
Process Overview Lesson Text
Uploaded by
AmroKashtProcess Overview Lesson Text
Uploaded by
AmroKashtORIENTATION
Document No.:
P11-X01-QTOPSGEN-001
Revision No.: 0
Process Overview
Lesson Text
Date: 06/24/16
ORIENTATION
PROCESS
OVERVIEW
LESSON TEXT
INTRODUCTION
Ras Laffan Liquefied Natural Gas Company Ltd.
Page 1 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
This manual is an overview of the RasGas LNG Project, the main emphasis
being placed on the Onshore Process Facilities. The manual has been
produced to give an introduction to Qatar, Ras Laffan Liquefied Natural Gas
Company and the overall LNG project. All Production and Process facilities are
covered in greater detail in later manuals.
The material has been produced as an aid to training and its use is limited to
that purpose. The document does not supersede RasGas Operating Manuals
and Procedures, Standing Instructions or Safety Procedures.
2
RAS LAFFAN LIQUEFIED NATURAL GAS COMPANY LTD
2.1 RASGAS LNG PROJECT
Ras Laffan Liquefied Natural Gas Company Limited (RasGas) was established
in 1993 by an Emiri Decree of the State of Qatar. The whole project includes
offshore production plant, onshore liquefaction plant, storage and shipping
facilities.
2.1.1
SHAREHOLDERS
The company was established in June 1993 as a joint venture between
Qatar General Petroleum Company (QGPC) and Mobil Corporation.
However, an agreement in principle was reached in December 1996 for
two Japanese Companies, Itochu Corporation and Nissho Iwai
Corporation, to acquire minor interests in the project. Negotiations for
the final agreement are now at an advanced stage and it is expected
that a Korean consortium will acquire an interest in the project.
The equity shareholding of RasGas comprises:
QGPC
63%
MOBIL
25%
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 2 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
KOREAN CONSORTIUM
5%
ITOCHU CORP.
4%
NISSHO IWAI
3%
QGPC
QGPC was established as a state owned corporation in 1974. It is
responsible for all aspects of the Qatar oil and gas industries. QGPC is
the sole owner of the North Field Phase 1 development, which supplies
local demand for gas and feedstock. QGPC is also the major
shareholder in Qatars first LNG producer Qatargas, which is also
situated at Ras Laffan and produced its first shipment of LNG in January
1997.
MOBIL
MOBIL is one of the major oil companies in the world. It is also a major
shareholder in Qatargas. MOBIL also has considerable experience in
the development of LNG plants in other countries, notably PT Arun in
Indonesia.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 3 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
QGPC
63%
MOBIL
25%
RAS LAFFAN LIQUIEFIED NATURAL GAS
COMPANY
NISSHO
IWAI
3%
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 4 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
ITOCHU
CORP.
4%
KOREAN
CONSORTIUM
5%
2.1.2 QATAR NORTH FIELD
The North Field is located offshore to the north east of Qatar. The field
is one of the worlds largest non-associated gas reservoirs with total
recoverable reserves of 370 TCF (trillion standard cubic feet). The field
extends over 6,000 square kilometres.
Development of the field commenced in 1991 when QGPC developed
the North Field Alpha complex. RasGas will initially develop and
produce gas from the Khuff - 4 formation in the North Field Area (NFA).
The NFA sits 95 km offshore in approximately 67 m of water. RasGass
development area in the North Field is a block 10km X 10km, which is
surrounded by a 2km buffer zone in which drilling and development is
not permitted.
The initial development to support two LNG trains includes the
installation of 3 wellhead platforms. The configuration is such that each
wellhead platform serves a train with the 3 rd wellhead platform common
to both trains.
2.1.3
PROJECT BACKGROUND
RasGas drilled and tested a well in 1994, the results of which verified
gas quality, well deliverability and gas reserves of the Companys
development area in the Qatar North Field.
In October 1995, RasGas signed a Sales and Purchase Agreement with
Korea QTOPS
Gas Corporation of South Korea for 2.4 million tons per year of
Ras Laffan Liquefied Natural Gas
Page 5 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
LNG. Then in June 1997 the agreement was increased to 4.8 million
tons per year of LNG. The first delivery is scheduled for July 1999.
