Download as pdf or txt
You might also like
- Conveyor Belt TroubleshootingDocument4 pagesConveyor Belt TroubleshootingchandankrdumkaNo ratings yet
- ICML 2017 Conference BookDocument69 pagesICML 2017 Conference BookCHRISTHIAN9144390% (1)
- Calculation Cathodic Protection DesignDocument14 pagesCalculation Cathodic Protection DesignVIETLH100% (1)
- Astronomy SolutionsDocument15 pagesAstronomy SolutionsGowrisankar RaoNo ratings yet
- AV51DOT1Document25 pagesAV51DOT1AnthonyNo ratings yet
- User'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringDocument41 pagesUser'S Manual: Dynamic Signal Analyzers For Vibration Analysis and MonitoringJolito RamosNo ratings yet
- GensetDocument29 pagesGensetjason Cheng100% (1)
- Bently Hydrobrochure r3 LR Ok For Website 11.2.18Document12 pagesBently Hydrobrochure r3 LR Ok For Website 11.2.18Deepen SharmaNo ratings yet
- Bearings: Sliding Bearings Rolling Bearings Journal ThrustDocument3 pagesBearings: Sliding Bearings Rolling Bearings Journal ThrustShirishaVijayapuramNo ratings yet
- Gulf Synthetic Gear Oil - PAGDocument1 pageGulf Synthetic Gear Oil - PAGatripathi2009No ratings yet
- User Manual: Programmable Automation Controller AMC 300Document38 pagesUser Manual: Programmable Automation Controller AMC 300FrijoNo ratings yet
- RONDS Intelligent Wireless Condition Monitoring System: Anhui Rong Zhi Ri Xin Information Technology Co., LTDDocument12 pagesRONDS Intelligent Wireless Condition Monitoring System: Anhui Rong Zhi Ri Xin Information Technology Co., LTDMounicaRasagyaPallaNo ratings yet
- Hydraulic Troubleshooting GuideDocument9 pagesHydraulic Troubleshooting Guideusamaperwez100% (2)
- PLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarDocument5 pagesPLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarNay Ba LaNo ratings yet
- German Mission in British IndiaDocument133 pagesGerman Mission in British IndiaNilia PustakaNo ratings yet
- WindCon BrochureDocument8 pagesWindCon BrochureErik RSNo ratings yet
- CBSE Board Class 8 Maths Syllabus PDFDocument5 pagesCBSE Board Class 8 Maths Syllabus PDFrs149No ratings yet
- GulfSea Synth Gear Oil PG 220 PDFDocument2 pagesGulfSea Synth Gear Oil PG 220 PDFObydur RahmanNo ratings yet
- 9.2 Oils For Machine Lubrication - List of Suppliers: DIN 51517 Teil 3. (Viscosity at 40° C)Document3 pages9.2 Oils For Machine Lubrication - List of Suppliers: DIN 51517 Teil 3. (Viscosity at 40° C)Urke VukNo ratings yet
- Gulf Gear WT: High Performance Industrial Gear OilDocument1 pageGulf Gear WT: High Performance Industrial Gear Oilatripathi2009No ratings yet
- Compressor Cond MonDocument33 pagesCompressor Cond MonJai GaizinNo ratings yet
- Servo Motors Types and ApplicationsDocument22 pagesServo Motors Types and ApplicationsJavierNo ratings yet
- 1106-E66TAG Sales PresentationDocument13 pages1106-E66TAG Sales Presentationakheel201No ratings yet
- AP POLYCET - CEEP Syllabus and Exam PatternDocument2 pagesAP POLYCET - CEEP Syllabus and Exam PatterngayathriNo ratings yet
- Role of WaqfDocument13 pagesRole of Waqfdkhana243No ratings yet
- Caterpillar Oil and Gas Solutions BrochureDocument10 pagesCaterpillar Oil and Gas Solutions BrochuremaggioraNo ratings yet
- Natural Frequencies For Common SystemsDocument6 pagesNatural Frequencies For Common SystemsChristophe DormenvalNo ratings yet
- Ac 31 GrafsoftDocument461 pagesAc 31 GrafsoftantonyamnrNo ratings yet
