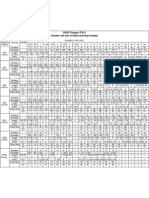
Clasificacion de Bridas ANSI
Clasificacion de Bridas ANSI
Download as pdf or txt
You might also like
- Hull Cell Plating TestsDocument23 pagesHull Cell Plating TestsDavidAlejandroGaona100% (4)
- Patton Line Size - 2014Document6 pagesPatton Line Size - 2014Rocky James AsildoNo ratings yet
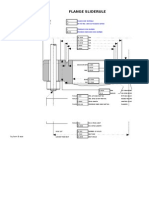
- Flange Slide RuleDocument26 pagesFlange Slide RuleChandrasekhar SonarNo ratings yet
- Technical Data A-325 Heavy Hex Structural BoltsDocument1 pageTechnical Data A-325 Heavy Hex Structural BoltsZak OxmaniNo ratings yet
- Romet Rotary Gas MeterDocument8 pagesRomet Rotary Gas MeterAlvaro Jhoel Quinteros R100% (1)
- Steel Pipe 2Document21 pagesSteel Pipe 2JuanCarlosNo ratings yet
- Discharge Head - Flange RatingsDocument1 pageDischarge Head - Flange RatingsMiguel Ignacio YarangaNo ratings yet
- Bridas WNRF 150# Astm A 105 Grados. Bridas WNRF 300# Astm A 105 GradosDocument2 pagesBridas WNRF 150# Astm A 105 Grados. Bridas WNRF 300# Astm A 105 GradosLucio David Ramírez GarcíaNo ratings yet
- Tabel Ukuran Cuttless BearingDocument6 pagesTabel Ukuran Cuttless BearingMasjhonNo ratings yet
- Steel DesignDocument246 pagesSteel DesignPrantik Adhar SamantaNo ratings yet
- Blind RTJ FlangeDocument7 pagesBlind RTJ FlangeAMIRHUSAIN MOMINNo ratings yet
- Kamus Mechanical Engg Ref BookDocument248 pagesKamus Mechanical Engg Ref BookAndhi PratamaNo ratings yet
- Structral DatasheetDocument254 pagesStructral DatasheetdeepakNo ratings yet
- Steel BookDocument246 pagesSteel BookHuma Baig100% (1)
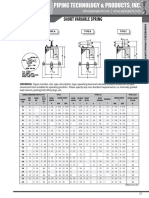
- Fig. Ptp-1: Short Variable SpringDocument1 pageFig. Ptp-1: Short Variable Springali murtadhoNo ratings yet
- Engg Ref BookDocument248 pagesEngg Ref BookMathewNo ratings yet
- 12 Inch Fraction Ruler US LetterDocument1 page12 Inch Fraction Ruler US LetterDeKleeneJuleNo ratings yet
- ASME B16.20 Gasket Dimensions: Standard Standard With Inner RingDocument1 pageASME B16.20 Gasket Dimensions: Standard Standard With Inner RingMina MagdyNo ratings yet
- SpiralWound PDFDocument1 pageSpiralWound PDFJOHNNo ratings yet
- ASME B16.20 Gasket Dimensions: Standard Standard With Inner RingDocument1 pageASME B16.20 Gasket Dimensions: Standard Standard With Inner RingMuhammad AslamNo ratings yet
- SpiralWound PDFDocument1 pageSpiralWound PDFVinothkumarNo ratings yet
- Steel PipeDocument193 pagesSteel PipeBerenice ChávezNo ratings yet
- Slip On Flange RTJ GasketDocument2 pagesSlip On Flange RTJ GasketEDAC RFCLNo ratings yet
- ANSI Flanges B16.5: Number and Size of Studs and Ring GasketsDocument1 pageANSI Flanges B16.5: Number and Size of Studs and Ring GasketsJon SmithNo ratings yet
- Steel Pipe Vessel DataDocument281 pagesSteel Pipe Vessel DataGajanan GaikwadNo ratings yet
- Eng Ref BookDocument246 pagesEng Ref BookJorge VarelaNo ratings yet
- SteelBookDocument246 pagesSteelBookWanda BeasleyNo ratings yet
- Steel Pipe Vessel1Document279 pagesSteel Pipe Vessel1mdishong27No ratings yet
- Engg. Ref BookDocument241 pagesEngg. Ref Bookgk80823No ratings yet
- Flange - Weld Neck, ANSI Class 150, B16.5 (In)Document8 pagesFlange - Weld Neck, ANSI Class 150, B16.5 (In)Roni FirmansyahNo ratings yet
- Eng Details NCI WF ProfilesDocument16 pagesEng Details NCI WF Profilesrodriguez.gaytanNo ratings yet
- Flange Data: Bolt Reference Charts For ASME B16.5 FlangesDocument4 pagesFlange Data: Bolt Reference Charts For ASME B16.5 FlangesMilena Lemus FonsecaNo ratings yet
- TorqueDocument6 pagesTorquelucianaNo ratings yet