The Engineering, Procurement and Construction (EPC) Contracts were
awarded in early 1996. The EPC Contract for the offshore platforms
was awarded to the joint venture of Mc Dermott-ETPM East Inc. and
Chiyoda Corporation, and Saipem, SpA will be responsible for the
subsea pipeline work. The EPC contract for the onshore facilities was
awarded to the joint venture of Japan Gas Corporation (JGC) and the M
W Kellogg Company.
2.1.4
OVERALL PROJECT
The RasGas LNG plant is situated at Ras Laffan, Qatars new industrial
development complex approximately 90 km north of Doha.
The offshore complex includes a process and utilities platform,
accommodation platform, riser platform, three wellhead platforms,
bridge support platform and flare tower. The riser platform contains;
infield flowlines from remote wellhead platforms and a 32 inch twophase gas-condensate pipeline to shore.
The onshore LNG plant consists of two parallel trains each capable of
producing 2.6 MTPA (Million Tons Per Annum) of LNG and 45,000
bbls/day of condensate.
The receiving facilities consists of process and utilities area that
include a slug catcher and condensate stabilisation unit complete with
flaring systems.
The plant also includes storage and loading facilities. RasGas will have
dedicated loading facilities at the Ras Laffan Port which is operated by
QGPC. A fleet of LNG carriers will deliver the LNG to Korea Gas
Corporation.
The plant is completely self-supporting and is designed for easy
expansion to six LNG trains, depending on market demand.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 6 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
2 T r a in O p e r a tio n
1 .0 B C F /D G a s
4 5 ,0 0 0 B B L /D C o n d e n s a te
Rev: 0
OFFSHO RE
F A C IL IT IE S
O FFSHO RE
U n tre a te d G a s
In le t
F a c ilitie s
ONSHORE
F ie ld
C o n d e n s a te
C o n d e n s a te
T r e a tin g /
S ta b ilis a tio n
G a s T re a tin g
H 2S
A c id G a s
R em oval
A c id G a s
E n ric h m e n t
S u lp h u r
R e c o v e ry
Sweet G as
D e h y d r a tio n
M o lte n
S u lp h u r
S to ra g e &
L o a d in g
D ry G a s
C
R e f r ig e r a tio n
P re p a ra tio n
G a s C h illin g &
L iq u e f a c tio n
& M R
R e f.
M a k e -u p
R e f r ig e r a tio n
R e f.
C2 & C3
R e je c tio n
C o n d e n s a te
R e f r ig e r a tio n
M a k e -u p &
S to ra g e
3 6 6 M T /H
2 3 ,0 0 0 B B L /D
S o lid
S u lp h u r
1 5 5 T /D
ONPLOT
O FFPLOT
C5
LN G R undown
S to ra g e &
L o a d in g
C o n d e n s a te
R undown
S to ra g e &
L o a d in g
S o lid S u lp h u r
S to ra g e &
L o a d in g
FIGURE 2.2 BLOCK FLOW DIAGRAM OF LNG PRODUCTION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 7 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
2.1.5 MAIN FEATURES OF THE PROJECT
The main features of the RasGas project are:
An Offshore Production, Separation, Treatment and
Accommodation Complex sitting in 67 metres of water
approximately 95 km offshore
3 Wellhead Platforms, each initially with 5 Wells (Each platform
has a total of 9 Well Slots).
A 32 inch two-phase gas-condensate sub-sea pipeline to the Ras
Laffan LNG Plant onshore.
Onshore Liquefaction Plant to receive, treat, liquefy and export
LNG and associated by-products
Condensate Treating
Self sufficient utilities systems
Storage and loading facilities for: LNG / Condensate / Sulphur
A fleet of carriers to deliver LNG to South Korea
Figure 2.2 shows a simplified block flow diagram of the project.
2.2 RASGAS ORGANISATION
2.2.1
INTRODUCTION
RasGas is a new company formed in 1993 by Emiri Decree, therefore all
staff will be recruited specifically for the operating company. There will
be a large number of nationalities employed within the company, as staff
will be recruited from Europe, The Middle East, Asia, Canada and USA.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 8 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The Managing Director (MD) has overall responsibility for the Company
and has the managers of the following Groups reporting to him:
Administration
Finance
Operations
Technical
Venture
He also has three further functions reporting to him:
2.2.2
Environment and Safety
Legal
Quality Management
OPERATIONS GROUP
The Operations Group is responsible for:
Operations Safety
Production (Offshore operations)
Process (Onshore operations)
Maintenance
Materials & Logistics
Planning
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 9 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The organigram shown in Figure 2.3 illustrates the structure of the
Operations Group.
