- 4 Utarid Listening and SpeakingDocument1 page4 Utarid Listening and SpeakingKalisKaliappanNo ratings yet
- Alex Ball: EducationDocument2 pagesAlex Ball: EducationAlex BallNo ratings yet
- Assertion Therapy: Skill Training or Cognitive RestructuringDocument17 pagesAssertion Therapy: Skill Training or Cognitive RestructuringDario CornejoNo ratings yet
- Tefl - Module OneDocument24 pagesTefl - Module OneFithrah NurulNo ratings yet
- Management EducationDocument15 pagesManagement EducationNidhi Chugh SuriNo ratings yet
- DLL EpptleDocument4 pagesDLL EpptleSilentred EecNo ratings yet
- 21 ST Century Skills and Digital LiteracyDocument5 pages21 ST Century Skills and Digital LiteracyDaouda ThiamNo ratings yet
- bullycompendium-aCDC Instruments PDFDocument128 pagesbullycompendium-aCDC Instruments PDFDeborah L. Sievens Figueroa100% (1)
- Mckinsey Quarterly June 2003 The Psychology of Change Management by Emily Lawson and Colin PriceDocument7 pagesMckinsey Quarterly June 2003 The Psychology of Change Management by Emily Lawson and Colin PriceKunal SinghNo ratings yet