Handling Silica in Cooling Water
Handling Silica in Cooling Water
Download as pdf or txt
You might also like
- The Hundred-Page Machine Learning Book - Andriy BurkovDocument16 pagesThe Hundred-Page Machine Learning Book - Andriy BurkovKlepsusNo ratings yet
- ASVAB General Science Practice Test 4Document5 pagesASVAB General Science Practice Test 4ASVABTestBankNo ratings yet
- ASME - Standard Consensus Water ChemistryDocument30 pagesASME - Standard Consensus Water Chemistryviveksingh061100% (1)
- Adv 885 Ro Pac M QuickrefguideDocument8 pagesAdv 885 Ro Pac M QuickrefguideAlejandroOdioCastilloNo ratings yet
- Cooling Water Product ListDocument3 pagesCooling Water Product ListBen Wiggins100% (1)
- McCoy, James W. - Chemical Analysis of Industrial Water-Chemical Publishing Company Inc. (1969) PDFDocument319 pagesMcCoy, James W. - Chemical Analysis of Industrial Water-Chemical Publishing Company Inc. (1969) PDFVALENTINA ZAPATA ROSERO100% (1)
- Boiler Water TreatmentDocument37 pagesBoiler Water Treatmentrajendick61% (18)
- The Role of Polymers in Water Treatment Applications and Criteria For Comparing AlternativesDocument42 pagesThe Role of Polymers in Water Treatment Applications and Criteria For Comparing AlternativesmnasiroleslamiNo ratings yet
- Chilled Water Pump Head CalculationDocument6 pagesChilled Water Pump Head CalculationMohammed Hassan Mohiuddin Khan67% (3)
- Silica Scaling RemediationDocument6 pagesSilica Scaling RemediationanandchristyNo ratings yet
- About Polyacrylamide Fact SheetDocument2 pagesAbout Polyacrylamide Fact SheetRodrigo da RochaNo ratings yet
- Basic Guide To Boiler Water TreatmentDocument8 pagesBasic Guide To Boiler Water TreatmentjewettwaterNo ratings yet
- A Volatile Oxygen Treatment SystemDocument10 pagesA Volatile Oxygen Treatment SystemmallinathpnNo ratings yet
- 2015 11 06 - Cetamine Technology in Power Plants - Swedish Conference 2015Document42 pages2015 11 06 - Cetamine Technology in Power Plants - Swedish Conference 2015arufatoNo ratings yet
- Microsoft PowerPoint - MOC Approach For Open Cooling Water SystemDocument185 pagesMicrosoft PowerPoint - MOC Approach For Open Cooling Water SystemHariajahNo ratings yet
- 7.0 Chemical Treatment: Association of Water Technologies - Technical ManualDocument38 pages7.0 Chemical Treatment: Association of Water Technologies - Technical ManualWaleed Emara100% (1)
- (Topics in Chemical Engineering) Lanny D. Schmidt - The Engineering of Chemical Reactions (2004, Oxford University Press, USA)Document125 pages(Topics in Chemical Engineering) Lanny D. Schmidt - The Engineering of Chemical Reactions (2004, Oxford University Press, USA)Diego FernandoNo ratings yet
- Inhibitor Choice & DosageDocument6 pagesInhibitor Choice & DosagemnasiroleslamiNo ratings yet
- Product Bulletin - PC-67Document4 pagesProduct Bulletin - PC-67Aymen HentatiNo ratings yet
- The Safe Use of Cationic Flocculants With Reverse Osmosis MembranesDocument8 pagesThe Safe Use of Cationic Flocculants With Reverse Osmosis Membranesak47ichiNo ratings yet
- Diethyl Hydroxyl AmineDocument6 pagesDiethyl Hydroxyl AminemnasiroleslamiNo ratings yet
- Akzo-3039 Akzo-3034 Acid Corrosion English Importante StimolazioneDocument4 pagesAkzo-3039 Akzo-3034 Acid Corrosion English Importante StimolazioneFra Fra100% (1)
- HyderxDocument4 pagesHyderxJonny DenNo ratings yet
- Handbook of Water TreatmentDocument501 pagesHandbook of Water Treatmenthenryzyg100% (3)
- GE Water Treatment Handbook PDFDocument417 pagesGE Water Treatment Handbook PDFSourav SikdarNo ratings yet
- Acumer3100 BoilerDocument12 pagesAcumer3100 BoilerDonatas Bertasius100% (1)
- CT Trouble Shooting GuideDocument2 pagesCT Trouble Shooting GuideFaizan Ahmed100% (1)
- Operator Training ManualDocument55 pagesOperator Training ManualDiego Corona100% (2)
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsDocument8 pagesCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteNo ratings yet
- Calculation BFWDocument22 pagesCalculation BFWDavid Lambert100% (1)
- 216Document16 pages216Mehdi NasiroleslamiNo ratings yet
