Introduction Pipe Bending
Introduction Pipe Bending
Download as pdf or txt
You might also like
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocument45 pagesPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoNo ratings yet
- Technip-Process-Manual For P&IDDocument62 pagesTechnip-Process-Manual For P&IDNguyen Anh Tung80% (5)
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- Tube Bending GuideDocument21 pagesTube Bending GuideNaeemSiddiqui100% (1)
- Ralph Patterson Tailstock Camlock 1Document9 pagesRalph Patterson Tailstock Camlock 1Velut DedeaNo ratings yet
- Fabrication of Pipes PDFDocument2 pagesFabrication of Pipes PDFLakeisha0% (2)
- Water Pump ReportDocument15 pagesWater Pump ReportMohammed Bashier100% (1)
- 015 DH 1003 Rectangular TanksDocument12 pages015 DH 1003 Rectangular TanksAndrew PopeNo ratings yet
- 5-3 CEng Technical Report ExampleDocument18 pages5-3 CEng Technical Report ExampleBertrandMezatioNo ratings yet
- P&ID Preparation ProcedureDocument38 pagesP&ID Preparation ProcedureNguyen Anh Tung100% (3)
- Asme B16.44 2012Document24 pagesAsme B16.44 2012Nguyen Anh TungNo ratings yet
- NDT Method SummaryDocument3 pagesNDT Method SummaryNguyen Anh Tung100% (1)
- NDT Method SummaryDocument3 pagesNDT Method SummaryNguyen Anh Tung100% (1)
- Process Drain & Vent PhilosophyDocument92 pagesProcess Drain & Vent PhilosophyNguyen Anh Tung100% (1)
- A Typical Material Selection ReportDocument92 pagesA Typical Material Selection ReportNguyen Anh Tung70% (10)
- Business Plan Example 1Document8 pagesBusiness Plan Example 1MrFunkyMushroomNo ratings yet
- Simple Web-Hacking TechniquesDocument3 pagesSimple Web-Hacking Techniquesadrianshephard100% (1)
- MGLPDocument45 pagesMGLPMingyurie kimNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Vertical Compress DrawingDocument1 pageVertical Compress DrawingFaull JackmanNo ratings yet
- Welding Parameter Sheet - PQR - TemplateDocument1 pageWelding Parameter Sheet - PQR - TemplatevalararumugamsNo ratings yet
- Volume 2, Welding Fabrication ProcedureDocument7 pagesVolume 2, Welding Fabrication ProcedurealouisNo ratings yet
- 25 Omni X Tube Bending GuideDocument15 pages25 Omni X Tube Bending GuideMartin SilisqueNo ratings yet
- Piping Terms Glossary PDFDocument24 pagesPiping Terms Glossary PDFmikimecNo ratings yet
- Computer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction HeatingDocument5 pagesComputer Simulation of Pipe-Bending Processes With Small Bending Radius Using Local Induction Heatingsatheeshsep24No ratings yet
- Steel Clasification and WeldabilityDocument32 pagesSteel Clasification and Weldabilitycentaury2013No ratings yet
- U Tube BendDocument1 pageU Tube BendMangesh BanaleNo ratings yet
- Induction BendsDocument16 pagesInduction BendsDesmond Chang100% (1)
- Pipe JigsDocument26 pagesPipe Jigsarvind565No ratings yet
- Sample2 DrawingDocument1 pageSample2 DrawingSourav HaitNo ratings yet
- Finite Element Analysis - Pressure Vessel and PipeDocument2 pagesFinite Element Analysis - Pressure Vessel and PipevamcodongNo ratings yet
- 01 EJS Metal Technical CatalogDocument85 pages01 EJS Metal Technical CatalogGicuNo ratings yet
- 4.2 Design of Welded Joints v3Document50 pages4.2 Design of Welded Joints v3adrianhhhh1984No ratings yet