Managing Director
Operations
Manager
Secretary
Head of
Planning
Senior Safety &
Loss Prevention
Engineer
Production
Manager
Process
Manager
Maintenance
Manager
Materials &
Logistics
Manager
FIGURE 2.3 OPERATIONS GROUP
The Process Manager has a number of sections reporting to him.
These are Process Operations, Offsites Operations, Process Planning,
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 10 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Process Coordination, Laboratory and Fire & Security. Figure 2.4 shows
an organigram of the Process Division.
The Production Manager is responsible for all offshore operations which
includes all Production Operations, Maintenance and Safety.
The Maintenance Manager has three sections reporting to him. These
are Maintenance Onshore, Planning and Services. The Maintenance
and Services Sections cover all three craft disciplines i.e. Mechanical,
Electrical and Instruments. Figure 2.5 shows an organigram of the
Maintenance Department.
The Material and Logistics Manager is responsible for Procurement,
Materials Control and Logistics Support.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 11 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
P ro cess
M an ager
S h if t
S u p e r in te n d e n t s ( 4 )
S e c r e ta r y
T e c h . A s s is t
L a b o r a to r y
S u p e r in te n d e n t
C h ie f C h e m is t
L a b T e c h s ( S h if t) 8
L a b T e c h s (D a y s ) 2
P r o c e s s O p e r a t io n s
S u p e r in te d e n t
P ro cess C o -o rd .
S u p e r in te n d e n t
O ff s it e s O p e r a tio n s
S u p e r in t e n d e n ts
S h if t S u p e r v is o r
T r a in 1 ( 5 )
S h ift S u p e r v is o r
T r a in 2 ( 5 )
S h ift S u p e r v is o r
A G R /S R U (5 )
S h ift S u p e r v is o r
U t ilitie s ( 5 )
S h if t S u p e r v is o r
S to r a g e /L o a d (5 )
S n r. O p er ato r
T r a in 1 (5 )
S n r . O p e r a to r
T r a in 2 ( 5 )
S n r . O p e r a to r
A G R /S R U (5 )
S n r . O p e r a to r
U t ilitie s ( 5 )
S n r . O p e r a to r
S t o r e /L o a d (5 )
P a n e l O p e r a to r
T r a in 1 (5 )
O p e rato rs
T r a in 1 (5 )
P an e l O p e r a to r
T r a in 2 ( 5 )
O p era to rs
T r a in 2 ( 5 )
P a n e l O p e r a to r
A G R /S R U (5 )
O p e r a to r s
A G R /S R U (5 )
P a n e l O p e r a to r
P o w er G en (5 )
O p e r ato r s
P o w er G en (5 )
P r o c e s s P la n n in g
S u p e r in t e n d e n t
P a n e l O p e r a to r
S t o r e /L o a d (5 )
O p era to rs
S t o r e /L o a d (5 )
B udget &
A d m in
A d m in C le r k s ( 2 )
S nr. P rocess
E n g in e e r
P ro cess
E n g in e e r s ( 2 )
P la n n in g T e c h .
N O T E : A G R - A C ID G A S R E C O V E R Y
: S R U - S U L P H U R R E C O V E R Y U N IT
P a n e l O p e r a to r
U t ilitie s ( 5 )
H e a d o f F ir e
& S e c u r it y
S e n io r F ir e
M a s te r
S e n io r F ir e m e n
(1 0 )
F ir e m e n ( 2 8 )
F ir e T r a in in g
O ff ic e r
S e c u r ity O ff ic e r
S e c u r ity
G u a r d s (1 0 )
O p e r ato r
U t ilitie s ( 5 )
FIGURE 2.4 PROCESS ORGANIGRAM
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 12 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Maintenance
Manager
Rev: 0
FIGURE 2.5 MAINTENANCE ORGANIGRAM
Secretary
Maint. Supt.
Onshore
Maint. Planning
Supt.
Maint. Services
Supt.
