Reaffirmed 1997
Reaffirmed 1997
Download as pdf or txt
You might also like
- Clearance-2017 V2Document51 pagesClearance-2017 V2Consuelo AriasNo ratings yet
- Is 1570Document164 pagesIs 1570Sumit Shyamal63% (8)
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleFrom EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Training ManualDocument15 pagesTraining Manualrajeshrahul321No ratings yet
- Flexitallic SWG PDFDocument50 pagesFlexitallic SWG PDFQuang NhậtNo ratings yet
- New-Phys 1011 Module FinalDocument377 pagesNew-Phys 1011 Module FinalNahom Amare100% (1)
- Is 6006Document19 pagesIs 6006Sathish KumarNo ratings yet
- Is-1566-1982 (2000)Document16 pagesIs-1566-1982 (2000)hhr2412No ratings yet
- Is-1566-1982 (2000)Document15 pagesIs-1566-1982 (2000)hhr2412100% (1)
- Is 10182 (Part 2) - 1985 Dimensions and Tolerances For Hot Rolled Track Shoe Sections - Part 2 Section Ts-h1Document12 pagesIs 10182 (Part 2) - 1985 Dimensions and Tolerances For Hot Rolled Track Shoe Sections - Part 2 Section Ts-h1Prapa KaranNo ratings yet
- Specification For Cold-Rolled Steel Strips For Springs (First RecisionDocument20 pagesSpecification For Cold-Rolled Steel Strips For Springs (First Recisiontopazamp123No ratings yet
- 1537 - CI PipesDocument22 pages1537 - CI PipesvchazNo ratings yet
- 9295Document14 pages9295Rathish ViswanathanNo ratings yet
- 1566Document15 pages1566AmbrishNo ratings yet
- Is 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsDocument14 pagesIs 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsavijayakumarsamyNo ratings yet
- Is 432 2 1982 PDFDocument14 pagesIs 432 2 1982 PDFAnil Daniel HansNo ratings yet
- Is 8350 1977Document8 pagesIs 8350 1977UditChampaneriaNo ratings yet
- Disclosure To Promote The Right To InformationDocument26 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Is 1566 Specification For Hard-Drawn Steel Wire Fabric For c.183133605Document15 pagesIs 1566 Specification For Hard-Drawn Steel Wire Fabric For c.183133605darji_jayesh19846074No ratings yet
- Is 3739 1987Document13 pagesIs 3739 1987Kiran KumarNo ratings yet
- Is 8081 Specification For Slotted SectionsDocument16 pagesIs 8081 Specification For Slotted Sectionsbantyrock9671No ratings yet
- Is 801Document39 pagesIs 801Shashi TapsiNo ratings yet
- Indian StandardDocument12 pagesIndian StandardBilal AhmadNo ratings yet
- 805steel Gravity Water TanksDocument20 pages805steel Gravity Water TanksAMITaXWINo ratings yet
- 1599.method For Bend TestDocument12 pages1599.method For Bend Testaditya2053No ratings yet
- Reaffirmed 2006Document9 pagesReaffirmed 2006Kaushik SenguptaNo ratings yet
- 3r. IS 10842 - 1984Document13 pages3r. IS 10842 - 1984hhr2412No ratings yet
- 10742Document10 pages10742satish3393No ratings yet
- Is 7291 1981 PDFDocument38 pagesIs 7291 1981 PDFAnubhav LakhmaniNo ratings yet
- 2633 - 1986 - R2006 - Method of Testing Uniformity of Coating On Zinc Coated Articles PDFDocument12 pages2633 - 1986 - R2006 - Method of Testing Uniformity of Coating On Zinc Coated Articles PDFManoj Kumar BarikNo ratings yet
- Is 9459Document13 pagesIs 9459Anonymous mcHqIfbnV1No ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To Informationamit2688No ratings yet
- 1149Document10 pages1149Hamid NaveedNo ratings yet
- Is 1173Document9 pagesIs 1173itsdilipNo ratings yet
- Is 14268 (1995) - Uncoated Stress Relieved Low Relaxation Seven-Ply Strand For Prestressed ConcreteDocument12 pagesIs 14268 (1995) - Uncoated Stress Relieved Low Relaxation Seven-Ply Strand For Prestressed ConcreteN GANESAMOORTHYNo ratings yet
- Indian Standard: Specification For Round Steel Wire For RopesDocument15 pagesIndian Standard: Specification For Round Steel Wire For RopesrajmarathiNo ratings yet
- 1278 - Filler Rods For Gas WeldingDocument20 pages1278 - Filler Rods For Gas WeldingKaushik SenguptaNo ratings yet
- Disclosure To Promote The Right To InformationDocument21 pagesDisclosure To Promote The Right To Informationjra9090No ratings yet
- 2713 1T3 PDFDocument34 pages2713 1T3 PDFJitendra Mahida100% (2)
- Is 801 Code of Practice For Use of Cold-Formed Light Gauge .183135618Document39 pagesIs 801 Code of Practice For Use of Cold-Formed Light Gauge .183135618amithcivil100% (1)
- Is 1852Document28 pagesIs 1852kbasawaNo ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To InformationCristian WalkerNo ratings yet
- Is 3815Document15 pagesIs 3815mishra_198250% (2)
- PDFDocument23 pagesPDFsaroiitmNo ratings yet
