0% found this document useful (0 votes)
598 viewsProduction Flow Analysis
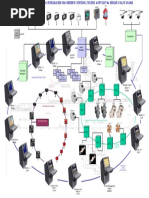
The document discusses group technology and production flow analysis. It describes group technology as a manufacturing technique that increases efficiency by grouping similar components based on their shape, dimensions, and manufacturing process requirements. This allows for common solutions and savings in time, effort, and costs. Production flow analysis is presented as a method for analyzing material flows in a factory and reorganizing the production layout into dedicated manufacturing cells or groups to simplify material flows and reduce throughput times. The benefits mentioned include lower costs, improved delivery performance, easier management and scheduling, and preparation for automation.
Uploaded by
Selva Shri NathCopyright
© Attribution Non-Commercial (BY-NC)
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
598 viewsProduction Flow Analysis
The document discusses group technology and production flow analysis. It describes group technology as a manufacturing technique that increases efficiency by grouping similar components based on their shape, dimensions, and manufacturing process requirements. This allows for common solutions and savings in time, effort, and costs. Production flow analysis is presented as a method for analyzing material flows in a factory and reorganizing the production layout into dedicated manufacturing cells or groups to simplify material flows and reduce throughput times. The benefits mentioned include lower costs, improved delivery performance, easier management and scheduling, and preparation for automation.
Uploaded by
Selva Shri NathCopyright
© Attribution Non-Commercial (BY-NC)
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 24