Download as ppt, pdf, or txt
You might also like
- Case Presentation On MIDocument40 pagesCase Presentation On MIKaku Manisha85% (13)
- Maternal Child Nursing 4th Edition Mckinney Test BankDocument11 pagesMaternal Child Nursing 4th Edition Mckinney Test BankJason BradfieldNo ratings yet
- Casting: DR Thulfiqar Dental Material Block 3Document24 pagesCasting: DR Thulfiqar Dental Material Block 3AmniAzmiNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- Gypsum & Investment Material - DR - Vaishnavi GaneshDocument133 pagesGypsum & Investment Material - DR - Vaishnavi GaneshVaishnavi Prabhakar100% (2)
- AMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFDocument12 pagesAMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFSUNDRAMNAGANo ratings yet
- Inorganic BindersDocument4 pagesInorganic Bindersadeniyi-sam100% (1)
- Resin Bonded SandDocument6 pagesResin Bonded SandRajesh RamakrishnaNo ratings yet
- Heat TreatmentDocument179 pagesHeat TreatmentDebye101100% (1)
- Basic Information About Metals and AlloysDocument7 pagesBasic Information About Metals and AlloysMahesh JingarwarNo ratings yet
- Stelex ProDocument4 pagesStelex ProRafael TellezNo ratings yet
- Metal-Casting Process and EquipmentDocument18 pagesMetal-Casting Process and EquipmentZulfikarUdenNo ratings yet
- 09 Cast IronDocument34 pages09 Cast Ironyogeshmangulkar100% (1)
- Solidcast IranDocument239 pagesSolidcast IranMario Farfan Cantoya NetoNo ratings yet
- 20 Green Sand Casting Defects and Their Suggested RemediesDocument4 pages20 Green Sand Casting Defects and Their Suggested RemediesPatil Amol PandurangNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Metallic ImplantsDocument38 pagesMetallic ImplantsSmitha Kollerahithlu100% (1)
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- Troubleshooting Cracks in Steel CastingsDocument73 pagesTroubleshooting Cracks in Steel CastingsSteve Green100% (3)
- Sand - Casting (1) 2Document18 pagesSand - Casting (1) 2Abdo MohammedNo ratings yet
- Ductile Iron: 2000 Issue 3Document73 pagesDuctile Iron: 2000 Issue 3karthikkandaNo ratings yet
- Development and Processing of Low Carbon Bainite SteelDocument486 pagesDevelopment and Processing of Low Carbon Bainite Steelpaimpilly100% (1)
- Casting DefectsDocument60 pagesCasting DefectsVaibhav AwacharNo ratings yet
- Forging DefectsDocument10 pagesForging DefectsnvemanNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Cerabeads InformationDocument3 pagesCerabeads InformationDimitar PartenovNo ratings yet
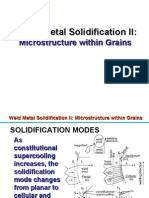
- Weld Metal Solidification-2-Microstructure Within GrainsDocument28 pagesWeld Metal Solidification-2-Microstructure Within GrainsOluchi ObiakoNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Effect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Document12 pagesEffect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Carlos MartinsNo ratings yet
- Casting Slides 103-130Document28 pagesCasting Slides 103-130Swaraj PrakashNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Hub Casting Process DetailsDocument5 pagesHub Casting Process DetailsKannan Seenu100% (1)
- Chapter 13 - Heat Treatment of SteelsDocument61 pagesChapter 13 - Heat Treatment of SteelsMahmoud AsfourNo ratings yet
- 9 Engineering AlloysDocument17 pages9 Engineering AlloysdavidtomyNo ratings yet
- Metallographic EtchantsDocument2 pagesMetallographic Etchantsprabhatkumar_6657012100% (1)
- Cast Iron: Alloys of Iron and Carbon With More Than 2.11% Carbon Are Called Cast IronsDocument24 pagesCast Iron: Alloys of Iron and Carbon With More Than 2.11% Carbon Are Called Cast IronsArun Bongale100% (1)
- Bar Basics and TerminologyDocument24 pagesBar Basics and TerminologyEdwin MPNo ratings yet
- We Are Intechopen, The First Native Scientific Publisher of Open Access BooksDocument15 pagesWe Are Intechopen, The First Native Scientific Publisher of Open Access BooksKarthick PNo ratings yet
- Seminar8july11-2 (Industrial Furnaces and Working)Document37 pagesSeminar8july11-2 (Industrial Furnaces and Working)Ankur Panwar0% (1)
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocument7 pagesDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- Chapter 7 - Dislocations and Strengethening MechanismsDocument50 pagesChapter 7 - Dislocations and Strengethening MechanismsmikeengineeringNo ratings yet
- Grain Size Measurement According To Astm StandardsDocument12 pagesGrain Size Measurement According To Astm StandardsIPNo ratings yet