- TorqueDocument6 pagesTorquelucianaNo ratings yet
- Steel Member SizesDocument265 pagesSteel Member SizesMubashar HassanNo ratings yet
- Steel BookDocument241 pagesSteel Bookwhi7efea7herNo ratings yet
- 6 - Stud Bolt & Ring Joint MeasurementDocument2 pages6 - Stud Bolt & Ring Joint MeasurementErin JohnsonNo ratings yet
- Paisajes de La Modernidad Font DomenecDocument204 pagesPaisajes de La Modernidad Font DomenecJúlia BelletNo ratings yet
- Bleed Ring - ANSI Class 150-2500 (In)Document2 pagesBleed Ring - ANSI Class 150-2500 (In)ulfatNo ratings yet
- Pocket Bolt Reference ChartDocument6 pagesPocket Bolt Reference ChartVictor GarciaNo ratings yet
- FASTORQ API Flanges-Bolt Sizes QuantitiesDocument2 pagesFASTORQ API Flanges-Bolt Sizes QuantitiesshyamNo ratings yet
- Stud Bolt For Oil and Gas PipelineDocument2 pagesStud Bolt For Oil and Gas PipelineTg TarroNo ratings yet
- Stud Bolt Sizes For ANSI ASME API FlangesDocument2 pagesStud Bolt Sizes For ANSI ASME API FlangesviralNo ratings yet
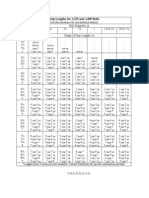
- Grip Lengths For A325 and A490 Bolts: Bolt Diameter, inDocument1 pageGrip Lengths For A325 and A490 Bolts: Bolt Diameter, inMehedi Bin SharifNo ratings yet
- NEMA Motor Dim ChartDocument2 pagesNEMA Motor Dim Chartmilind1983100% (2)
- Primal VerticesDocument68 pagesPrimal VerticesRafael NunesNo ratings yet
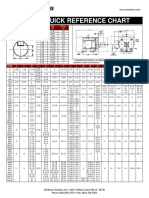
- NEMA Motor Dimensions - Reference ChartDocument2 pagesNEMA Motor Dimensions - Reference ChartMOTORES, MOTORREDUCTORES Y COMPONENTES GUADALAJARA100% (1)
- Pipping DataDocument273 pagesPipping DataidiazgNo ratings yet
- A Pi Ring Joint Flange DataDocument2 pagesA Pi Ring Joint Flange DataSusin LimNo ratings yet
- Electric Motor NEMA Frame Sizes Table PDFDocument6 pagesElectric Motor NEMA Frame Sizes Table PDFpevareNo ratings yet
- Piping Design DataDocument148 pagesPiping Design Datarerezhassan100% (1)
- Piping Valve Flange DimensionsDocument270 pagesPiping Valve Flange DimensionschadNo ratings yet
- Astm C 585Document2 pagesAstm C 585Imam BukhoriNo ratings yet
- Nema - Quick Reference Chart: ESR Motor SystemsDocument2 pagesNema - Quick Reference Chart: ESR Motor SystemsadolfNo ratings yet
- Footer ValveDocument200 pagesFooter Valveali96161No ratings yet
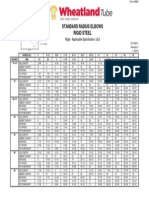
- Wheatland Steel Elbow DimensionsDocument1 pageWheatland Steel Elbow DimensionskimiesmithNo ratings yet
- Bridas Slip On Grandes b16.47Document1 pageBridas Slip On Grandes b16.47Nilton Inca TitoNo ratings yet
- Bolt, Stud, Sealing, Gasketing and Nut Sizes For Piping: Class 150 Steel and 125 Cast IronDocument1 pageBolt, Stud, Sealing, Gasketing and Nut Sizes For Piping: Class 150 Steel and 125 Cast IronGiorgi KOGOSHVILINo ratings yet
- Temporary Cone & Basket Strainers: 2089 Ninth Avenue, New York 11779Document1 pageTemporary Cone & Basket Strainers: 2089 Ninth Avenue, New York 11779Anonymous FH8OunZrXNo ratings yet
- Catálogo Cast Iron ValvesDocument40 pagesCatálogo Cast Iron ValvesAlvaro Jhoel Quinteros RNo ratings yet
- Loquendo TTS 7 InstallationDocument14 pagesLoquendo TTS 7 InstallationAlvaro Jhoel Quinteros RNo ratings yet
- EI Regulator Station Handbook TDC UK - DesbloqueadoDocument39 pagesEI Regulator Station Handbook TDC UK - DesbloqueadoAlvaro Jhoel Quinteros RNo ratings yet
- Simulation Results: Network Simulation Not SolvedDocument35 pagesSimulation Results: Network Simulation Not SolvedAlvaro Jhoel Quinteros RNo ratings yet
- Conferencia SPE EMI Cochabamba 7 Junio 2013Document22 pagesConferencia SPE EMI Cochabamba 7 Junio 2013Alvaro Jhoel Quinteros RNo ratings yet
