Synthetic Detergent and Linear Alkyl Benzene
Synthetic Detergent and Linear Alkyl Benzene
Download as pdf or txt
At a glance
Powered by AI
The key takeaways are that synthetic detergents became popular due to lower raw material prices, price stability, and biodegradability. Linear alkyl benzene (LAB) is now widely used as it is biodegradable.
The main raw materials used are benzene from petroleum refineries, paraffin fractions extracted from kerosene, caustic soda, and alkyl benzene sulfonates.
LAB is manufactured by extracting paraffin fractions from kerosene, hydro treating to remove catalyst poisons, molecular sieve separation, catalytic dehydrogenation to produce olefins, and fixed bed alkylation of benzene and olefins using an acid catalyst to produce LAB.
You might also like
- SY16 Operation ManualDocument149 pagesSY16 Operation ManualAndres Sorin50% (2)
- Proposed Design of A 100 Ton Detergent Powder PlantDocument18 pagesProposed Design of A 100 Ton Detergent Powder PlantKrishna BelelaNo ratings yet
- Deutz TCD 2012 2013 l04!06!2v Operation ManualDocument10 pagesDeutz TCD 2012 2013 l04!06!2v Operation Manualgeorge100% (62)
- Laundry Detergents Formulation With ExplanationsDocument13 pagesLaundry Detergents Formulation With Explanationsramu_uppada90% (10)
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Prefeasibility Report: MSPL), Incepted in 1981, Have Established As A Reputed ManufacturerDocument50 pagesPrefeasibility Report: MSPL), Incepted in 1981, Have Established As A Reputed ManufacturerMohsin Javed100% (1)
- Process Design and Economics Assignment Process Alternative To Reduce Environmental ImpactDocument4 pagesProcess Design and Economics Assignment Process Alternative To Reduce Environmental Impactshailaja chowdhury100% (1)
- Production of LABSADocument39 pagesProduction of LABSAAbdullah Sabry Azzam100% (6)
- Production of LABSADocument39 pagesProduction of LABSANaveen Kamat86% (7)
- Cpe520 - Mini Project Report - Eh2204g PDFDocument40 pagesCpe520 - Mini Project Report - Eh2204g PDFAwiBurhanuddinNo ratings yet
- Acid Slurry CheckDocument19 pagesAcid Slurry CheckAbhimanyu Mam0% (1)
- Lumping and Modeling FCC ReactionsDocument23 pagesLumping and Modeling FCC ReactionsAlexanderNo ratings yet
- Soaps and DetergentsDocument24 pagesSoaps and Detergentsઅવિનાશ મીણાNo ratings yet
- Niir Complete Technology Book On Detergents 2nd Revised EditionDocument11 pagesNiir Complete Technology Book On Detergents 2nd Revised EditionMukesh BeldarNo ratings yet
- Detergent Industry Report - Onel IsraelDocument13 pagesDetergent Industry Report - Onel IsraelOnel Israel BadroNo ratings yet
- Soap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantFrom EverandSoap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantRating: 5 out of 5 stars5/5 (2)
- LAB ProductionDocument37 pagesLAB ProductionAbdullah AzzamNo ratings yet
- Pre Feasibility Report For Production of Acid Slurry (Labsa 100%) atDocument24 pagesPre Feasibility Report For Production of Acid Slurry (Labsa 100%) atprashant kumar0% (1)
- TFMDocument5 pagesTFMNasya AyundaNo ratings yet
- Caustic SodaDocument2 pagesCaustic SodaDipankar Ghosh100% (5)
- LABSA ProposalDocument10 pagesLABSA ProposalMichelle MendozaNo ratings yet
- Ethylene Glycol MonostearateDocument4 pagesEthylene Glycol MonostearateVaibhav NikharNo ratings yet
