CFBC & PFBC Technology
CFBC & PFBC Technology
Download as pdf or txt
You might also like
- Alstom BoilerDocument15 pagesAlstom BoilertuyencntnNo ratings yet
- LPG Bottling Plant TenderDocument2 pagesLPG Bottling Plant Tenderomiitg0% (2)
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- CFBC BoilersDocument11 pagesCFBC BoilersManoj DesaiNo ratings yet
- Experiments of Power Plant Engineering in SPPUDocument27 pagesExperiments of Power Plant Engineering in SPPUSiddiqui Adil Adnan100% (2)
- CFB Refractory Repair: Power January 2006Document10 pagesCFB Refractory Repair: Power January 2006num0067No ratings yet
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- Pulverizers PDFDocument6 pagesPulverizers PDFOscar DorantesNo ratings yet
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDocument9 pages3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikNo ratings yet
- Boiler Efficiency at Part Load ConditionsDocument4 pagesBoiler Efficiency at Part Load ConditionsFORBESMARSHALLPVTLTD100% (1)
- Ash ReinjectionDocument22 pagesAsh Reinjectiongaol_bird009No ratings yet
- Boiler of 500 MWDocument8 pagesBoiler of 500 MWHKVMVPVPV021511No ratings yet
- Bed Ash Cooling System: Internal Recirculation-Circulating Fluidised Bed Combustion (IR-CFBC) Boiler ForDocument5 pagesBed Ash Cooling System: Internal Recirculation-Circulating Fluidised Bed Combustion (IR-CFBC) Boiler ForSreekanthMylavarapuNo ratings yet
- Improving The Efficiency of Afbc Boiler by Recycling Carbon Rich Fly-Ash by Group-10Document26 pagesImproving The Efficiency of Afbc Boiler by Recycling Carbon Rich Fly-Ash by Group-10Rupesh Anand100% (2)
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDocument12 pagesEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshNo ratings yet
- Flame StabilityDocument11 pagesFlame StabilityMir Reza Negahban100% (1)
- CFBC Boiler Start Up ProblemsDocument40 pagesCFBC Boiler Start Up ProblemsarvindshuklaNo ratings yet
- Plate Type CFBC HotDocument192 pagesPlate Type CFBC HotManoj Paneri100% (1)
- FBC Boiler Technology For OnDocument68 pagesFBC Boiler Technology For Onarjmandquest100% (1)
- ME LAB MANUAL RevisedDocument64 pagesME LAB MANUAL RevisedClint Baring ArranchadoNo ratings yet
- Pulverized CoalDocument11 pagesPulverized CoalAdrian ManzanoNo ratings yet
- 6 Design and Fabrication of Paddy TransplanterDocument14 pages6 Design and Fabrication of Paddy TransplanterMuthuraju NPNo ratings yet
- Boiler Pressure PartDocument19 pagesBoiler Pressure PartTahir SaeedNo ratings yet
- Xviii. Soot Blowers and Furnace Temperature ProbeDocument18 pagesXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraNo ratings yet
- FBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesDocument12 pagesFBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesTejas T S TejasNo ratings yet
- Coal Pulverising in Boilers 1Document96 pagesCoal Pulverising in Boilers 1Babu AravindNo ratings yet
- Improvement in Air Preheater PerformanceDocument11 pagesImprovement in Air Preheater PerformancejaveddvcNo ratings yet
- Training ReportPDF PDFDocument42 pagesTraining ReportPDF PDFAman Raj100% (2)
- Alternative Iron Making Processes: by Mr. A MthisiDocument52 pagesAlternative Iron Making Processes: by Mr. A MthisiTsebe Herman100% (1)
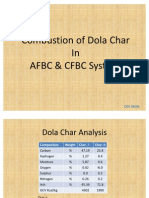
- Firing of DolaCharDocument14 pagesFiring of DolaCharS V NAGESHNo ratings yet
- Waste To Energy Solutions: Thermax Babcock & Wilcox Limited - Pune IndiaDocument27 pagesWaste To Energy Solutions: Thermax Babcock & Wilcox Limited - Pune IndiaKoko Dwi Prasetyo100% (4)
- CFBC BoilerDocument26 pagesCFBC BoilerJustin TaylorNo ratings yet
- DVC Combustion Modification Package August 2019Document31 pagesDVC Combustion Modification Package August 2019Amitava PalNo ratings yet