Tech. Assistant
Tech. Assistant
Tech. Assistant
Senior Planning
Engineer
Maint. Engineer
Train 1
Senior Maint.
Engineer
Mech. Eng. (1)
Inst. Eng. (2)
Elect. Eng. (1)
Systems Eng (SAP)
Mech. Tech. (4)
Inst. Tech (4)
Systems Tech (2)
Senior Inspector
Materials Eng
Maint. Engineer
Train 2
Inspectors (2)
Planning Eng. (2)
Shutdown/Routine
Mech. Tech. (4)
Inst. Tech (4)
Senior Rotating
E/Q Engineer
Contracts
Engineer
Maint. Engineer
I/S/L
Rotating E/Q Eng.
Admin Clerk (2)
Mech. Tech. (4)
Inst. Tech (4)
Technicians (2)
Budget/Cost
Control Engineer
Maint. Engineer
Utilities
Senior Workshop
Supervisor
Admin Clerk (1)
Mech. Tech. (2)
Inst. Tech (2)
Elect. Tech. (3)
Inst. Supv.
Elect. Supv.
Mech. Supv.
Weld. Supv.
Inst. Tech. (4)
Elect. Tech (2)
Mech Tech (4)
Machinist (2)
Weld. Tech.(2)
Comms. Eng
DCS Eng.
NOTE: ISL - INLET/STORAGE/LOAD
DCS Tech. (4)
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 13 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
3
Date: 06/24/16
Rev: 0
OFFSHORE FACILITIES
FIGURE 3.1 OFFSHORE FACILITIES
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 14 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
3.1
Date: 06/24/16
Rev: 0
INTRODUCTION
Refer to Figure 3.1.
The main offshore features of the Ras Laffan LNG Project are:
3 Remote Wellhead Platforms and a Central Production, Separation and
Treatment Complex which are located 95km offshore, in approximately
67m of water
15 Wells located on 3 Wellhead Platforms. (It is intended to drill further
Wells at a later date)
A 32 inch sub-sea pipeline to transport the North Field gas to shore at Ras
Laffan
A Flare Platform
A 100 man Accommodation Platform
3.2 CENTRAL PLATFORM COMPLEX
The Central Platform Complex is comprised of the following:
A Process/Utilities Platform
A Riser Platform
Wellhead Platform No. 1 (WP.1)
An Emergency Flare
An Accommodation Platform
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 15 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
3.3 DESCRIPTION OF THE OFFSHORE FACILITIES
3.3.1
PROCESS/UTILITIES PLATFORM
The process/utilities platform consists of an integrated 2 level deck and
a partial upper mezzanine deck supported on an eight leg jacket. The
platform accommodates two production trains, each rated at 550
MMSCFD. Each train consists of:
A Single Inlet Separator
Condensate Coalescer
Glycol Contactor
Glycol Regeneration Package
Dry Gas Filter Separator
In addition the PU platform has workshops and maintenance buildings,
cranes and the following common utilities facilities:
Process Water Treatment System
Power Generation
Air Compression Facilities
Nitrogen Generator
Fire Water System
Cooling Water System
Fuel Gas System
Open and Closed Drains System
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 16 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Chemical Injection System
The platform is designed to process up to 1.1 BSCF/D of wellhead fluids
which contain gas, condensate and water. The condensate is dewatered in coalescers and the gas is dried in a glycol dehydration unit.
Water produced from these two processes is disposed of overboard
after the removal of any hydrocarbons.
3.3.2
RISER PLATFORM
The Riser Platform consists of an integrated 2 level deck supported on a
four leg jacket. This platform is bridge connected to the Process/Utilities
platform. The main items that are located on the riser platform are:
Intrafield Flowline Control Valves
Connections for a Pig Receiver
Flowline Manifold
Wellhead Production Coolers
High Pressure and Low Pressure Flare Systems
32 Inch Export Pipeline
Export Pipeline Pig Launcher
Export Pipeline Shutdown Valve (SDV)
Open Drain System
The Riser Platform is the central collecting point for the sub-sea
pipelines that transport wellhead fluids from the three Wellhead
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 17 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Platforms. The 32 inch export pipeline to the Ras Laffan LNG Plant
originates on this platform.
