Weld Stress Calculations
Weld Stress Calculations
Download as pdf or txt
At a glance
Powered by AI
The document discusses methods for calculating the strength and size of welds and provides relevant standards, variables associated with welds, guidance principles, weld stress calculations, and weld capacities.
The relevant standards mentioned are BS 5950-1, BS EN 10025-1, BS EN 1993-1-8, and BS 5950.
The variables related to welded joints mentioned are the type and size of the joint/weld, the location of the weld, the types of stresses applied, the conditions under which the weld is carried out, the type of welding equipment used, the skill of the welder.
You might also like
- (En) D&D 5E - Elements UnleashedDocument207 pages(En) D&D 5E - Elements Unleashedlucas.cdz12100% (3)
- Welding Strength CalculationsDocument20 pagesWelding Strength CalculationsVikash Yadav100% (1)
- Pinned Base PlatesDocument61 pagesPinned Base PlatesHomero Silva100% (19)
- Deformation of A Ring and A Square FrameDocument5 pagesDeformation of A Ring and A Square FrameMansoob BukhariNo ratings yet
- Root Cause Analysis Example Manufacturing RCA Report FULLDocument10 pagesRoot Cause Analysis Example Manufacturing RCA Report FULLperdhana2000100% (1)
- Festival SamayalDocument144 pagesFestival SamayalRenmil100% (2)
- Welding Standard CalculationDocument9 pagesWelding Standard Calculationprasenjitsayantan100% (1)
- Weld StressDocument9 pagesWeld StressArvindNo ratings yet
- Weld Design CalculationsDocument7 pagesWeld Design CalculationsanwarNo ratings yet
- Fillet Weld (Design) WELDED CONNECTIONSDocument11 pagesFillet Weld (Design) WELDED CONNECTIONS0600697No ratings yet
- Handbook of Structural Stability Part V - Compressive Strength of Flat Stiffened PanelsDocument92 pagesHandbook of Structural Stability Part V - Compressive Strength of Flat Stiffened PanelsLucas Rafael100% (1)
- Windload CalculationDocument89 pagesWindload Calculationjpsingh823632No ratings yet
- Mohr's Circle in 3 DimensionsDocument7 pagesMohr's Circle in 3 DimensionsAlberto EscalanteNo ratings yet
- Calculation of Fillet WeldsDocument7 pagesCalculation of Fillet WeldsMoonzeNo ratings yet
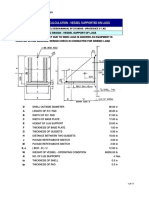
- Sample Design Calculation - Vessel Supported On LugsDocument11 pagesSample Design Calculation - Vessel Supported On Lugsinnovativekarthi100% (1)
- Calculos Viga 6Document9 pagesCalculos Viga 6María Alejandra Velásquez PNo ratings yet
- Connections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)Document5 pagesConnections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)travis8zimmermannNo ratings yet
- Column SpliceDocument6 pagesColumn SplicedudoodooNo ratings yet
- Welded ConnectionsDocument16 pagesWelded ConnectionsAnkit SinghNo ratings yet
- Connections Loaded in Shear and TensionDocument13 pagesConnections Loaded in Shear and TensionHammadiNo ratings yet
- Chapter 3. Bolted Connection 3.1 Introductory ConceptsDocument15 pagesChapter 3. Bolted Connection 3.1 Introductory ConceptsJIBEESH01No ratings yet
- Ansys Analysis-Trolley Beam 3T1Document13 pagesAnsys Analysis-Trolley Beam 3T1Ye Wint Thu100% (1)
- Riveted Lap Joint Design & DimensionsDocument5 pagesRiveted Lap Joint Design & DimensionsumeshNo ratings yet
- Pipe Stiffness CalculationDocument1 pagePipe Stiffness Calculationข้าวเม่า ทอดNo ratings yet
