SecVIII Div1 UW40
SecVIII Div1 UW40
Download as pdf or txt
You might also like
- SB-165 - ASME BPVC 2021 Sección II Part BDocument6 pagesSB-165 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Engine Mechanical (4Hk1, 6Hk1) 1A-7: CautionDocument1 pageEngine Mechanical (4Hk1, 6Hk1) 1A-7: CautionВладимир ШведNo ratings yet
- LPG Metal CylinderDocument20 pagesLPG Metal Cylinderorode franklynNo ratings yet
- Presentation: Failure of Bleeder ValveDocument13 pagesPresentation: Failure of Bleeder Valvekselvan_1No ratings yet
- Sales Proposal Sales Proposal Template 1.doctemplate 1Document5 pagesSales Proposal Sales Proposal Template 1.doctemplate 1arianaseriNo ratings yet
- Ecomat Opertors ManualDocument36 pagesEcomat Opertors Manualryanswj50% (2)
- Tyco Valves & Controls CatalogDocument6 pagesTyco Valves & Controls CatalogHasanNo ratings yet
- Table 2-2.1 Pressure-Temperature Ratings For Group 2.1 MaterialsDocument1 pageTable 2-2.1 Pressure-Temperature Ratings For Group 2.1 MaterialsPanchal Shailesh100% (1)
- WHRB-265!08!00 Front and Rear Mirrors, Shell CalculationDocument2 pagesWHRB-265!08!00 Front and Rear Mirrors, Shell CalculationmehmacarNo ratings yet
- Asme B31 - Pressure PipingDocument3 pagesAsme B31 - Pressure PipingAndhyka Cakrabuana AdhitamaNo ratings yet
- 2003 ASME B31.3-For 570Document41 pages2003 ASME B31.3-For 570sheikbba100% (2)
- C2quick PDFDocument34 pagesC2quick PDFJose Maria PedrazasNo ratings yet
- ASME I Part PMB Requirements For Miniature BoilersDocument2 pagesASME I Part PMB Requirements For Miniature BoilersAmanda Ariesta ApriliaNo ratings yet
- Sec. II A - SA - 209Document6 pagesSec. II A - SA - 209RamuAlagappanNo ratings yet
- ES - BlowOut User ManualDocument11 pagesES - BlowOut User Manualleekiangyen79No ratings yet
- 4000 Series Cryogenic Valve: Bulletin 86.1:4000Document8 pages4000 Series Cryogenic Valve: Bulletin 86.1:4000Datt NguyenNo ratings yet
- BAC FB Ball Valves Carbon Steel Stainless Steel Full Bore ANSI Class 150Document1 pageBAC FB Ball Valves Carbon Steel Stainless Steel Full Bore ANSI Class 150ChristianNo ratings yet
- Niwatec Presentation EnglDocument27 pagesNiwatec Presentation EnglmohamedwalyNo ratings yet
- ASME Section V, VI, VIII, IIDocument1 pageASME Section V, VI, VIII, IIGNPeru100% (1)
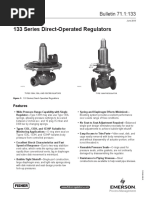
- 133 Series Direct-Operated Regulators: Bulletin 71.1:133Document24 pages133 Series Direct-Operated Regulators: Bulletin 71.1:133JuliusMaximus12No ratings yet
- Is 7291 1981 PDFDocument38 pagesIs 7291 1981 PDFAnubhav LakhmaniNo ratings yet
- Hydrant Flow Test Report: Private Fire Service MainsDocument1 pageHydrant Flow Test Report: Private Fire Service MainsTaslimah AliNo ratings yet
- 39CQ Iom 06302014Document20 pages39CQ Iom 06302014Non Etabas GadnatamNo ratings yet
- HT BucefaDocument2 pagesHT Bucefarafa100% (1)
- Covalence HTLP80: Product Data SheetDocument3 pagesCovalence HTLP80: Product Data SheetJuan Carlos Contreras CherresNo ratings yet
- Barlow's FormulaDocument2 pagesBarlow's FormularsproservNo ratings yet