- Disclosure To Promote The Right To InformationDocument45 pagesDisclosure To Promote The Right To InformationBánh Cuốn Tôm ThịtNo ratings yet
- Disclosure To Promote The Right To InformationDocument19 pagesDisclosure To Promote The Right To InformationSumeet SainiNo ratings yet
- Is.10742.1983 Gun Metal Rods & BarsDocument13 pagesIs.10742.1983 Gun Metal Rods & Barsjra9090No ratings yet
- Indian Standard: (First RevisionDocument12 pagesIndian Standard: (First RevisionmbvyassNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites XIFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites XIJonathan SalemNo ratings yet
- Joining of Polymer-Metal Hybrid Structures: Principles and ApplicationsFrom EverandJoining of Polymer-Metal Hybrid Structures: Principles and ApplicationsSergio T. Amancio FilhoNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Threaded Piping: Carbon Steel Threaded Piping. Calculation of Man Hours with ExamplesFrom EverandThreaded Piping: Carbon Steel Threaded Piping. Calculation of Man Hours with ExamplesNo ratings yet
- Advances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsFrom EverandAdvances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsMorsi M. MahmoudNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
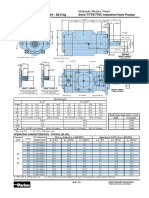
- Bomba de Paletas 04-04 - T7-T67-T6C-uk-728-33Document1 pageBomba de Paletas 04-04 - T7-T67-T6C-uk-728-33Hugo MenendezNo ratings yet
- 2020 - 07 - SZS WPU 274Document12 pages2020 - 07 - SZS WPU 274pinion gearNo ratings yet
- United States (12) Patent Application Publication (10) Pub - No .: US 2018 / 0010666 A1Document19 pagesUnited States (12) Patent Application Publication (10) Pub - No .: US 2018 / 0010666 A1zhenyupanNo ratings yet
- Leser Transmittal (EN)Document1 pageLeser Transmittal (EN)Mohamed RaafatNo ratings yet
- Cip 0722Document2 pagesCip 0722luisNo ratings yet
- Certification of Crane OperatorsDocument4 pagesCertification of Crane Operatorskarpakki0% (1)
- 2) Module - 1 Boiler Mountings and AccessoriesDocument33 pages2) Module - 1 Boiler Mountings and AccessoriesA48Rayan PereiraNo ratings yet
- 22h-Rcp-A013-001 Clamps MontacargasDocument18 pages22h-Rcp-A013-001 Clamps MontacargasCarlos LaraNo ratings yet
- Technical Information Panel RadiatorsDocument72 pagesTechnical Information Panel RadiatorsBcCbNo ratings yet
- LocomotiveDocument103 pagesLocomotiveabhimanyu choudharyNo ratings yet
- MCQ in Mechanical Engineering Law and Code of Ethics Part 3 - ME Board ExamDocument15 pagesMCQ in Mechanical Engineering Law and Code of Ethics Part 3 - ME Board ExamRobert V. Abrasaldo100% (1)
- SHOWERDocument7 pagesSHOWERhucyg63No ratings yet
- Instrumentation Positioner PresentationDocument43 pagesInstrumentation Positioner PresentationSangram Patnaik100% (2)
- Hertz HSC 20 50 El Kitabi OrtakDocument79 pagesHertz HSC 20 50 El Kitabi Ortakigor_sandulenkoNo ratings yet
- Shaft Mounted Speed Reducers SMSR & SMSR Plus SeriesDocument32 pagesShaft Mounted Speed Reducers SMSR & SMSR Plus SeriesAmit KumarNo ratings yet
- Giant Bicycles TCRDocument3 pagesGiant Bicycles TCRlibrokotoNo ratings yet
- Polynesian Roof Truss Design For Cultural and Educational Development CenterDocument27 pagesPolynesian Roof Truss Design For Cultural and Educational Development CenterRony MyclubNo ratings yet
- Steel Line Pipe, Black, Plain-End, Seamless: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain-End, Seamless: Standard Specification Forrgi178No ratings yet
- General Notes:: Isometric PlanDocument1 pageGeneral Notes:: Isometric PlanAeron Acio0% (1)
- Design of Riveted JointsDocument9 pagesDesign of Riveted JointsAbdurrahman shuaibNo ratings yet
- Camiones para Mineria Cat 785c 2011englishDocument12 pagesCamiones para Mineria Cat 785c 2011englishJuan Manuel Visitacion LavadoNo ratings yet
- Secondary Warp Let Off MotionDocument6 pagesSecondary Warp Let Off Motionfahriz fitra annasNo ratings yet
- Norelem 03089Document1 pageNorelem 03089umaesNo ratings yet
- Design in Timber To Ms 544 Part2: Week 5Document40 pagesDesign in Timber To Ms 544 Part2: Week 5Muhd FaridNo ratings yet
- Axially Loaded Member: Axial Load and Normal Stress Under Equilibrium Load, Elastic DeformationDocument16 pagesAxially Loaded Member: Axial Load and Normal Stress Under Equilibrium Load, Elastic DeformationHoda HosnyNo ratings yet
- ANSYS Tutorial - Earthquake Analyses in Workbench - EDRDocument11 pagesANSYS Tutorial - Earthquake Analyses in Workbench - EDRnetkasia0% (1)