- Denim 2Document18 pagesDenim 2ADINAN MOHAMMED100% (1)
- Final Soap Production 1Document13 pagesFinal Soap Production 1SuvamNo ratings yet
- Manufacture of SoapDocument2 pagesManufacture of SoapShrrudhi DhanvanthriNo ratings yet
- A Project Report On Detergent Powder Manufacturing CompanyDocument17 pagesA Project Report On Detergent Powder Manufacturing Companyhaq75% (4)
- Soap ManufacturingDocument15 pagesSoap ManufacturingErrol FernandesNo ratings yet
- Shampoo: How Products Are MadeDocument11 pagesShampoo: How Products Are MadeMansi JainNo ratings yet
- Alpha Olefin SulfonateDocument5 pagesAlpha Olefin SulfonateVaibhav NikharNo ratings yet
- Sulphonation and Washing Powder Plant Preliminary Process Design Rev 0Document24 pagesSulphonation and Washing Powder Plant Preliminary Process Design Rev 0rajesh kothariNo ratings yet
- Chemical ProjectsDocument10 pagesChemical ProjectsZahoor Hussain RanaNo ratings yet
- Ballestra MAZZONIDocument30 pagesBallestra MAZZONIHassan HaiderNo ratings yet
- 1Document75 pages1Abhinav GuptaNo ratings yet
- Turkey Red OilDocument1 pageTurkey Red OilKirti Nagda100% (3)
- Sodium Lauryl Ether Sulfate (Sles/Aes) : Shanghai Lezon Consulting Co., LTDDocument16 pagesSodium Lauryl Ether Sulfate (Sles/Aes) : Shanghai Lezon Consulting Co., LTDManuel Montaño100% (1)
- Enzymes Used in DetergentsDocument9 pagesEnzymes Used in DetergentsAlina Baciu100% (3)
- COURSE TITLE Industrial Chemistry IIDocument3 pagesCOURSE TITLE Industrial Chemistry IIashenafi100% (1)
- Turkey Red Oil SpecDocument1 pageTurkey Red Oil SpecrooprNo ratings yet
- Product Safety Data Sheet: Section 1: IDocument17 pagesProduct Safety Data Sheet: Section 1: ILiemar EstayNo ratings yet
- ShampooDocument31 pagesShampooMohamed LaghyatiNo ratings yet
- 50 Small Scale Chemical Business Ideas For 2017Document12 pages50 Small Scale Chemical Business Ideas For 2017yuz2178No ratings yet
- Final ReportDocument64 pagesFinal ReportHanan BiyaNo ratings yet
- Soap and Detergent ManufacturingDocument7 pagesSoap and Detergent ManufacturingbellesuperNo ratings yet
- A Project On DetergentDocument47 pagesA Project On Detergentmldc2011100% (1)
- Chemicals For The Production of LaundryDocument4 pagesChemicals For The Production of LaundryJohn J CadavidNo ratings yet
- Thesis Autosaved XDocument77 pagesThesis Autosaved XDaniel Setyadi100% (1)
- NaOH Lİme SodaDocument6 pagesNaOH Lİme SodaallatcoolNo ratings yet
- AV 50 Shading Dye FormulationsDocument3 pagesAV 50 Shading Dye FormulationsFucktardNo ratings yet
- Linear Alkylbenzene ProductionDocument20 pagesLinear Alkylbenzene ProductionAhmed AtefNo ratings yet
- Ammonium ChlorideDocument16 pagesAmmonium Chloridehumag143100% (2)
- Soap Manufacturing Business Plan. Liquid Hand Soap, Foam & Bath Soap-692401Document74 pagesSoap Manufacturing Business Plan. Liquid Hand Soap, Foam & Bath Soap-692401Promise100% (1)
- CPT Lecture Soap and DetergentDocument40 pagesCPT Lecture Soap and DetergentShahzil RehmanNo ratings yet
- Biosure Toilet Cleaner PdsDocument1 pageBiosure Toilet Cleaner Pdsben7251No ratings yet
- Detergent Powder ReportDocument26 pagesDetergent Powder ReportAmol LawaniyaNo ratings yet
- Acid SlurryDocument38 pagesAcid SlurryZiauddinPervaiz100% (4)
- Air Freshener CompositionDocument11 pagesAir Freshener Compositiontranyen.workNo ratings yet