3.3.3
WELLHEAD PLATFORMS (WP.1, WP.2 & WP.3)
The Offshore Production Facilities comprises three Wellhead Platforms
which are located in the North Field Area (NFA). The topsides facilities
provided on the Wellhead Platforms are similar in construction, each
being of an integrated 3-level deck, supported on a four leg jacket.
Wellhead Platform No. 1 (WP.1) has connections to the process/utilities
platform for its utilities systems, whereas the other remote Wellhead
Platforms have their own independent utilities systems.
Wellhead Platform No. 1 is located close to the Central Platform
Complex and is connected to it by a permanent bridge structure.
Normal access to and from the platforms is by this interconnecting
bridge.
Wellhead Platform No. 2 is located approximately 5.8 km from the
Production Platform (PU). Access to the platform will be by boat or
helicopter, for which a boat landing and a heli-deck is provided.
Wellhead Platform No. 3 is located approximately 6 km from the
Production Platform, access to the platform will also be by boat or
helicopter.
Each remote Wellhead is equipped with a:
Production Header
Blowdown Header
Test Separator
Instrument Air Package
Diesel Storage Facilities
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 18 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Chemical Injection Package
Open and Closed Drainage System
Electrical Distribution System
Single Craft Heli-Deck and Crane
Fire and Gas Monitoring System (FGMS)
Rev: 0
The Wellhead Platforms consist of integrated 2-level topsides with
mezzanine decks (Wellhead and Drain) which are supported on four leg
jackets. Each wellhead is equipped with surface controlled sub-surface
safety valves (SCSSSV), wing and master surface shutdown valves,
manual choke valves and automatically operated flow control valves.
Initially, 15 wells will be drilled to support the first two onshore LNG
Train, five wells (one vertical and four deviated) will be drilled from each
of the Wellhead Platforms.
Each Wellhead Platform has nine available well slots for future
development.
The produced fluids (gas/condensate/water) from the Wellhead
Platforms are passed through 18 inch gathering lines to the Production
Platform. The gathering lines are constructed from carbon steel and
are lined with a corrosion resistant alloy (Incaloy 825). The gathering
lines and the export pipeline arrive and depart the Offshore Facilities at
the Riser Platform.
3.3.4
EMERGENCY FLARE
The flare tower and support platform is of tubular construction with a
conventional three leg jacket. The tower supports the flareline and
provides access to the flare-tips for maintenance. Both HP and LP
flares terminate at the flare platform, each being fitted with pilot and
ignition lines. The pilots are equipped with flame-out sensors. The
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 19 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Flare Platform is located down wind to the south of the Central Platform
Complex and is connected to the complex by a bridge structure.
3.3.5
ACCOMMODATION PLATFORM
The platform is located to the north of the Central Platform Complex and
consists of an integrated 2 level deck supported on a four leg jacket. It
is connected to the Process/Utilities platform by a permanent bridge
structure.
The platform consists of:
101 Bed Living Quarters
Central Galley And Dining Facilities
Laundry
Recreational Facilities
Telecommunications Facility
Helideck
Main Control Room (MCR)
The major support facilities located on the Accommodation Platform are:
Diesel Engine Driven Emergency Generator
Diesel Engine Driven Fire Water Pumps
Potable Water System
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 20 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Washdown Water System
Sewage Treatment Package
Air Conditioning System
Helicopter Refueling System
Diesel Storage System
Open Drains System
Boat Landings
Rev: 0
3.4 GENERAL PROCESS OVERVIEW
Refer to Figure 3.2.
Process fluids from the Riser Platform are passed through two parallel process
trains on the Process/Utilities Platform. The following description is for Train
No. 1, Train No. 2 is identical.
Process fluids at a pressure of 124 bar.a and 43C are initially separated in inlet
separator V-5501. The function of the three phase separator is to knockout free
water carried in from the wellheads. The separated water from the process
equipment is passed to an oily water treatment plant before it is disposed of
overboard.
Gas, separated in V-5501, passes into glycol contactor C-5601 where it is
contacted by a countercurrent flow of lean glycol. The glycol absorbs any
remaining moisture, the moisture rich glycol is then regenerated. The dried gas
stream from the glycol contactor is then mixed with the dry gas from Train No. 2.
A supply of dry gas is taken from this stream for use as fuel to power the gas
turbine-driven generators.
