Fabrication of Pressure 32-68
Fabrication of Pressure 32-68
Download as doc, pdf, or txt
You might also like
- AT520JK Users ManualDocument15 pagesAT520JK Users ManualgerezairNo ratings yet
- Mte13ii Oc77 - 1331 X009 06 299 1 001 - 0Document3 pagesMte13ii Oc77 - 1331 X009 06 299 1 001 - 0Miguel Puma SuclleNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- 00101784PU Rev A NovaSeptic Mixer Tank Plate Welding GuideDocument16 pages00101784PU Rev A NovaSeptic Mixer Tank Plate Welding GuideJosue Ramirez NavaNo ratings yet
- Shell Rolling ProcedureDocument26 pagesShell Rolling ProcedureKingston Rivington100% (1)
- Methodology - Well Sinking-Foundation PDF-1Document7 pagesMethodology - Well Sinking-Foundation PDF-1Tina J100% (1)
- Miniature MachiningDocument40 pagesMiniature MachiningEric Johansson100% (5)
- Method Statement For Steel TankDocument16 pagesMethod Statement For Steel TankJOHNK50% (6)
- ZP - Mold Design Guide BayerDocument44 pagesZP - Mold Design Guide Bayerjhho2No ratings yet
- Well HeadsDocument47 pagesWell HeadsDanish Khan100% (4)
- Boys Hostel FormDocument1 pageBoys Hostel FormDIPAK VINAYAK SHIRBHATE67% (3)
- Girls Hostel FormDocument1 pageGirls Hostel FormDIPAK VINAYAK SHIRBHATE100% (2)
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- CONTRACT NO.20705 Bitumen Storage Facility AT Port Khalid SharjahDocument17 pagesCONTRACT NO.20705 Bitumen Storage Facility AT Port Khalid SharjahFaruk OcalNo ratings yet
- 135 Supplemental Inspection Number - 55-30-03Document3 pages135 Supplemental Inspection Number - 55-30-03vkd8hkc4d5No ratings yet
- Quickfit Couplings Flanges 2 VJ IOMDocument4 pagesQuickfit Couplings Flanges 2 VJ IOMAnonymous gMgeQl1Snd100% (1)
- Quickfit Coupling Adaptors IOM-GB IT 06-2017Document8 pagesQuickfit Coupling Adaptors IOM-GB IT 06-2017PawelNo ratings yet
- Disc WindingDocument5 pagesDisc WindingPandurang YadavNo ratings yet
- Tutorial Pages Example Rotary TableDocument10 pagesTutorial Pages Example Rotary TableArdita S IrwanNo ratings yet
- Emd Mi315Document6 pagesEmd Mi315Jesse BarnettNo ratings yet
- Msi-9651 5 2Document10 pagesMsi-9651 5 2Antonio AvilesNo ratings yet
- Semi Atomatic Die HeadDocument4 pagesSemi Atomatic Die HeadCesar Carito ValenciaNo ratings yet
- COMPLETE - CE 20211125 Welding Guide 1.2Document10 pagesCOMPLETE - CE 20211125 Welding Guide 1.2rmrkp7sprmNo ratings yet
- New Bottom PlateDocument9 pagesNew Bottom PlateEmmanuel kusimo100% (2)
- Geothermal Drilling and Well Design (SE-830-DR2) : CementingDocument43 pagesGeothermal Drilling and Well Design (SE-830-DR2) : CementingERICK GUSTAVO QUINTANILLA GARCIANo ratings yet
- KRX NTNDocument4 pagesKRX NTNDj ́s Mix LiveNo ratings yet
- Working Sequences Flange ManagementDocument12 pagesWorking Sequences Flange Managementtomy yunendroNo ratings yet
- 112 - Dwi Rizky Rosilila - UNIT3 - EssayDocument11 pages112 - Dwi Rizky Rosilila - UNIT3 - EssayDwi Rizky RosililaNo ratings yet
- Installation Manual For Level Control Diaphragm: AddressDocument11 pagesInstallation Manual For Level Control Diaphragm: AddresspredilettoNo ratings yet
- AK31 TurretDocument34 pagesAK31 TurretVladimirAgeev100% (1)
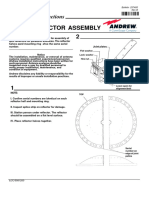
- Reflector Bulletin Split Reflector AssemblyDocument3 pagesReflector Bulletin Split Reflector AssemblyMohammad Shoaib ArifNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- Fy Smcs-1 Q. Bank Sem 1 2023-24Document12 pagesFy Smcs-1 Q. Bank Sem 1 2023-24raju.sharmqNo ratings yet
- UM - MVG - SO60976 - Modificaton BucketDocument4 pagesUM - MVG - SO60976 - Modificaton Bucket1989vasu.pNo ratings yet
- Completion EngineeringDocument44 pagesCompletion EngineeringFa TehNo ratings yet
- Double TTS: - Spans Up To 60 Feet Providing Open Areas BelowDocument6 pagesDouble TTS: - Spans Up To 60 Feet Providing Open Areas Belowaah CoNo ratings yet
- 2010 - Mech - Tech PP SOLUTIONSDocument8 pages2010 - Mech - Tech PP SOLUTIONStereveNo ratings yet
- Kpijci ft4240Document6 pagesKpijci ft4240HéctorNo ratings yet
- GM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberDocument8 pagesGM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberДенис ЕфрахимNo ratings yet
- Manual Drill Collar S-R-LDocument6 pagesManual Drill Collar S-R-LJAVIER EDUARDO MANTILLA BUITRAGONo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (3)
