Seal Types & Gland Design: Major Classifications
Seal Types & Gland Design: Major Classifications
Download as pdf or txt
At a glance
Powered by AI
The document discusses different types of seals including static, dynamic, axial, radial and crush seals. It also provides details on recommended dimensions and tolerances for different seal types.
The document discusses static axial seals, static radial seals, and static crush seals. Static axial seals act like gaskets and are used in face seal applications. Static radial seals are squeezed between inner and outer surfaces and used in cap and plug applications. Static crush seals completely confine the O-ring within a triangular gland.
For static glands, the document recommends a surface finish of 32 micro-inches RMS or less. For dynamic glands, it recommends 10-20 micro-inches for reciprocating seals and 16 RMS for rotary shafts with 32 RMS in the gland. Polished finishes should be avoided.
You might also like
- 12 - Integer Operation WorksheetDocument2 pages12 - Integer Operation WorksheetYvette Lapera100% (3)
- EagleBurgmann - Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFDocument58 pagesEagleBurgmann - Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFAnh Vo100% (1)
- SKF Taconite Seals - 15116 - 1 EN PDFDocument6 pagesSKF Taconite Seals - 15116 - 1 EN PDFEdgarNo ratings yet
- Performance Task in General Chemistry 2 Solubility of SolidsDocument8 pagesPerformance Task in General Chemistry 2 Solubility of SolidsLee DokyeomNo ratings yet
- How To Select A Research TopicDocument6 pagesHow To Select A Research TopicJJ DO-Prestousa100% (1)
- O-Rings: The Worlds Most Popular and Verstile SealDocument101 pagesO-Rings: The Worlds Most Popular and Verstile Sealaqibazizkhan100% (2)
- O-Ring Failure AnalysisDocument10 pagesO-Ring Failure AnalysisAnonymous XPQKHSNo ratings yet
- Durco Mark 3: ASME (ANSI) Chemical Process PumpsDocument36 pagesDurco Mark 3: ASME (ANSI) Chemical Process PumpsMohd Danial HNo ratings yet
- Safe Seal ScanpumpDocument4 pagesSafe Seal ScanpumpHector MaldonadoNo ratings yet
- Alwasy Step Ahead in TechnologyDocument6 pagesAlwasy Step Ahead in TechnologyDxFx100% (1)
- Service Instructions: Oilgear Type "PVV 540" Open Loop PumpsDocument14 pagesService Instructions: Oilgear Type "PVV 540" Open Loop PumpsAxel LetonaNo ratings yet
- Mono Pump PDFDocument46 pagesMono Pump PDFNasir InceNo ratings yet
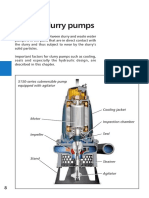
- Slurry Pump The KproDocument11 pagesSlurry Pump The Kpro4lk0n100% (1)
- Fenner Dual Duty Pulley With Taper Lock Bush: A / Spa C / SPC 8V Timing PulleyDocument3 pagesFenner Dual Duty Pulley With Taper Lock Bush: A / Spa C / SPC 8V Timing PulleyPankaj Pandey100% (2)
- Toyo Pumps Specification Sheet & Quotation: DEC Series Heavy Duty Vertical Cantilever PumpDocument4 pagesToyo Pumps Specification Sheet & Quotation: DEC Series Heavy Duty Vertical Cantilever PumpNicolas Celis Perez100% (1)
- SKF Special VE194Document6 pagesSKF Special VE194Imran Khan0% (1)
- Euroflo Centrifugal Product Flyers 2009Document11 pagesEuroflo Centrifugal Product Flyers 2009Zhang Zhaoyang100% (1)
- ITT Gould PumpsDocument2 pagesITT Gould PumpsBilly ZununNo ratings yet
- LinkBelt Cylindrical Roller BearingsDocument36 pagesLinkBelt Cylindrical Roller BearingsΛПGΣᄂᄂӨNo ratings yet
- EMW Tech Book 1.2Document15 pagesEMW Tech Book 1.2samuel humphreys100% (1)
- Mechanical Seal Face MaterialsDocument19 pagesMechanical Seal Face MaterialsKamlesh Kamlesh Etwaro100% (1)
- Jaw Crusher Eng 20141031 PDFDocument12 pagesJaw Crusher Eng 20141031 PDFBkiri AbderrahimNo ratings yet