- Series 4030: Base Mounted Pump Installation and Operating InstructionsDocument8 pagesSeries 4030: Base Mounted Pump Installation and Operating InstructionsrakeshamechNo ratings yet
- HT Cabezal NeumaticoDocument2 pagesHT Cabezal NeumaticorafaNo ratings yet
- Onshore Program Construction & Installation Contract (OPCIC) Enabling AgreementDocument158 pagesOnshore Program Construction & Installation Contract (OPCIC) Enabling Agreementbrook emenikeNo ratings yet
- 02 Mech-OS&Y Gate Valve UL FM (XZ41X VALVULAS 290917Document1 page02 Mech-OS&Y Gate Valve UL FM (XZ41X VALVULAS 290917Roman Ugarte0% (1)
- NI-0253 - J Pressure Vessel DesignDocument45 pagesNI-0253 - J Pressure Vessel DesignsudokuNo ratings yet
- Fire Hydrant Valve Bs 5041: SpecificationDocument2 pagesFire Hydrant Valve Bs 5041: Specificationirrosel4650No ratings yet
- Hot Tapping: What Does The Procedure Say?: We Can Work Under PressureDocument59 pagesHot Tapping: What Does The Procedure Say?: We Can Work Under PressureHerberth SilitongaNo ratings yet
- Tyco Fig.110-190 Ball Valves DatasheetDocument24 pagesTyco Fig.110-190 Ball Valves DatasheetMahdi Daly100% (1)
- Trav L Cutter ManualDocument46 pagesTrav L Cutter ManualullwnNo ratings yet
- Iso 21013-4 2012 EnglishDocument16 pagesIso 21013-4 2012 EnglishLuis SuarezNo ratings yet
- P17-1TS-KBR Bolting Types Carbon & Alloy SteelDocument2 pagesP17-1TS-KBR Bolting Types Carbon & Alloy Steelyulianus_sr100% (1)
- Calculation Standards For Safety Relief ValvesDocument2 pagesCalculation Standards For Safety Relief ValvesJulio SaldanhaNo ratings yet
- Guiding Principles Assessment AssembliesDocument10 pagesGuiding Principles Assessment AssembliesGiannis ApostolouNo ratings yet
- Autodesk Feature CodesDocument14 pagesAutodesk Feature Codessplaw9484No ratings yet
- StandardsDocument26 pagesStandardsshahin TamouzadehNo ratings yet
- Nema SM-23Document3 pagesNema SM-23Vishal KandNo ratings yet
- Scaffolding Estimation SampleDocument2 pagesScaffolding Estimation Samplejhomel garciaNo ratings yet
- Data Sheet S7 - 2020 - ENG - Light - CavagnaDocument12 pagesData Sheet S7 - 2020 - ENG - Light - CavagnaWND PRTMNo ratings yet
- Crane Fluid Flow Problems Hof MasterDocument280 pagesCrane Fluid Flow Problems Hof MasterMohammad Mehdi JafariNo ratings yet
- Sihi Pompa LPG API 610Document1 pageSihi Pompa LPG API 610Andry RimanovNo ratings yet
- RASCO CatalogDocument17 pagesRASCO Catalogdesters1120No ratings yet
- BS en 10028-5-2009Document19 pagesBS en 10028-5-2009anupsharma2522_98756No ratings yet
- AEL6 Series Smart Electric Linear Actuators For DN15 To DN100 Control Valves-Installation Maintenance ManualDocument28 pagesAEL6 Series Smart Electric Linear Actuators For DN15 To DN100 Control Valves-Installation Maintenance ManualNguyen Xuan QuangNo ratings yet
- Api 510 Open 1Document4 pagesApi 510 Open 1melvinNo ratings yet
- BS EN 837-1:1998 Pressure Gauges. Bourdon Tube Pressure Gauge - Part 1: Dimensions Metrology Requirements and TestingDocument3 pagesBS EN 837-1:1998 Pressure Gauges. Bourdon Tube Pressure Gauge - Part 1: Dimensions Metrology Requirements and TestingСергей Парахин0% (1)