- Abstract of ASTM F593 2002Document10 pagesAbstract of ASTM F593 2002Jesse ChenNo ratings yet
- FRE D Slot CuttersDocument18 pagesFRE D Slot CuttershorakftNo ratings yet
- Manganese in ST-STDocument28 pagesManganese in ST-STSteveyNo ratings yet
- "Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument8 pages"Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthMohammed EldakhakhnyNo ratings yet
- SGS 6 Basic Iron Sulphate in POX Processing of Refractory GoldDocument10 pagesSGS 6 Basic Iron Sulphate in POX Processing of Refractory Goldboanerges wino pattyNo ratings yet
- Din 28044Document3 pagesDin 28044amoldholeNo ratings yet
- WIS5 Paper 2 Rev 3Document4 pagesWIS5 Paper 2 Rev 3Ali ClubistNo ratings yet
- Burnout and Casting 3almeenDocument24 pagesBurnout and Casting 3almeenZiad OthmanNo ratings yet
- Narrow Gap Submerged Arc WeldingDocument7 pagesNarrow Gap Submerged Arc Weldingajithkumar mNo ratings yet
- AISC Design Guide 27 - Structural Stainless SteelDocument159 pagesAISC Design Guide 27 - Structural Stainless SteelCarlos Eduardo Rodriguez50% (2)
- Steel PDFDocument15 pagesSteel PDFShaik HussainNo ratings yet
- Nomenclature of Face and End Milling CutterDocument4 pagesNomenclature of Face and End Milling CutterIsmael AibisNo ratings yet
- Emissivity Chart 139697ARTDocument3 pagesEmissivity Chart 139697ARTbelinda khuthiNo ratings yet
- Basic Marking Out and Measuring InstrumentsDocument70 pagesBasic Marking Out and Measuring Instrumentsbonganishiba594No ratings yet
- Datasheet For Carbon Steel A333 Grade 6Document10 pagesDatasheet For Carbon Steel A333 Grade 6Aneesh JoseNo ratings yet
- Technical Article SSAB Structural Hollow Sections For Functional Design According To Eurocode3Document17 pagesTechnical Article SSAB Structural Hollow Sections For Functional Design According To Eurocode3sharunnizamNo ratings yet
- MMi Daily Iron Ore Report For November 12th 2018Document5 pagesMMi Daily Iron Ore Report For November 12th 2018gpleirbagNo ratings yet
- Au/Sn Solder Alloy and Its Applications in Electronics PackagingDocument7 pagesAu/Sn Solder Alloy and Its Applications in Electronics PackagingTeguh Yassi Akasyah PutraNo ratings yet
- I) Direct Reduced Iron: Production: March 2009Document29 pagesI) Direct Reduced Iron: Production: March 2009Jai Prakash Reddy100% (1)
- HDG TirantiDocument17 pagesHDG TirantiGMSNo ratings yet
- Res Welding Section 1Document20 pagesRes Welding Section 1Darryl007No ratings yet
- Asme Section Ii A Sa-437 Sa-437m PDFDocument6 pagesAsme Section Ii A Sa-437 Sa-437m PDFdavid perezNo ratings yet
- Dos PPT 1Document47 pagesDos PPT 1Keerthana PNo ratings yet
- Dr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectDocument27 pagesDr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectathulpcucekNo ratings yet
- BS 01474 1987 1998Document30 pagesBS 01474 1987 1998Manzoor AhmadNo ratings yet
- Solderer Performance Qualification (SPQ) - Sample Form: Qualification, AWS B2.3/B2.3MDocument1 pageSolderer Performance Qualification (SPQ) - Sample Form: Qualification, AWS B2.3/B2.3MBernardo LeorNo ratings yet
- Daftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClDocument4 pagesDaftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClPramesti Ayu Dwi WulandariNo ratings yet
- Liste de Normes Site WebDocument11 pagesListe de Normes Site WebKaother GhilenNo ratings yet
- FP en Mecagreen 400 LM 0813 2Document1 pageFP en Mecagreen 400 LM 0813 2tribolasNo ratings yet