- Defects in CastingDocument29 pagesDefects in CastingbhimsignNo ratings yet
- Abrasives PDFDocument61 pagesAbrasives PDFSimoun FeirNo ratings yet
- Design of Gating and Riser System For Grate Bar CastingDocument6 pagesDesign of Gating and Riser System For Grate Bar CastingvaseaNo ratings yet
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocument19 pagesObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- CastingDocument20 pagesCastingCHANDRAJEET AMARNo ratings yet
- SOLIDIFICATION CONTROL BY THERMAL ANALYSIS OF La-INOCULATED GREY CAST IRONDocument2 pagesSOLIDIFICATION CONTROL BY THERMAL ANALYSIS OF La-INOCULATED GREY CAST IRONstefaneduardNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- Casting DefectsDocument38 pagesCasting Defectsዘረአዳም ዘመንቆረርNo ratings yet
- Dental InvestmentsDocument133 pagesDental InvestmentsMohamed AliNo ratings yet
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- Investment MaterialsDocument191 pagesInvestment MaterialsPriyanka SetiaNo ratings yet
- InvestingDocument20 pagesInvestingMohammed HassanNo ratings yet
- Research Ethics Within The Faculty of EducationDocument19 pagesResearch Ethics Within The Faculty of EducationAmy RapaNo ratings yet
- Ministry of Health Malaysia Health Declaration Form For Passengers On BoardDocument3 pagesMinistry of Health Malaysia Health Declaration Form For Passengers On BoardraqibsheenaNo ratings yet
- Activity 5.1 A Profession For Every Situation: Objective: Directions: 1. 2Document3 pagesActivity 5.1 A Profession For Every Situation: Objective: Directions: 1. 2Lucy SyNo ratings yet
- Patient Safety Leadership WalkRoundsDocument26 pagesPatient Safety Leadership WalkRoundsjagadeesh123456No ratings yet
- Section 1. Identification: Safety Data Sheet Petrepar 150 (Alquilacion)Document13 pagesSection 1. Identification: Safety Data Sheet Petrepar 150 (Alquilacion)Javier JesusNo ratings yet
- Articicol Ecografie UmarDocument25 pagesArticicol Ecografie UmarluizamgoNo ratings yet
- Pathology & Clinical Laboratory (M) SDN - BHD (37363-K) : HaematologyDocument4 pagesPathology & Clinical Laboratory (M) SDN - BHD (37363-K) : HaematologyKukuru HiruNo ratings yet
- Cardiac Musclet PDFDocument1 pageCardiac Musclet PDFمؤمل كامل عبد العالي هريسNo ratings yet
- How To Get Rid of Annoying PeopleDocument3 pagesHow To Get Rid of Annoying Peopleanshita mehtaNo ratings yet
- Saint Joseph Academy Inc.: Bugasong, Antique, PhilippinesDocument18 pagesSaint Joseph Academy Inc.: Bugasong, Antique, PhilippinesDwight CondezNo ratings yet
- Isas 1Document6 pagesIsas 1Nindhia HerlambangNo ratings yet
- Coolsculpting 20190322Document652 pagesCoolsculpting 20190322aryan50% (2)
- Delta Memo - COVID-19 UpdateDocument2 pagesDelta Memo - COVID-19 UpdateWTXL ABC27No ratings yet
- DR - Nivedita KhareDocument3 pagesDR - Nivedita KhareBrijesh ChaurasiyaNo ratings yet
- What Makes A Phenomenological Study PhenomenologicDocument13 pagesWhat Makes A Phenomenological Study PhenomenologicDanish AhmedNo ratings yet
- Robert Probst, "Changes in Worrk Places Refect Changes in Task Structure" (1970)Document3 pagesRobert Probst, "Changes in Worrk Places Refect Changes in Task Structure" (1970)Elizabeth KeslacyNo ratings yet
- NSF Supplier Assurance Warehouse-Distribution Manual PDFDocument58 pagesNSF Supplier Assurance Warehouse-Distribution Manual PDFSarah Jane BroñolaNo ratings yet
- Literature Review On Population ChangeDocument5 pagesLiterature Review On Population Changekhkmwrbnd100% (1)
- Hipertensi JNC 1-8Document1 pageHipertensi JNC 1-8Windyanissa RecitaNo ratings yet
- Orcus Rulebook - CurrentDocument123 pagesOrcus Rulebook - CurrentDaniel DeMarcNo ratings yet
- Reviewer in PeDocument10 pagesReviewer in PeJaspher BalanonNo ratings yet
- 601005-0002 A Imm Xpi Opguide enDocument412 pages601005-0002 A Imm Xpi Opguide enEvgeniy KaluhNo ratings yet
- Jamii Plus Brochure NewDocument5 pagesJamii Plus Brochure NewDe KingmakerNo ratings yet
- Jurnal Kesehatan Yamasi MakassarDocument12 pagesJurnal Kesehatan Yamasi MakassarnurapriliaNo ratings yet
- Application Letter and ResumeDocument4 pagesApplication Letter and ResumeMac DomingoNo ratings yet
- How Does The Food and Agriculture Organization DefineDocument2 pagesHow Does The Food and Agriculture Organization Defineryan.pham489No ratings yet
- M Organizational Behavior 2nd Edition McShane Solutions Manual 1Document24 pagesM Organizational Behavior 2nd Edition McShane Solutions Manual 1bettyNo ratings yet
- Washing-Hands SOPDocument3 pagesWashing-Hands SOPNahian SarthakNo ratings yet