- Ensival CatalogDocument38 pagesEnsival CatalogabsahkahNo ratings yet
- Slurry PumpDocument1 pageSlurry Pumpkapsarc100% (1)
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- FITSDocument11 pagesFITSArun51092100% (1)
- Rotary SystemDocument18 pagesRotary Systemherikugis100% (1)
- Flange: 규격표 (ANSI Code)Document12 pagesFlange: 규격표 (ANSI Code)aliNo ratings yet
- Iom TSKSDocument12 pagesIom TSKSTakbir2011No ratings yet
- MC PLB High Pressure Stage Casing Pump BrochureDocument8 pagesMC PLB High Pressure Stage Casing Pump BrochureKheir-eddine BenchouchaNo ratings yet
- Thermal Fitting Calculations As Per DIN 7190Document2 pagesThermal Fitting Calculations As Per DIN 7190Sanjay ShelarNo ratings yet
- Inpro Seal PDFDocument2 pagesInpro Seal PDFLuis RojasNo ratings yet
- O Ring GrooveDocument10 pagesO Ring GrooveArjav Desai100% (1)
- Goulds Vertical ReaderDocument20 pagesGoulds Vertical ReaderMargaret DaughertyNo ratings yet
- Oil SealsDocument32 pagesOil Sealsmrmrva100% (1)
- Fluid Power Seal GuideDocument424 pagesFluid Power Seal GuideDillibabu RNo ratings yet
- 6000 en 05 Taper Roller BearingDocument94 pages6000 en 05 Taper Roller BearingM Ferry AnwarNo ratings yet
- Timken Seal Specification GuideDocument204 pagesTimken Seal Specification GuideRupesh DesaiNo ratings yet
- 02 - Manual Do Safe Set - ST-B 90 - TGM - #11519778-11519784Document11 pages02 - Manual Do Safe Set - ST-B 90 - TGM - #11519778-11519784rodrigoq1100% (1)
- Orion Double AdjustmentDocument2 pagesOrion Double AdjustmentEmn100% (1)
- Installation, Operations & Maintenance Manual: Subject: Assembly and Disassembly With Thrust BearingDocument1 pageInstallation, Operations & Maintenance Manual: Subject: Assembly and Disassembly With Thrust Bearingdave fowlerNo ratings yet
- Mechanical Seals and Packing PDFDocument2 pagesMechanical Seals and Packing PDFMechanical Seal and PackingNo ratings yet
- Flender StandardCouplings FLE10 ENDocument376 pagesFlender StandardCouplings FLE10 ENRichard SilvaNo ratings yet
- Gland PackingDocument141 pagesGland PackingAndreas SimatupangNo ratings yet
- Model FC BookletDocument52 pagesModel FC BookletJuan PabloNo ratings yet
- O-Ring Metric & Inch Groove Dimensions: Dynamic and Static Face TypeDocument3 pagesO-Ring Metric & Inch Groove Dimensions: Dynamic and Static Face TypeSomen DasNo ratings yet
- Windows-1256 Mechanical Seals For ABS Pumps en PDFDocument4 pagesWindows-1256 Mechanical Seals For ABS Pumps en PDFaminjolesNo ratings yet
- Dorrco BrochureDocument8 pagesDorrco BrochureJonathan Cornejo SuañaNo ratings yet
- Orkot BearingsDocument20 pagesOrkot BearingsTrelleborgSealsNo ratings yet
- Section4 Seal Types and Gland Design PDFDocument6 pagesSection4 Seal Types and Gland Design PDFSaeedAkbarzadehNo ratings yet
- Oring With Back Up For High PressureDocument33 pagesOring With Back Up For High PressureGaurav MahajanNo ratings yet
- Api Plan 11Document6 pagesApi Plan 11johnsaballaNo ratings yet
- Piston Instrc4032Document2 pagesPiston Instrc4032RickracerNo ratings yet
- Mechanical Seal Installation InstructionDocument4 pagesMechanical Seal Installation InstructionSandi AslanNo ratings yet
- O Ring Catalogue 2022Document179 pagesO Ring Catalogue 2022Muhammad Kamran AsgharNo ratings yet
- Gas SealsDocument38 pagesGas Sealskbogeshwaran100% (1)
- V Ring SealDocument4 pagesV Ring SealearharteNo ratings yet
- Assembly TECHLOK 3 Fold English v3 2013Document2 pagesAssembly TECHLOK 3 Fold English v3 2013Chup AlaNo ratings yet
- Seals: V-Ring PackingsDocument6 pagesSeals: V-Ring PackingsRtfjrjgr Xefwwxebge XsjlkzxzlsjxsjNo ratings yet
- 11 Pti CatalogDocument165 pages11 Pti CatalogJorge A VilalNo ratings yet