- Pythagraus TheoremDocument73 pagesPythagraus Theorembvenky991No ratings yet
- Sheet Metal-Bending Lab PresentationDocument30 pagesSheet Metal-Bending Lab PresentationHakan BilginNo ratings yet
- Hot TappingDocument2 pagesHot TappingRochdi SahliNo ratings yet
- Handbook of PVC Pipe Chap6 PDFDocument44 pagesHandbook of PVC Pipe Chap6 PDFWolfnkom NkomNo ratings yet
- Bender Calculation PDFDocument24 pagesBender Calculation PDFgio_flores_4No ratings yet
- Pipeline Elastic Bending Radius CalculationDocument2 pagesPipeline Elastic Bending Radius CalculationvictorjosenNo ratings yet
- Pressure Vessel Series Pressure Vessel Series: ASME VIII Division 1 & 2 ASME VIII Division 1 & 2Document6 pagesPressure Vessel Series Pressure Vessel Series: ASME VIII Division 1 & 2 ASME VIII Division 1 & 2process processNo ratings yet
- Sheet MetalDocument186 pagesSheet Metalwalid_mohammady1616100% (1)
- Titanium&Titanium AlloysDocument4 pagesTitanium&Titanium Alloysnike_y2kNo ratings yet
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDocument1 pageFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNNo ratings yet
- Pipe Spec ComparisonDocument2 pagesPipe Spec ComparisonKazi Anwarul Azim SohelNo ratings yet
- Technical Notes (General Specification) FOR Air Cooled Heat ExchangersDocument55 pagesTechnical Notes (General Specification) FOR Air Cooled Heat Exchangerscprcdocumentation01No ratings yet
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- Tabel PipaDocument5 pagesTabel PipaUdin DzonoNo ratings yet
- Comeval Cast Steel Gate Valve ANSI 150 PDFDocument5 pagesComeval Cast Steel Gate Valve ANSI 150 PDFblizanacNo ratings yet
- A Critical Review On Metal Expansion BellowsDocument6 pagesA Critical Review On Metal Expansion Bellowsmatteo_1234No ratings yet
- Welding ChartDocument2 pagesWelding Chartjmcorsame777100% (2)
- Curriculam Vitae: - Since Aug 2011 To Till DateDocument6 pagesCurriculam Vitae: - Since Aug 2011 To Till DatechetanmaleNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- Piping Handbook HFDocument177 pagesPiping Handbook HFgohjh8075% (4)
- Roller Metal Bender Version: 2019-01 Tilen ThalerDocument26 pagesRoller Metal Bender Version: 2019-01 Tilen ThalerLuis BaracchiNo ratings yet
- BNS Seamless Pipe SpecificationDocument36 pagesBNS Seamless Pipe SpecificationAmmar JassimNo ratings yet
- The Rotary Draw Tube Bending GuideDocument13 pagesThe Rotary Draw Tube Bending GuideFernandoNass100% (3)
- Pressure Vessel Costly MistakeDocument11 pagesPressure Vessel Costly MistakearjayNo ratings yet
- Coiled TubingDocument49 pagesCoiled TubingAlisa Petrovici100% (3)
- Deep Drawing - ProjectDocument112 pagesDeep Drawing - ProjectideepujNo ratings yet
- Prototype Design and Manufacturing Manual Mech 350Document64 pagesPrototype Design and Manufacturing Manual Mech 350Siham Marssilin100% (1)
- CEMS A 10 Part I APPXDocument80 pagesCEMS A 10 Part I APPXaldairlopesNo ratings yet
- Pipewall Thickness CalculationDocument30 pagesPipewall Thickness CalculationTiu Ton100% (1)
- Pressure Vessels: Avoid Costly Design MistakesDocument8 pagesPressure Vessels: Avoid Costly Design Mistakesmarcel linaNo ratings yet