- METHOD STATEMENT FOR PIPING REV 01 16 June 2021Document20 pagesMETHOD STATEMENT FOR PIPING REV 01 16 June 2021Moh'd SameerNo ratings yet
- Appendix 41 PDFDocument5 pagesAppendix 41 PDFHanafi BasriNo ratings yet
- En10028 2Document12 pagesEn10028 2Patilea Daniela100% (1)
- Folder Grobblech Heads Cones 1608Document28 pagesFolder Grobblech Heads Cones 1608Filip StojkovskiNo ratings yet
- Nr13 em InglêsDocument16 pagesNr13 em InglêsmafepiNo ratings yet
- ISO 03545-1-1989 ScanDocument7 pagesISO 03545-1-1989 ScanDejan AntanasijevicNo ratings yet
- Asme 1325-18 (2007)Document1 pageAsme 1325-18 (2007)Matthew TaylorNo ratings yet
- CSI Bolt-On Heating SystemsDocument12 pagesCSI Bolt-On Heating Systemspeubrandao100% (1)
- Deaerators BrochureDocument4 pagesDeaerators BrochurefahimshkNo ratings yet
- Post Welded Heat Treatment ProceduresDocument3 pagesPost Welded Heat Treatment Proceduresradhakrishnan100% (1)
- 4 Heat TreatmentokDocument22 pages4 Heat TreatmentokPramod Athiyarathu100% (1)
- PWHT Procedure For Petrol Steel - CoreDocument9 pagesPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNo ratings yet
- 1.vendor List - Rev.6Document174 pages1.vendor List - Rev.6arianaseri100% (2)
- Data Sheet - UMEB - IP55Document2 pagesData Sheet - UMEB - IP55arianaseriNo ratings yet
- 6 Polley Compabloc FDocument5 pages6 Polley Compabloc FarianaseriNo ratings yet
- Ni-Base Superalloy 718 (VIM+VAR) : Z Equivalent SpecificationDocument2 pagesNi-Base Superalloy 718 (VIM+VAR) : Z Equivalent SpecificationarianaseriNo ratings yet
- Neway International Group Head Office: CNC Equipment (Suzhou) Co.,LtdDocument18 pagesNeway International Group Head Office: CNC Equipment (Suzhou) Co.,LtdarianaseriNo ratings yet
- 5S Checklist ReaderDocument1 page5S Checklist ReaderarianaseriNo ratings yet
- OG Brochure - Alloys InsertDocument2 pagesOG Brochure - Alloys InsertarianaseriNo ratings yet
- Ma30 WDocument2 pagesMa30 WarianaseriNo ratings yet
- لکش 1 یهد ششوپ کیتامش شیامن CVD و PVDDocument5 pagesلکش 1 یهد ششوپ کیتامش شیامن CVD و PVDarianaseriNo ratings yet
- High Perf Metals Brochure v1Document5 pagesHigh Perf Metals Brochure v1arianaseriNo ratings yet
- Training Session4 - Heat Recovery Steam GeneratorsDocument34 pagesTraining Session4 - Heat Recovery Steam Generatorsarianaseri100% (1)
- Grooved Kempchen PDFDocument11 pagesGrooved Kempchen PDFAnonymous Iev5ggSRNo ratings yet
- CPDocument55 pagesCParianaseri100% (2)
- Experimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFDocument8 pagesExperimental Determination of Fouling Factor On Plate Heat Exchangers in District Heating System PDFarianaseriNo ratings yet
- PLATE & SHELL Heat Exchangers: A Shell & Tube AlternativeDocument4 pagesPLATE & SHELL Heat Exchangers: A Shell & Tube AlternativearianaseriNo ratings yet
- Grade 10 CVDocument9 pagesGrade 10 CVMutangeni ShikondaNo ratings yet
- Ip Dcr600v15aDocument1 pageIp Dcr600v15amohasshozif1988100% (1)