- Section3 o Ring BasicsDocument4 pagesSection3 o Ring Basicssteve@air-innovations.co.zaNo ratings yet
- Elastomeric Ring Seals: Static and DynamicDocument13 pagesElastomeric Ring Seals: Static and DynamicArnaldo BenitezNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Other Conditions SolarisDocument93 pagesOther Conditions Solarisbacchierima65No ratings yet
- Pex 06 02Document4 pagesPex 06 02Jihan FadillaNo ratings yet
- M3 - U1 Guidelines Intrapersonal Skill DevelopmentDocument11 pagesM3 - U1 Guidelines Intrapersonal Skill DevelopmentRandell ManjarresNo ratings yet
- Machine Harness Connector and Component Locations: 777D Off-Highway Truck Electrical SystemDocument2 pagesMachine Harness Connector and Component Locations: 777D Off-Highway Truck Electrical SystemMuhammad FarizNo ratings yet
- Groups Count Sum Average VarianceDocument9 pagesGroups Count Sum Average VarianceannisaNo ratings yet
- How Museums in The Digital Age Become MoDocument4 pagesHow Museums in The Digital Age Become MoAggelos GavriilNo ratings yet
- AbstractDocument15 pagesAbstractAzzian AriffinNo ratings yet
- 3 - Rate Law & StoichiometryDocument5 pages3 - Rate Law & StoichiometryRemi ESBERNo ratings yet
- BorgwardDocument1 pageBorgwardRetíficaitatibaNo ratings yet
- Punjab Spatial Planning StrategyDocument12 pagesPunjab Spatial Planning Strategybaloch47No ratings yet
- PP T ProposalDocument27 pagesPP T ProposalmgoldiieeeeNo ratings yet
- Introduction To Dream WeaverDocument28 pagesIntroduction To Dream WeaverimvardaNo ratings yet
- SD371-5 Battery Management System (BMS) (5) : Previous Next Zoom in Zoom Out Original CloseDocument1 pageSD371-5 Battery Management System (BMS) (5) : Previous Next Zoom in Zoom Out Original CloseBảo CarNo ratings yet
- TM4112 - 13 Interpreting Dynamic ModelDocument39 pagesTM4112 - 13 Interpreting Dynamic ModelRay YudaNo ratings yet
- Neomodality: Integral System of Modal Scales: ID Music InstituteDocument12 pagesNeomodality: Integral System of Modal Scales: ID Music InstituteRhulNo ratings yet
- An Introduction To Management Science, 15e: Quantitative Approaches To Decision MakingDocument44 pagesAn Introduction To Management Science, 15e: Quantitative Approaches To Decision MakingJudeNo ratings yet
- AutomobileTech Level-2-XDocument126 pagesAutomobileTech Level-2-XMancraft SolutionsNo ratings yet
- Earthquake Resistance Stucture and DetailsDocument6 pagesEarthquake Resistance Stucture and DetailsShubham Patil100% (1)
- LDR ReportDocument20 pagesLDR Reportvasanthimraju82No ratings yet
- Curs Numai Pentru Incepatori Audio AmpDocument189 pagesCurs Numai Pentru Incepatori Audio Ampionioni2000No ratings yet
- Psychometric Properties of The Zuckerman-Kuhlman Personality Questionnaire (ZKPQ-III-R) : A Study of A Shortened FormDocument15 pagesPsychometric Properties of The Zuckerman-Kuhlman Personality Questionnaire (ZKPQ-III-R) : A Study of A Shortened FormM. MikeNo ratings yet
- Found Words: Direction: Write Below All The Words You SeeDocument2 pagesFound Words: Direction: Write Below All The Words You SeeHailla GuiralNo ratings yet
- Service Parts List Elise A111T0325D 96-00 MYDocument361 pagesService Parts List Elise A111T0325D 96-00 MYPY RosayNo ratings yet
- Validity and Reliability in EducationDocument5 pagesValidity and Reliability in EducationJeraldine RepolloNo ratings yet
- S600 Im en 2022-7 PDFDocument40 pagesS600 Im en 2022-7 PDFVikas PatidarNo ratings yet
- Healing The SpiritDocument14 pagesHealing The SpiritGhita SorinNo ratings yet
- Introduction - Evolutionary AlgorithmsDocument37 pagesIntroduction - Evolutionary AlgorithmsMayank furniturewalaNo ratings yet