- Alternate Detergent BuildersDocument186 pagesAlternate Detergent BuildersSangita SangamNo ratings yet
- Sulphuric Acid (H2SO4)Document11 pagesSulphuric Acid (H2SO4)Vedita Saraf BudaniaNo ratings yet
- Fabric Softener WikipediaDocument4 pagesFabric Softener WikipediaMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Soaps and DetergentDocument10 pagesSoaps and DetergentCafaso IniyanNo ratings yet
- Production of Laundry DetergentDocument106 pagesProduction of Laundry DetergentLavender Lavender100% (1)
- Detergent Industry in IndiaDocument37 pagesDetergent Industry in IndiaAjjay Kumar Gupta20% (5)
- Final ProjectDocument80 pagesFinal ProjectLASSANANo ratings yet
- Crystallization of Lipids: Fundamentals and Applications in Food, Cosmetics, and PharmaceuticalsFrom EverandCrystallization of Lipids: Fundamentals and Applications in Food, Cosmetics, and PharmaceuticalsKiyotaka SatoNo ratings yet
- RakeshChikatimalla Java8+Document5 pagesRakeshChikatimalla Java8+ramu_uppadaNo ratings yet
- Resume AjazPasha MohammedDocument10 pagesResume AjazPasha Mohammedramu_uppadaNo ratings yet
- Thomas Zebar Certifications T 5 2Document18 pagesThomas Zebar Certifications T 5 2ramu_uppadaNo ratings yet
- Bõsƒ¡ - Ü Düôø N - Ûeè, Á - Ü# TS¡D Dü$TDocument3 pagesBõsƒ¡ - Ü Düôø N - Ûeè, Á - Ü# TS¡D Dü$Tramu_uppadaNo ratings yet
- Thomas Zebar Resume T 5 2Document5 pagesThomas Zebar Resume T 5 2ramu_uppadaNo ratings yet
- Ap Tenthclass Sa2 2019 20 Socialpaper1 Modelpaper4 em PDFDocument5 pagesAp Tenthclass Sa2 2019 20 Socialpaper1 Modelpaper4 em PDFramu_uppadaNo ratings yet
- Ap Tenthclass Sa2 2019 20 Generalscience Modelpaper5 emDocument4 pagesAp Tenthclass Sa2 2019 20 Generalscience Modelpaper5 emramu_uppadaNo ratings yet
- Tenth Class Model Paper: Public Examinations - 2020Document3 pagesTenth Class Model Paper: Public Examinations - 2020ramu_uppadaNo ratings yet
- Sahasha Power Systems & Engineering WorksDocument1 pageSahasha Power Systems & Engineering Worksramu_uppadaNo ratings yet
- Website:: List of PerfumesDocument4 pagesWebsite:: List of Perfumesramu_uppada100% (1)
- Tenth Class Model Paper: Section-A (Reading Comprehension)Document7 pagesTenth Class Model Paper: Section-A (Reading Comprehension)ramu_uppadaNo ratings yet
- Tenth Class Model Paper: Public Examinations - 2020Document7 pagesTenth Class Model Paper: Public Examinations - 2020ramu_uppadaNo ratings yet
- Ramlan CharecterisationDocument11 pagesRamlan Charecterisationramu_uppadaNo ratings yet
- PENDINGEDPTRAININGjava Util Random@1beaca8fDocument201 pagesPENDINGEDPTRAININGjava Util Random@1beaca8framu_uppadaNo ratings yet
- Soap DetergentDocument40 pagesSoap Detergentramu_uppadaNo ratings yet
- Edptrainingcompletedjava Util Random@1f453d30Document717 pagesEdptrainingcompletedjava Util Random@1f453d30ramu_uppada100% (1)
- AUCEDocument3 pagesAUCEramu_uppadaNo ratings yet
- Edptrainingcompletedjava Util Random@1f453d30Document717 pagesEdptrainingcompletedjava Util Random@1f453d30ramu_uppada100% (1)
- Edptrainingcenterlistjava Util Random@714ff330Document84 pagesEdptrainingcenterlistjava Util Random@714ff330ramu_uppadaNo ratings yet
- Soaps & Detergents - Product & Ingredien..Document2 pagesSoaps & Detergents - Product & Ingredien..ramu_uppadaNo ratings yet