- Formula Development - Cooling Water Treatment - ScrantonDocument12 pagesFormula Development - Cooling Water Treatment - ScrantonΔημήτρης ΝαλμπάντηςNo ratings yet
- Waste WaterDocument60 pagesWaste Waterbarhooom100% (1)
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit Juangpanich100% (1)
- Acumer3100 Cooling PDFDocument7 pagesAcumer3100 Cooling PDFdalton2003No ratings yet
- Scale Inhibitor Test Method 2017Document9 pagesScale Inhibitor Test Method 2017Ruồi SữaNo ratings yet
- IDA-97 Silica AntifoulantDocument18 pagesIDA-97 Silica AntifoulantCyrus CerezoNo ratings yet
- Why Is TSPDocument4 pagesWhy Is TSPAbhi SharmaNo ratings yet
- Activated Alumina OverviewDocument6 pagesActivated Alumina OverviewIka Silvia AnggraeniNo ratings yet
- Silica Scale InhibitionDocument13 pagesSilica Scale Inhibitiondodofan2000No ratings yet
- Acid Cleaning of Some Desal UnitsDocument44 pagesAcid Cleaning of Some Desal Unitstata_77100% (2)
- Boiler Cycle Control: Questions and AnswersDocument6 pagesBoiler Cycle Control: Questions and AnswersChanBoonChew100% (1)
- Basf Water Solutions: Core ProductsDocument14 pagesBasf Water Solutions: Core Productstestuser01100% (1)
- Cooling Water TreatmentDocument49 pagesCooling Water TreatmentVILLANUEVA_DANIEL2064100% (1)
- Boiler Film Forming Amines Hydrocarbon Engineering Sept2015Document5 pagesBoiler Film Forming Amines Hydrocarbon Engineering Sept2015MarcTimNo ratings yet
- Chlorination of Cooling Water Systems PDFDocument4 pagesChlorination of Cooling Water Systems PDFhappale2002No ratings yet
- Condensate PolisherDocument20 pagesCondensate Polisherdipankar65100% (1)
- Water Chemistry Presentation2Document45 pagesWater Chemistry Presentation2SachinPatelNo ratings yet
- Boiler Water ChemistryDocument18 pagesBoiler Water ChemistryArpit GuptaNo ratings yet
- Volume 5 Phosphonate TestingDocument4 pagesVolume 5 Phosphonate TestingMiguel GonzalezNo ratings yet
- Boiler Chemical FormulaDocument5 pagesBoiler Chemical Formulasaif asqalanyNo ratings yet
- ProjectDocument26 pagesProjectPrashanth S PNo ratings yet
- Rodine 213 & 214-EnDocument3 pagesRodine 213 & 214-EnLouis MoralesNo ratings yet
- DOC052.53.25020 - Hach Methods Quick Reference Guide PDFDocument4 pagesDOC052.53.25020 - Hach Methods Quick Reference Guide PDFLiney Gutiérrez OrozcoNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Systematic Methods of Water Quality Parameters Analysis: Analytical MethodsFrom EverandSystematic Methods of Water Quality Parameters Analysis: Analytical MethodsRating: 1 out of 5 stars1/5 (1)
- Awt 10 PDFDocument17 pagesAwt 10 PDFBhupesh MulikNo ratings yet
- Cipc 2009-010Document8 pagesCipc 2009-010Ralf JonesNo ratings yet
- Power Plant ChemistryDocument136 pagesPower Plant ChemistryGajender Singh Rajput100% (1)
- Silica Removal - ReviewDocument11 pagesSilica Removal - ReviewMarc NguyenNo ratings yet
- 88 97Document10 pages88 97Miraj HNo ratings yet
- Coloida Silica RemovalDocument9 pagesColoida Silica RemovalAnthony LimNo ratings yet
- Pi Bond Collodial Silica in Power Plant Water ChemistryDocument4 pagesPi Bond Collodial Silica in Power Plant Water Chemistryak_thimiriNo ratings yet
- Combination Corrosion Coupon Testing Needed For To Days Control EquipmentDocument11 pagesCombination Corrosion Coupon Testing Needed For To Days Control EquipmentLekhamani YadavNo ratings yet
- Tips When Using Corrosion Coupons in Cooling WaterDocument12 pagesTips When Using Corrosion Coupons in Cooling WaterLekhamani YadavNo ratings yet
- Special Purpose Coupons Holder AssembliesDocument3 pagesSpecial Purpose Coupons Holder AssembliesLekhamani YadavNo ratings yet
- Performance Improvement of ACCDocument46 pagesPerformance Improvement of ACCLekhamani YadavNo ratings yet
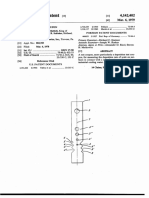
- Us 4142402Document6 pagesUs 4142402Lekhamani YadavNo ratings yet
- Scale 1 Coupons - What Is Scale Coupons, Bio Coupons and Weight Loss Coupon - Piping DesignDocument7 pagesScale 1 Coupons - What Is Scale Coupons, Bio Coupons and Weight Loss Coupon - Piping DesignLekhamani YadavNo ratings yet