- HIR509 Book 2012 MasterDocument373 pagesHIR509 Book 2012 MasterSteve DarcyNo ratings yet
- Stress TransformationDocument5 pagesStress TransformationCh TalhaNo ratings yet
- Moment of Inertia Basics UnderstandingDocument20 pagesMoment of Inertia Basics UnderstandingRajesh N Priya GopinathanNo ratings yet
- Stiffened Plates PDFDocument16 pagesStiffened Plates PDFfarhadmrt6923No ratings yet
- Matlab Code For Beam LoadingDocument11 pagesMatlab Code For Beam LoadingPinakin Gore67% (3)
- Lecture 4 Compression MembersDocument25 pagesLecture 4 Compression MembersLhee Ann GarboNo ratings yet
- Chapter 05 Bolted ConnectionsDocument9 pagesChapter 05 Bolted ConnectionsJaper WeakNo ratings yet
- Numerical Examples PDFDocument20 pagesNumerical Examples PDFHamid MasoodNo ratings yet
- Beam Design CalculationDocument33 pagesBeam Design CalculationsmijusNo ratings yet
- Riveted JointDocument70 pagesRiveted JointAbhishek Saliya100% (1)
- Calculation Software of WeldingDocument1 pageCalculation Software of WeldinghaharameshNo ratings yet
- .Design, Analysis and Development of Pressure Vessel Lug SupportDocument8 pages.Design, Analysis and Development of Pressure Vessel Lug SupportArjav DesaiNo ratings yet
- R0.base Plate - (Top) )Document4 pagesR0.base Plate - (Top) )Srishti Project Consultants0% (1)
- Lab #3 - Flow Over WeirsDocument12 pagesLab #3 - Flow Over WeirsDeborah SongNo ratings yet
- Analysis and Design of BeamsDocument12 pagesAnalysis and Design of BeamsHasanain AlmusawiNo ratings yet
- 3.04 - Basic of Weld DesignDocument74 pages3.04 - Basic of Weld DesignGunGun554No ratings yet
- 15CV 32 Module 2Document17 pages15CV 32 Module 2Karthik A KulalNo ratings yet
- Circular Section: C C AreaDocument7 pagesCircular Section: C C Areafoush bashaNo ratings yet
- Moment of InertiaDocument5 pagesMoment of InertiaHamed HamedNo ratings yet
- 564 D 2160 Welding CalculationsDocument58 pages564 D 2160 Welding CalculationsSyedZainAliNo ratings yet
- Design Calculation - PinDocument4 pagesDesign Calculation - Pinmimi_chan_17No ratings yet
- Steel Beam Flexural CapacityDocument6 pagesSteel Beam Flexural CapacitykstayroskNo ratings yet
- Volume 2, Welding Fabrication ProcedureDocument7 pagesVolume 2, Welding Fabrication ProcedurealouisNo ratings yet
- Guidelines For Dowel Alignment in Concrete Pavements: Appendix A Review of Literature and Other Relevant InformationDocument41 pagesGuidelines For Dowel Alignment in Concrete Pavements: Appendix A Review of Literature and Other Relevant InformationEunice Joy Tabucanon Villegas100% (1)
- Wind Load Calculation Design Report ASCE 7-16 Freestanding WallDocument5 pagesWind Load Calculation Design Report ASCE 7-16 Freestanding WallArchieNo ratings yet
- Design of Rope DrumsDocument8 pagesDesign of Rope DrumsBhaskar AnupamNo ratings yet
- Plate GirderDocument74 pagesPlate Girderarif_rubin100% (1)
- Advance Welding TechnologyDocument52 pagesAdvance Welding Technologypankaj3753No ratings yet
- Interaction-Diagram-Tied-Reinforced-Concrete-Column-with-High-Strength-Reinforcing-Bars - ACI318-19 PDFDocument32 pagesInteraction-Diagram-Tied-Reinforced-Concrete-Column-with-High-Strength-Reinforcing-Bars - ACI318-19 PDFDonny. B TampubolonNo ratings yet
- EccentricallyLoaded BoltedConnectionDocument15 pagesEccentricallyLoaded BoltedConnectionMikeNo ratings yet
- 6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Document6 pages6lobe / TORX Screws: Rc-Schrauben - de High Tensile Steel Grade 10.9 ! From M3x4 To M6x45Bishwajyoti DuttaMajumdarNo ratings yet