- Control Engineering 2018-02Document54 pagesControl Engineering 2018-02Zigor Larrabe UribeNo ratings yet
- PLC GeneralDocument46 pagesPLC GeneralastranegroNo ratings yet
- Hot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUDocument18 pagesHot Isotactic Processing (Hip) : Mehmet Can HATİBOĞLUthesecretgardenscatNo ratings yet
- G3600 PKG Tips - Cooling SystemsDocument57 pagesG3600 PKG Tips - Cooling SystemsshivNo ratings yet
- NuggetsDocument202 pagesNuggetsfazzlieNo ratings yet
- What Are The Main Parts of An Automobile Engine?Document11 pagesWhat Are The Main Parts of An Automobile Engine?PremnathRajasekaranNo ratings yet
- Instrumentation in The Oil SectorDocument16 pagesInstrumentation in The Oil SectorChibuzo NnonyeluNo ratings yet
- Aluminum Cold Mill Rolling Oil DistillationDocument3 pagesAluminum Cold Mill Rolling Oil DistillationbwelzNo ratings yet
- Chapter 1 Pneumatic SystemDocument95 pagesChapter 1 Pneumatic SystemNazer Mangirapin BarisNo ratings yet
- Bevel Gear ManualDocument8 pagesBevel Gear ManualPiort ZelaskiNo ratings yet
- Petrol Injection SystemDocument15 pagesPetrol Injection Systemmeghraj7134No ratings yet
- Motor Saver PDFDocument88 pagesMotor Saver PDFManuelVargasRamirezNo ratings yet
- Air Polution Control - Project (Rockwell)Document16 pagesAir Polution Control - Project (Rockwell)Chandan MandalNo ratings yet
- FG Wilson Generator Set Operator & Maintenance Instruction ManualDocument72 pagesFG Wilson Generator Set Operator & Maintenance Instruction ManualWahyu DiyonoNo ratings yet
- Dalits and Memories of 1857 PDFDocument35 pagesDalits and Memories of 1857 PDFDev OshanNo ratings yet
- A EG3200 Section 8 Controller (NXPowerLite)Document32 pagesA EG3200 Section 8 Controller (NXPowerLite)Halit YalçınkayaNo ratings yet
- Ehvs PDFDocument24 pagesEhvs PDFantoniomecptNo ratings yet
- Ballmillinspection PDFDocument4 pagesBallmillinspection PDFrodrigoalcainoNo ratings yet
- Roller Chain MaintenanceDocument8 pagesRoller Chain MaintenanceRodrigo SenedezeNo ratings yet
- Systematic Approach To Solving Vibration ProblemsDocument24 pagesSystematic Approach To Solving Vibration Problemsantok09No ratings yet
- Presion de Gas de Etntrada MotorDocument24 pagesPresion de Gas de Etntrada MotorSERTECC SASNo ratings yet
- Cat C175-16 - Jul 2010Document6 pagesCat C175-16 - Jul 2010Lei YinNo ratings yet
- Gulf Oil Marine - Product Data SheetDocument10 pagesGulf Oil Marine - Product Data SheetObydur RahmanNo ratings yet
- EmitDocument20 pagesEmitecavalinNo ratings yet
- Euchner - Siemens PDFDocument22 pagesEuchner - Siemens PDFTalicni TomNo ratings yet
- Engine Maintenance Ankit AmityDocument19 pagesEngine Maintenance Ankit AmityAnonymous x07rAkLDONo ratings yet
- CAT - 3516H Coolant Pressure Is HighDocument3 pagesCAT - 3516H Coolant Pressure Is Highwagner_guimarães_1No ratings yet
- Catalogo de Motores H Compact-HCompact PlusDocument364 pagesCatalogo de Motores H Compact-HCompact PlusSrinivas GopalNo ratings yet
- KATO GeneratorDocument20 pagesKATO GeneratormotiondrillNo ratings yet
- Generador KatoDocument20 pagesGenerador KatoVelasquez DavisNo ratings yet
- Manufacturing of Turbo GeneratorsDocument19 pagesManufacturing of Turbo GeneratorsKeerthana Kola100% (2)
- CH 5 HydroDocument29 pagesCH 5 Hydroazizamuhammed21No ratings yet