- Power Sector Western Region: Technology DayDocument114 pagesPower Sector Western Region: Technology Dayabhayiimc100% (1)
- TN 61Document20 pagesTN 61leedg7120No ratings yet
- Briney Tooling Systems 2012Document81 pagesBriney Tooling Systems 2012brineytoolingNo ratings yet
- Pressure Vessel NoteDocument20 pagesPressure Vessel Notemhd abdou90% (10)
- Published by The Center For Metals Fabrication 1,: Vol. NoDocument2 pagesPublished by The Center For Metals Fabrication 1,: Vol. Norlc_bal2723No ratings yet
- PML Course IranpipingDocument150 pagesPML Course IranpipingNguyen Anh Tung100% (1)
- Process Design QuestionaryDocument30 pagesProcess Design QuestionaryNguyen Anh Tung0% (1)
- Training Program On Basic Process Engineering PracticesDocument14 pagesTraining Program On Basic Process Engineering PracticesNguyen Anh TungNo ratings yet
- Manual of Process Economic EvaluationDocument480 pagesManual of Process Economic EvaluationNguyen Anh Tung100% (2)
- Basic Process Design Requirements and CriteriaDocument23 pagesBasic Process Design Requirements and CriteriaNguyen Anh Tung100% (1)
- Process Engineering Design GuideDocument296 pagesProcess Engineering Design GuideNguyen Anh TungNo ratings yet
- Piping Construction StandardDocument42 pagesPiping Construction StandardNguyen Anh Tung100% (3)
- Allowable Stress ForUnlisted MaterialsDocument3 pagesAllowable Stress ForUnlisted MaterialsNguyen Anh TungNo ratings yet
- Classification of Hazardous AreasDocument26 pagesClassification of Hazardous AreasNaveen ReddyNo ratings yet
- Materials and CorrosionDocument34 pagesMaterials and CorrosionNguyen Anh TungNo ratings yet
- A790a790m 17Document10 pagesA790a790m 17Nguyen Anh TungNo ratings yet
- Flange Data ComparisonDocument21 pagesFlange Data ComparisonRiki FernandesNo ratings yet
- ASME B31.1 Vs B31.3 Vs B31.8Document9 pagesASME B31.1 Vs B31.3 Vs B31.8Nguyen Anh Tung67% (3)
- 10 Items To Include in Supplier Audit Checklists TemplateDocument3 pages10 Items To Include in Supplier Audit Checklists TemplateNguyen Anh TungNo ratings yet
- Over Pressure Protection For Pressure Vessel & Pressure PipingDocument41 pagesOver Pressure Protection For Pressure Vessel & Pressure PipingNguyen Anh TungNo ratings yet
- Determining Piggability of Pipelines For Inline ToolDocument7 pagesDetermining Piggability of Pipelines For Inline ToolNguyen Anh TungNo ratings yet
- Preservation of Coated Pipes For Long Term Storage in Tropical Environment PDFDocument8 pagesPreservation of Coated Pipes For Long Term Storage in Tropical Environment PDFNguyen Anh Tung100% (1)
- Asme B16.28Document20 pagesAsme B16.28Nguyen Anh Tung100% (1)
- PFI ES-7 Min Spacing For WeldingDocument6 pagesPFI ES-7 Min Spacing For WeldingNguyen Anh TungNo ratings yet
- Piping Typical Installation DrawingsDocument51 pagesPiping Typical Installation DrawingsNguyen Anh Tung100% (3)
- Negotiation Skills: Prepared by Do Ngoc ThanhDocument24 pagesNegotiation Skills: Prepared by Do Ngoc ThanhNguyen Anh Tung100% (1)
- BD00MS0351 - 0 Specification For Non-API Centrifugal PumpsDocument31 pagesBD00MS0351 - 0 Specification For Non-API Centrifugal PumpsNguyen Anh TungNo ratings yet