- Shell Rolling For Pressure VesselsDocument26 pagesShell Rolling For Pressure VesselsSHREEJI100% (2)
- Stock "QD" Bushings: RemovalDocument2 pagesStock "QD" Bushings: RemovalmecanicoNo ratings yet
- Repair Manual MP 1Document11 pagesRepair Manual MP 1Tiffany DacinoNo ratings yet
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniNo ratings yet
- 6-3 Drilling and Blasting Stopes Tm3Document7 pages6-3 Drilling and Blasting Stopes Tm3johnson OlubiNo ratings yet
- Pump DatasheetDocument15 pagesPump DatasheetHedi Ben Mohamed100% (1)
- Maintenance of Enhanced Drawgear - CMI9901Document7 pagesMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaNo ratings yet
- Naramada Method Statement - R0Document16 pagesNaramada Method Statement - R0Indra Nath MishraNo ratings yet
- Sheet Pile Capping Manual-DawsonDocument54 pagesSheet Pile Capping Manual-DawsonSankar CdmNo ratings yet
- Model NERA-2 Non-Elastomeric Sliding Sleeve: DescriptioDocument5 pagesModel NERA-2 Non-Elastomeric Sliding Sleeve: DescriptiofelipeNo ratings yet
- Fork Gold Valve Installation: DisassemblyDocument4 pagesFork Gold Valve Installation: DisassemblyTiyok HidrolikNo ratings yet
- Grinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsDocument2 pagesGrinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsMina MagdyNo ratings yet
- 423-U SlotMill SeriesDocument28 pages423-U SlotMill Seriespapa bianNo ratings yet
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocument5 pagesManufacturing Sun Cartridge Cavities: Tooling CheckxxshNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocument34 pagesQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENo ratings yet
- Aahan's BirthdayDocument22 pagesAahan's BirthdayDIPAK VINAYAK SHIRBHATENo ratings yet
- Educational Multimedia On Hydraulics and PneumaticsDocument89 pagesEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATENo ratings yet
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Document8 pages2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- New File ListDocument2 pagesNew File ListDIPAK VINAYAK SHIRBHATENo ratings yet
- Quality Circles For Vikramshila StudentsDocument22 pagesQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATENo ratings yet
- Salary Slip - May 2014Document5 pagesSalary Slip - May 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- Pramod Naik's Letter Director MsbteDocument1 pagePramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATENo ratings yet
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Document4 pagesDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATENo ratings yet
- Prospectus For 13-14Document42 pagesProspectus For 13-14DIPAK VINAYAK SHIRBHATENo ratings yet
- Domestic Water Heater PDFDocument39 pagesDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENo ratings yet
- Prospectus For 14-15Document44 pagesProspectus For 14-15DIPAK VINAYAK SHIRBHATENo ratings yet
- Prospectus Data 2013-14Document12 pagesProspectus Data 2013-14DIPAK VINAYAK SHIRBHATENo ratings yet
- Creativity & The Business IdeaDocument12 pagesCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATENo ratings yet
- Classification of EnterprenuersDocument12 pagesClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Importance of Diploma Education For Rural StudentsnnDocument55 pagesImportance of Diploma Education For Rural Studentsnnvspd2010No ratings yet
- Autocad 2009 Tips and Tricks DVSDocument24 pagesAutocad 2009 Tips and Tricks DVSDIPAK VINAYAK SHIRBHATENo ratings yet
- Inplant TrainingDocument1 pageInplant TrainingDIPAK VINAYAK SHIRBHATENo ratings yet
- Leave ApplicationDocument2 pagesLeave ApplicationDIPAK VINAYAK SHIRBHATE100% (2)
- Mobile Number of StudentsDocument4 pagesMobile Number of Studentsvspd2010No ratings yet
- Proposal For New PolytechnicDocument7 pagesProposal For New PolytechnicDIPAK VINAYAK SHIRBHATENo ratings yet
- Nss Allotment Request Letter ModifiedDocument2 pagesNss Allotment Request Letter ModifiedDIPAK VINAYAK SHIRBHATE83% (6)
- Rule 3Document1 pageRule 3DIPAK VINAYAK SHIRBHATENo ratings yet
- 1 ORDINANCE NO. 19 of 2009 An Ordinance To ProvideDocument9 pages1 ORDINANCE NO. 19 of 2009 An Ordinance To Providenishikant9890No ratings yet