- GE Large Induction MotorsDocument8 pagesGE Large Induction MotorsidontlikeebooksNo ratings yet
- Coulombic Efficiency, Energy Efficiency and Effective CapacitanceDocument4 pagesCoulombic Efficiency, Energy Efficiency and Effective CapacitanceHoàng TrươngNo ratings yet
- MME-Electrical-Session-2 Network Theorems PDFDocument74 pagesMME-Electrical-Session-2 Network Theorems PDFgpuonlineNo ratings yet
- Electrical Safety - Construction: OSHA Office of Training & Education 1Document41 pagesElectrical Safety - Construction: OSHA Office of Training & Education 1AmiibahNo ratings yet
- Work 2 Electrical-MachineryDocument1 pageWork 2 Electrical-MachineryOmar AlvaradoNo ratings yet
- Tutorial Ch1 ProblemDocument5 pagesTutorial Ch1 ProblemKiat HauNo ratings yet
- Single Shield Vs Double ShieldDocument1 pageSingle Shield Vs Double ShieldMuthuraj74No ratings yet
- Es Catalogue enDocument16 pagesEs Catalogue enLiêm HiếuNo ratings yet
- D Alembert PrincipleDocument11 pagesD Alembert PrincipleManu Mathew Cherian100% (2)
- Question Bank EMFTDocument14 pagesQuestion Bank EMFTAvishekNo ratings yet
- A Design of The DC Motor Control CircuitDocument9 pagesA Design of The DC Motor Control Circuitnyskyscraper051127No ratings yet
- Assignment: Motion: Very Short Answer Type Questions (1 Mark Each)Document16 pagesAssignment: Motion: Very Short Answer Type Questions (1 Mark Each)VCC100% (1)
- Synchronous Condenser Packages Brochure 9AKK108197 RevA EN A3Document6 pagesSynchronous Condenser Packages Brochure 9AKK108197 RevA EN A3Cesarin NavarroNo ratings yet
- Grade Level: Grade 3 Subject: Science Quarter Content Standard Performance Standard Most Essential Learning Competencies Duration Kto12 CG CodeDocument47 pagesGrade Level: Grade 3 Subject: Science Quarter Content Standard Performance Standard Most Essential Learning Competencies Duration Kto12 CG CodeDebz CayNo ratings yet
- Capacitor WizardDocument4 pagesCapacitor WizardMadumathi BulumullaNo ratings yet
- Guidelines and Fundamental Considerations For Axle BalancingDocument40 pagesGuidelines and Fundamental Considerations For Axle BalancingAnonymous PVXBGg9TNo ratings yet
- N2XBYDocument5 pagesN2XBYcyuenkNo ratings yet
- Banking of RoadsDocument4 pagesBanking of RoadsSantSarovarNo ratings yet
- 05 EMC Power AskLorandtDocument150 pages05 EMC Power AskLorandtPradeep PolavarpuNo ratings yet
- Finite Control Volume AnalysisDocument30 pagesFinite Control Volume Analysishari tubagusNo ratings yet
- Over Current Relay Working Principle Types - Electrical4uDocument3 pagesOver Current Relay Working Principle Types - Electrical4uEimi EimiteNo ratings yet
- Addendum-1 Anwar IspatDocument8 pagesAddendum-1 Anwar IspatPranoy BaruaNo ratings yet
- EC8451 Electromagnetic FieldsDocument13 pagesEC8451 Electromagnetic Fieldsallanjwilson100% (1)
- Slide CLTDocument28 pagesSlide CLTleoNo ratings yet
- 00IB ClassNotes PDFDocument158 pages00IB ClassNotes PDFaftab100% (1)
- Physics I Problems PDFDocument1 pagePhysics I Problems PDFBOSS BOSSNo ratings yet
- Physics Class Xi Test Papers 2016 PDFDocument82 pagesPhysics Class Xi Test Papers 2016 PDFRohit100% (1)
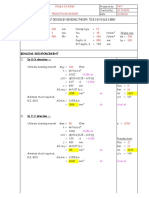
- Pilecap Design by Bending Theory To B.S 8110 & B.S 8004Document59 pagesPilecap Design by Bending Theory To B.S 8110 & B.S 8004azwanNo ratings yet
- Induced EmfDocument5 pagesInduced Emftajju_121No ratings yet