- Department of Electrical Engineering Measurement Devices (Dee 10013) EOC 1 (B) SESI 1 2021/2022Document2 pagesDepartment of Electrical Engineering Measurement Devices (Dee 10013) EOC 1 (B) SESI 1 2021/2022Arif FahmiNo ratings yet
- Quality Procedures Manual: Quality Management System DocumentationDocument4 pagesQuality Procedures Manual: Quality Management System DocumentationMarianne Lou PalomarNo ratings yet
- Mca Syllabus FinalDocument127 pagesMca Syllabus FinalJamil KhanNo ratings yet
- FR 51110209102Document76 pagesFR 51110209102Naveed Akbar Mughal0% (1)
- Cyber OSINT Coding Python Transforms For Maltego LibreDocument49 pagesCyber OSINT Coding Python Transforms For Maltego LibreDanisio PereiraNo ratings yet
- Decision Support Tools For Integrated Water Resources ManagementDocument18 pagesDecision Support Tools For Integrated Water Resources ManagementVitor Vieira VasconcelosNo ratings yet
- Haryana Government Gazette: Published by AuthorityDocument8 pagesHaryana Government Gazette: Published by AuthorityEr navneet jassiNo ratings yet
- Https Student - Nielit.gov - in CAND CertificateAdmitCardVersion4.aspx Qs ZQoIhiZ iYfsy3xrnnzcYGAlkhBae8+RDocument2 pagesHttps Student - Nielit.gov - in CAND CertificateAdmitCardVersion4.aspx Qs ZQoIhiZ iYfsy3xrnnzcYGAlkhBae8+RkushNo ratings yet
- Plantilla PowerPoint Del Sistema RespiratorioDocument33 pagesPlantilla PowerPoint Del Sistema RespiratorioYesenia CaloNo ratings yet
- Kmme Online Bip Presentation Template v2Document11 pagesKmme Online Bip Presentation Template v2ncsulatNo ratings yet
- Naca Corde Nombre de "Vagues"Document26 pagesNaca Corde Nombre de "Vagues"multiacNo ratings yet
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionDocument2 pagesInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- High Temperature Mechanical TestingDocument6 pagesHigh Temperature Mechanical TestingSoupramanien KathirvelouNo ratings yet
- DataTables Dason - Admin Dashboard TemplateDocument4 pagesDataTables Dason - Admin Dashboard Templatesaqib zaidiNo ratings yet
- User'S Manual: On-Line 1K-3KVADocument29 pagesUser'S Manual: On-Line 1K-3KVAanasNo ratings yet
- Control SystemsDocument25 pagesControl Systemskakaka12No ratings yet
- Prospectus MastersDocument78 pagesProspectus MastersMuhammad Mohsin RazaNo ratings yet
- 11-Media CharacteristicsDocument47 pages11-Media CharacteristicsNehaReshi50% (4)
- NexansDocument64 pagesNexansKhalif ElnaddabNo ratings yet
- Northrop F-5EF Flight ManualDocument516 pagesNorthrop F-5EF Flight ManualJose Pascual100% (4)
- Rec TubDocument1 pageRec TubEng Abdikarim WalhadNo ratings yet
- Key Features: ESM 390/395/400/405/410SDocument2 pagesKey Features: ESM 390/395/400/405/410SMulcue ProfeNo ratings yet
- Process Manual PMKVY-TI Dec 2016Document21 pagesProcess Manual PMKVY-TI Dec 2016Nikhil DeshmukhNo ratings yet
- River Training Works and Bank ProtectionDocument24 pagesRiver Training Works and Bank ProtectionAbdi GudetaNo ratings yet
- Ge Safetyswitch Tgnthirtythreetwentytwor SpecsDocument2 pagesGe Safetyswitch Tgnthirtythreetwentytwor SpecsIng. Mario A. Samudio IbarraNo ratings yet