- Effect of Bolt Tightening Methods and Sequence On The Performance of Gasketed Bolted Flange Joint AssemblyDocument10 pagesEffect of Bolt Tightening Methods and Sequence On The Performance of Gasketed Bolted Flange Joint AssemblyHeviiNo ratings yet
- Bolt Load Design CalculationDocument2 pagesBolt Load Design CalculationDamanpreet SinghNo ratings yet
- Weld StrengthDocument9 pagesWeld StrengthRUDHRA DHANASEKAR50% (2)
- Weld Stress CalculationsDocument11 pagesWeld Stress CalculationsjlolhnpNo ratings yet
- Weld Stress CalculationsDocument10 pagesWeld Stress CalculationsKevin BaxterNo ratings yet
- T Fillet WeldsDocument26 pagesT Fillet WeldssereNo ratings yet
- Weld Strength CalculationsDocument10 pagesWeld Strength CalculationsVenkatasubramanian IyerNo ratings yet
- Welding Strength Calc (As Per B5950)Document13 pagesWelding Strength Calc (As Per B5950)niteshk_45100% (1)
- Weld Stress Calculations - Roy MechDocument8 pagesWeld Stress Calculations - Roy MechMithil DarpeNo ratings yet
- Calculating The Surface Area of A Load - Cranes & LiftingDocument5 pagesCalculating The Surface Area of A Load - Cranes & Liftingperdhana2000No ratings yet
- How To Select and Size Gearmotors For Conveyor Applications - Bodine - Gearmotor BlogDocument3 pagesHow To Select and Size Gearmotors For Conveyor Applications - Bodine - Gearmotor Blogperdhana2000No ratings yet
- JDN-Low Head Room TrolleyDocument2 pagesJDN-Low Head Room Trolleyperdhana2000No ratings yet
- PDF Bs en 13155 2020 - CompressDocument116 pagesPDF Bs en 13155 2020 - Compressperdhana2000No ratings yet
- Klinger KGS/VD: The First Infinitely Adjustable GasketDocument4 pagesKlinger KGS/VD: The First Infinitely Adjustable Gasketperdhana2000No ratings yet
- Structural Support - WikipediaDocument4 pagesStructural Support - Wikipediaperdhana2000No ratings yet
- JDN-Air Winches ProfiDocument12 pagesJDN-Air Winches Profiperdhana2000No ratings yet
- JDN-Air Hoist MiniDocument2 pagesJDN-Air Hoist Miniperdhana2000No ratings yet
- Dunlop Conveyor Belt Design Manual - P1Document14 pagesDunlop Conveyor Belt Design Manual - P1perdhana2000100% (1)
- Supports and ConnectionsDocument7 pagesSupports and Connectionsperdhana2000No ratings yet
- Dunlop Conveyor Belt Design Manual - P2Document15 pagesDunlop Conveyor Belt Design Manual - P2perdhana2000No ratings yet
- Recommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11Document6 pagesRecommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11perdhana2000No ratings yet
- Minimum Fillet Weld Size Per AWS D1.1 TableDocument2 pagesMinimum Fillet Weld Size Per AWS D1.1 Tableperdhana2000No ratings yet
- Chapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)Document3 pagesChapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)perdhana2000No ratings yet
- Chapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)Document3 pagesChapter 4 - Bolted Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)perdhana2000No ratings yet
- Rule of Thumb For Fillet Weld SizeDocument4 pagesRule of Thumb For Fillet Weld Sizeperdhana2000No ratings yet
- Fastener Size Tables - MechaniCalcDocument14 pagesFastener Size Tables - MechaniCalcperdhana2000No ratings yet
- Calculation of Web Weld SizeDocument4 pagesCalculation of Web Weld Sizeperdhana2000No ratings yet