- FBC Boilers in Power PlantDocument20 pagesFBC Boilers in Power PlantVenkatesan SundaramNo ratings yet
- Index: 1. Introduction To Ash and Ash Disposal System 2. Components of Ash Handling 3. Different Systems in Ash HandlingDocument11 pagesIndex: 1. Introduction To Ash and Ash Disposal System 2. Components of Ash Handling 3. Different Systems in Ash HandlingcmcNo ratings yet
- A Diagnostic Study in A Husk Fired Boiler For A Power PlantDocument44 pagesA Diagnostic Study in A Husk Fired Boiler For A Power Plantparthi20065768No ratings yet
- Supercritical Technology in BoilersDocument17 pagesSupercritical Technology in BoilersKARTHIGEYAN.R100% (1)
- Boiler EfficiencyDocument28 pagesBoiler EfficiencyRintu BiswasNo ratings yet
- Fluidized Bed CombustionDocument32 pagesFluidized Bed CombustionAbdul AhadNo ratings yet
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- CFB Boiler Cethar NewFeb09Document21 pagesCFB Boiler Cethar NewFeb09mukthipatiNo ratings yet
- Boiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaDocument3 pagesBoiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaRobin BansalNo ratings yet
- Auxiliary BoilerDocument56 pagesAuxiliary BoilerNirdosh AnanthNo ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Lancashire BoilerDocument6 pagesLancashire BoilerNikhilesh BhargavaNo ratings yet
- Multiple Ways of Energy Conservation & Cost Reduction in Cement IndustryDocument3 pagesMultiple Ways of Energy Conservation & Cost Reduction in Cement Industrysatish kumar reddy100% (1)
- Energy ManagementDocument20 pagesEnergy Managementhasan_jafri_2No ratings yet
- PF Furnace'12 PDFDocument4 pagesPF Furnace'12 PDFsen_subhasis_58No ratings yet
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89No ratings yet
- Heat BalanceDocument10 pagesHeat BalanceHoang VAN SI100% (2)
- Boiler Introduction: Steam To ProcessDocument89 pagesBoiler Introduction: Steam To ProcessEngr M S MinhasNo ratings yet
- Report On Boiler Performance Audting in A Paper Plant by K.K.parthibanDocument129 pagesReport On Boiler Performance Audting in A Paper Plant by K.K.parthibanparthi20065768No ratings yet
- Boiler Performance ImproveDocument5 pagesBoiler Performance Improvehwang2No ratings yet
- CFBC & PFBC Technology PSJalkote EA 0366Document18 pagesCFBC & PFBC Technology PSJalkote EA 0366Jessica SimpsonNo ratings yet
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 pagesFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaNo ratings yet
- Boilers Training Topic Nov 2021Document24 pagesBoilers Training Topic Nov 2021mizharmuisstNo ratings yet
- Circulating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology StatusDocument12 pagesCirculating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology Statusgullipalli srinivasa raoNo ratings yet
- PFBC1Document28 pagesPFBC1anilkumarv123No ratings yet
- Fluidized Bed CombustionDocument5 pagesFluidized Bed CombustionEvi KusumaningrumNo ratings yet
- FBC Boiler..Document12 pagesFBC Boiler..Dr MTSNo ratings yet
- DVGW G2000-WorksheetDocument44 pagesDVGW G2000-WorksheetomiitgNo ratings yet
- DesignEnggPaper Hydrogen1998Document5 pagesDesignEnggPaper Hydrogen1998omiitgNo ratings yet
- The Feasibility of Transporting Hydrogen in Existing PipelinesDocument9 pagesThe Feasibility of Transporting Hydrogen in Existing PipelinesomiitgNo ratings yet
- Gas BookDocument202 pagesGas Bookomiitg67% (3)
- PhononDocument10 pagesPhononomiitgNo ratings yet
- Bridge Construction Practices Using Incremental LaunchingDocument106 pagesBridge Construction Practices Using Incremental LaunchingKave KavinNo ratings yet
- Substation AggregateDocument1 pageSubstation AggregateomiitgNo ratings yet