- Edptrainingcompletedjava Util Random@1f453d30Document717 pagesEdptrainingcompletedjava Util Random@1f453d30ramu_uppada100% (1)
- Multification Tables: 1 Table 2 Table 3 Table 4 Table 5 TableDocument7 pagesMultification Tables: 1 Table 2 Table 3 Table 4 Table 5 Tableramu_uppadaNo ratings yet
- Manufacturing of Detergent Powder & CakeDocument2 pagesManufacturing of Detergent Powder & Cakeramu_uppadaNo ratings yet
- Separation. Step by Step, Until Country, Kindred, Lot, Worldly Alliances and Fleshly ExpedientsDocument1 pageSeparation. Step by Step, Until Country, Kindred, Lot, Worldly Alliances and Fleshly Expedientsramu_uppadaNo ratings yet
- Codigos de Falla MB PDFDocument6 pagesCodigos de Falla MB PDFJose Pimentel NNo ratings yet
- AYÒOLÁ Ayòdèjì Ayòdélé (PH.D) : Curriculum VitaeDocument7 pagesAYÒOLÁ Ayòdèjì Ayòdélé (PH.D) : Curriculum VitaeRizzleNo ratings yet
- Tafe Report andDocument59 pagesTafe Report andsuryaa patilNo ratings yet
- Cir Vs Pilipinas ShellDocument13 pagesCir Vs Pilipinas ShellJeff GomezNo ratings yet
- Abstracts 21wmcDocument128 pagesAbstracts 21wmcingovalgmaNo ratings yet
- 416e - CaterpillarDocument24 pages416e - Caterpillarange_cNo ratings yet
- Generator Operations and Diagnostic Testing TrainingDocument3 pagesGenerator Operations and Diagnostic Testing TrainingPimolwan PikitklangNo ratings yet
- Stainless SteelDocument6 pagesStainless SteelNiko NištićNo ratings yet
- Man Gas Turbines EngDocument6 pagesMan Gas Turbines Engachmad khumaidiNo ratings yet
- Omv enDocument50 pagesOmv enMuhamad Saukie100% (1)
- Ignition ControlDocument48 pagesIgnition ControlYdelkadiasmela Dominguezmorel100% (1)
- G Stor Pro Spec Sheet 2018Document2 pagesG Stor Pro Spec Sheet 2018GOLDEN CNG TESTING CENTRENo ratings yet
- Rate Analysis of Super StructureDocument8 pagesRate Analysis of Super StructureaqhammamNo ratings yet
- Lesson 4Document23 pagesLesson 4Greg Hearting100% (1)
- 01 Slug CatchersDocument23 pages01 Slug CatchersMohamed Sahnoun100% (2)
- Powertrain Full DataDocument9 pagesPowertrain Full DataalaqmarprimuswalaNo ratings yet
- Hydraulic PlateDocument30 pagesHydraulic PlatehoiNo ratings yet
- 2115 Fault Code InfoDocument3 pages2115 Fault Code InfoRoozbeh BahmanyarNo ratings yet
- Specification: Model: Hyd. Crawler (JD - 1300E) CustomerDocument14 pagesSpecification: Model: Hyd. Crawler (JD - 1300E) CustomerAsad Aijaz100% (1)
- Re CatalogDocument28 pagesRe CatalogCentral HydraulicsNo ratings yet
- 9W 03 Weishaupt Gaasip6letid Kombip6letid - G GL RGL 5-11 ENG PDFDocument24 pages9W 03 Weishaupt Gaasip6letid Kombip6letid - G GL RGL 5-11 ENG PDFpatitay036817No ratings yet
- ACEA Oil Sequences Light Duty Engines Rev1 2022Document10 pagesACEA Oil Sequences Light Duty Engines Rev1 2022AfdhalNo ratings yet
- Automotive Electrical & Electronic Systems - An OverviewDocument64 pagesAutomotive Electrical & Electronic Systems - An Overviewrizaazari4530No ratings yet
- Full Projects Profile PDFDocument81 pagesFull Projects Profile PDFDik GasteluNo ratings yet
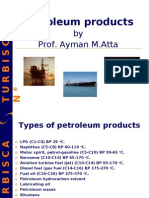
- Petroleum Products 3Document31 pagesPetroleum Products 3Amr GamalNo ratings yet
- Instruction Manual For SSP-70D-ACMEVACDocument15 pagesInstruction Manual For SSP-70D-ACMEVACParjanya MandalNo ratings yet
- Fuel Gas System EquipmentDocument6 pagesFuel Gas System EquipmentPrasanna kumar subudhi100% (2)