- Basic Control Valve and Sizing and SelectionDocument38 pagesBasic Control Valve and Sizing and SelectionNguyen Anh Tung67% (3)
- Ancient Glass and IndiaDocument6 pagesAncient Glass and IndiaSuneel KotteNo ratings yet
- Legal Method PYQDocument35 pagesLegal Method PYQchong huisinNo ratings yet
- Ce-222 Soil Mechanics - I-Dr Kamran Akhtar (Revision 013)Document4 pagesCe-222 Soil Mechanics - I-Dr Kamran Akhtar (Revision 013)Nust RaziNo ratings yet
- Inertial Measurement Unit LN-200Document2 pagesInertial Measurement Unit LN-200john432questNo ratings yet
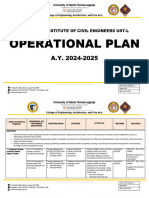
- PICE-OPLAN-24-25 (Edited)Document10 pagesPICE-OPLAN-24-25 (Edited)JANETH IRISH CAMATANo ratings yet
- Nike WMNS Air Jordan 1 High OG Denim Newused f…Document1 pageNike WMNS Air Jordan 1 High OG Denim Newused f…aneesatmcleanNo ratings yet
- A.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006Document761 pagesA.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006yolis RJNo ratings yet
- Load-Bearing Tilt-Up Concrete Wall PanelsDocument149 pagesLoad-Bearing Tilt-Up Concrete Wall PanelsxufafruitjuiceNo ratings yet
- Detailed Syllabus For MCA EntranceDocument3 pagesDetailed Syllabus For MCA EntranceSoumen GhoshNo ratings yet
- African Arifa DjinnDocument7 pagesAfrican Arifa Djinnkalisaliah50% (2)
- Anecdotal Record Assestment FormDocument1 pageAnecdotal Record Assestment FormShen-shen Tongson Madreo-Mas MilladoNo ratings yet
- Polyhydramnios and OligohyramniosDocument35 pagesPolyhydramnios and Oligohyramniosaymanway50% (2)
- NATA - User Checks & Maintenance of Lab BalancesDocument8 pagesNATA - User Checks & Maintenance of Lab BalancesEstiNo ratings yet
- IAS Interview QuestionssDocument5 pagesIAS Interview QuestionssVenkat RamananNo ratings yet
- 401 Crucible Furnaces PDFDocument31 pages401 Crucible Furnaces PDFOscar AtienzaNo ratings yet
- The Performance Paradox in The Public SectorDocument15 pagesThe Performance Paradox in The Public Sectorrestu anindityaNo ratings yet
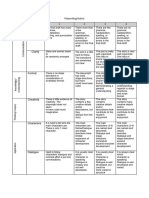
- Playwriting RubricDocument1 pagePlaywriting RubricMiming SarpamonesNo ratings yet
- PDF J N Darby and The Roots of Dispensationalism 1st Edition Crawford Gribben DownloadDocument56 pagesPDF J N Darby and The Roots of Dispensationalism 1st Edition Crawford Gribben Downloadsalihharblit100% (4)
- MBR TechnologyDocument114 pagesMBR Technologysebascian100% (2)
- OKTA-FOR-GOOD-PURSUING-INNOVATION-AND-IMPACT-IN-CORPORATE-SOCIAL-RESPONSIBILITY FinalDocument3 pagesOKTA-FOR-GOOD-PURSUING-INNOVATION-AND-IMPACT-IN-CORPORATE-SOCIAL-RESPONSIBILITY FinalMarjolyn Ahit-Gerozaga JulioNo ratings yet
- MATHENIKDocument9 pagesMATHENIKAna Victoria GonzalesNo ratings yet
- What Is ReadingDocument4 pagesWhat Is ReadingilayahkbNo ratings yet
- L2 (Without Solution)Document33 pagesL2 (Without Solution)Siempre PositivosNo ratings yet
- Alternative Second-Line Drugs For TuberculosisDocument42 pagesAlternative Second-Line Drugs For TuberculosisAlvin LaurenceNo ratings yet
- Aluminum WindowsDocument14 pagesAluminum Windowshayat49000No ratings yet
- AIRCONDITIONINGDocument13 pagesAIRCONDITIONINGrini0026No ratings yet
- Wall Ties and Restraint FixingsDocument9 pagesWall Ties and Restraint FixingsaahtagoNo ratings yet