- Time Management TipsDocument28 pagesTime Management Tipsperdhana2000No ratings yet
- Bushman C HookDocument2 pagesBushman C Hookperdhana2000100% (1)
- Autocad Mechanical Essentials Training SYLLABUSDocument2 pagesAutocad Mechanical Essentials Training SYLLABUSperdhana2000100% (1)
- Project Proposal - IctDocument3 pagesProject Proposal - IctMichael Offei AmpomahNo ratings yet
- PDF The Red Bandits of Montgomery CompletoDocument3 pagesPDF The Red Bandits of Montgomery CompletoAlysson SenaNo ratings yet
- Wakfu Races For D&D 5eDocument50 pagesWakfu Races For D&D 5eAle SuitFireNo ratings yet
- CAA v. CADocument6 pagesCAA v. CAeunice demaclidNo ratings yet
- Mole Concept and StoichiometryDocument7 pagesMole Concept and StoichiometryRasheethNo ratings yet
- Period of ActivismDocument2 pagesPeriod of ActivismCharlene HernandezNo ratings yet
- Class - 11-Practical CationsDocument11 pagesClass - 11-Practical CationsPratham GuptaNo ratings yet
- Vibratory MotionDocument43 pagesVibratory MotionNaveed KhanNo ratings yet
- Lyapunov Functions & Coordination and Culture: Revisar Lección RelacionadaDocument9 pagesLyapunov Functions & Coordination and Culture: Revisar Lección RelacionadaJuan ToralNo ratings yet
- Cid Officer Career DetailsDocument6 pagesCid Officer Career DetailsHimasri DhankaniNo ratings yet
- SAID. IOM MODULE 3 (Submit)Document14 pagesSAID. IOM MODULE 3 (Submit)Shrshmr SaidNo ratings yet
- A Correlation of Shear Wave VelocityDocument9 pagesA Correlation of Shear Wave Velocityarif24ceNo ratings yet
- The Attribute and The AppositionDocument6 pagesThe Attribute and The AppositiongabriellagrozdanovaNo ratings yet
- 9 CB 1711 Dce 3 Fe 38 e 6559Document3 pages9 CB 1711 Dce 3 Fe 38 e 6559api-621763585No ratings yet
- Continuum of Care. Simplified Workflow.: Introducing Trilogy EV300Document3 pagesContinuum of Care. Simplified Workflow.: Introducing Trilogy EV300Shubhobrata BhattacherjeeNo ratings yet
- People of The Philippines Vs Yu HaiDocument2 pagesPeople of The Philippines Vs Yu HaiClifford ParishNo ratings yet
- Test BDocument11 pagesTest BMaria HillNo ratings yet
- Fern Michaels - Sea GypsyDocument117 pagesFern Michaels - Sea GypsyDiana BalauNo ratings yet
- GRADE - 9 - Direct N IndirectDocument3 pagesGRADE - 9 - Direct N IndirectSyed Jibran NadirNo ratings yet
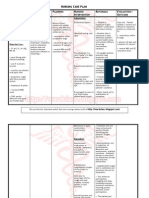
- SAMPLE NCP For PneumoniaDocument3 pagesSAMPLE NCP For Pneumoniakana_mercado100% (6)
- Probability Theory Sigma Field and MeasuresDocument11 pagesProbability Theory Sigma Field and MeasuresgalaxystarNo ratings yet
- ONG TEIK THAI v. PP (2016) 7 CLJ 1Document18 pagesONG TEIK THAI v. PP (2016) 7 CLJ 1Zaleha Mohd Yusuf Pan0% (1)
- PowerPoint - Student - Types of GardensDocument21 pagesPowerPoint - Student - Types of Gardenstrave rafolsNo ratings yet
- Ameen and The Ghool - Book 15 in The Baba Indaba Children's Stories - Free StoryDocument27 pagesAmeen and The Ghool - Book 15 in The Baba Indaba Children's Stories - Free StoryAbela PublishingNo ratings yet
- BPS ToolDocument125 pagesBPS ToolAnjali9087No ratings yet
- TensesDocument1 pageTensesiulia567No ratings yet
- AMS Documentation - Single-Account Landing Zone Onboarding GuideDocument144 pagesAMS Documentation - Single-Account Landing Zone Onboarding GuideAnkush AdlakhaNo ratings yet
- Yoga Olympiad Scheme 2019Document14 pagesYoga Olympiad Scheme 2019Rueban manoharNo ratings yet