- Mukand Sumi Special Steel Orders SBQ MillDocument2 pagesMukand Sumi Special Steel Orders SBQ MillLekhamani YadavNo ratings yet
- Controlling Water Chemistry During Startup FinalDocument10 pagesControlling Water Chemistry During Startup FinalLekhamani YadavNo ratings yet
- Sodium and Potassium Silicates Brochure ENG Oct 2004Document16 pagesSodium and Potassium Silicates Brochure ENG Oct 2004Lekhamani Yadav0% (1)
- Chloride Removal From Cooling WaterDocument234 pagesChloride Removal From Cooling WaterLekhamani Yadav100% (1)
- Direct From MidrexDocument10 pagesDirect From MidrexLekhamani Yadav100% (1)
- Effect of Temp & PH On CorrosionDocument7 pagesEffect of Temp & PH On CorrosionLekhamani YadavNo ratings yet
- Condensate Purification Purolite TechnologyDocument20 pagesCondensate Purification Purolite TechnologyLekhamani YadavNo ratings yet
- How To Configure Outlook To A Specific Global Catalog Server or To The Closest Global Catalog ServerDocument4 pagesHow To Configure Outlook To A Specific Global Catalog Server or To The Closest Global Catalog ServerLekhamani YadavNo ratings yet
- Robotics ch5Document39 pagesRobotics ch5Waseem AbbasNo ratings yet
- Rook PolynomialsDocument4 pagesRook Polynomialsyrazs8021No ratings yet
- 90Document1 page90Muhammad Junaid KhanNo ratings yet
- Contrast Weighting Glascher Gitelman 2008Document12 pagesContrast Weighting Glascher Gitelman 2008danxalreadyNo ratings yet
- Functional Analysis: Ashok JoshiDocument32 pagesFunctional Analysis: Ashok JoshiMadhvendra MishraNo ratings yet
- Bridge Deck Analysis Through The Use of Grillage Models PDFDocument8 pagesBridge Deck Analysis Through The Use of Grillage Models PDFMeenal Thatte AgarkarNo ratings yet
- Postulates of The Theory: 1900s Paul Drude Electrons Kinetic TheoryDocument9 pagesPostulates of The Theory: 1900s Paul Drude Electrons Kinetic TheoryinigoNo ratings yet
- Renè DescartesDocument4 pagesRenè DescartesTonNo ratings yet
- Periodic Table Trends ProjectDocument6 pagesPeriodic Table Trends Projectapi-215898557No ratings yet
- Asme Edition: (B) Sequence and Torque Limits For Bolt-UpDocument1 pageAsme Edition: (B) Sequence and Torque Limits For Bolt-Up홍재철No ratings yet
- Presentation On 7 Tools of Q.C.Document25 pagesPresentation On 7 Tools of Q.C.Jetesh DevgunNo ratings yet
- IlluminationDocument5 pagesIlluminationAlvin PatunganNo ratings yet
- Y by Bending - FinalDocument4 pagesY by Bending - Finalriteshgajare0% (1)
- Astm e 128 99 Rteyoa PDFDocument3 pagesAstm e 128 99 Rteyoa PDFHaydee ContrerasNo ratings yet
- Image DeblurringDocument35 pagesImage DeblurringMarco DufresneNo ratings yet
- Brain Teasers - Consig ContiDocument5 pagesBrain Teasers - Consig ContiAakanksha MishraNo ratings yet
- Cam Experimental Lab: ObjectiveDocument8 pagesCam Experimental Lab: ObjectiveMuhammad Changez Khan100% (2)
- Network Analysis and Synthesis PDFDocument2 pagesNetwork Analysis and Synthesis PDFMayank TiwariNo ratings yet
- On Isothermal Flow of Viscous Liquids Thorugh Screw PumpsDocument218 pagesOn Isothermal Flow of Viscous Liquids Thorugh Screw PumpsRicardo BarrosNo ratings yet
- Chapter 7: Principles of Unsteady-State and Convective Mass TransferDocument14 pagesChapter 7: Principles of Unsteady-State and Convective Mass TransferAmit YadavNo ratings yet
- Advanced Optimization Strategies For Integrated Dynamic Process OperationsDocument11 pagesAdvanced Optimization Strategies For Integrated Dynamic Process OperationsZoomingOutNo ratings yet
- Tarea 2Document8 pagesTarea 2Carlos Murillo AguilarNo ratings yet
- Falling Film Evaporators For Water ChillersDocument42 pagesFalling Film Evaporators For Water Chillerssandyengineer13No ratings yet
- SU (3) Notes PDFDocument31 pagesSU (3) Notes PDFMike AlexNo ratings yet
- Retainingwall BS8110Document8 pagesRetainingwall BS8110Obet NegoNo ratings yet
- DME DIgital Notes Unit 1 PDFDocument164 pagesDME DIgital Notes Unit 1 PDFRajmchzNo ratings yet
- Physics Final Exam I ReviewDocument58 pagesPhysics Final Exam I ReviewNicole WheelerNo ratings yet