Condensate from V-5501 passes through condensate coalescer S-5801 where
any entrained water is knocked out. Water is then passed to the oily water
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 21 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
treatment plant. The condensate is then mixed with condensate from Train No.
2 before re-combining with the dried gas from Trains No. 1 and No. 2. The
combined gas/condensate mixture is passed to the riser platform for transport
through the 32 inch main export line to the onshore processing facility.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 22 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 3.2 PRODUCTION FACILITIES
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 23 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4
Date: 06/24/16
ONSHORE FACILITIES
SULPHUR
HANDLING
UTILITIES 1/2
COOLING
WATER 1/2
TRAIN 1
F/H GTG
UTILS
3/4
LAB
WWT
AGR
SRU STAB
TRAIN 3
AGR
SRU STAB
TRAIN 4
COOLING WATER
3/4
REF.
STORAGE
AGR
SRU STAB
TRAIN 2
CCR
Rev: 0
DRY/WET
FLARE
AGR
SRU STAB
FUTURE 5TH
PROCESS UNITS
SLUG
CATCHER
FUTURE 6TH
FUTURE UTILITIES PROCESS UNITS
FUTURE
FLARE
ADMINISTRATION
BUILDING
WAREHOUSE AND
DRILLING
SHOREBASE
FIGURE 4.1 ONSHORE PLOT PLAN
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 24 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
4.1 INTRODUCTION
Refer to Figure 4.1.
The function of the onshore process facilities is to receive the combined gas
and condensate stream from the 32 inch sub-sea pipeline, separate the
combined stream into vapour and condensate, which are then treated in other
downstream units to meet product/process specifications. A brief description of
the onshore process facilities is given below.
4.2 GENERAL PROCESS OVERVIEW
Refer to Figure4.2
The Process Units are two parallel Liquefied Natural Gas (LNG) units based on
APCI (Air Products and Chemicals Inc.) Technology, utilised to produce the
desired total LNG of 5.0 Mpta. In addition to LNG, the Process Units produce
condensate and sulphur.
The Inlet Facilities receive feedstock from the two phase Feedgas/Condensate
Pipeline and provide gas/condensate separation. The gas pressure and
temperature are controlled prior to entering The Gas Treating Units, while the
Condensate is stabilized, treated for mercaptons and temperature
controlledprior to rundown to Condensate Rundown, Storage and Loading.
Feed gas from the upstream Inlet facilities is passed through a Feed Gas Filter
Separator Tag No. 11-V001 to ensure there is no liquid carryover into the
mercury removal beds and the downstream Sulfinol Absorber.
The Acid Gas Removal Unit (AGR) is designed to remove hydrogen sulfide,
carbon dioxide and other sulphur compounds by means of chemical/physical
absorption from the gas coming from the Gas Treating Unit.
The sweet gas leaving the Acid Gas Removal Unit is saturated with water. It is
dried in the Dehydration Unit using a propane precooler Tag No. 15-E001
followed by molecular sieves. The purpose is to avoid freezing of water in the
downstream Gas Chilling and Liquefaction Units.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 25 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The purpose of gas chilling is to remove heavy hydrocarbons from the treated
natural gas and then liquefy the natural gas. A Scrub Column removes heavy
hydrocarbons which would otherwise freeze in the Main Cryogenic Heat
Exchanger (MHE).
The Refrigeration Unit consists of two Refrigerant Systems. A Propane
Refrigerant (PR) System providing chilling to about -34C, and a Mixed
Refrigerant (MR) System comprising Methane, Ethane, Propane, and Nitrogen.
The Nitrogen Rejection Unit flashes off the nitrogen from the LNG product,
pumps the LNG product to storage and delivers the nitrogen-rich fuel gas at a
pressure of 27.2 bar.a to the Fuel Gas System.
Acid gas from the Acid Gas Removal Unit is processed to convert the hydrogen
sulfide (H2S) and other sulphur compounds in the gas into high purity sulphur.
The process facilities are composed of:
Inlet Facilities
(Unit 10)
Gas Treating
(Unit 11)
Acid Gas Removal
(Unit 12)
Dehydration
(Unit 13)
Liquefaction
(Unit 15)
Refrigeration
(Unit 16)
Refrigerant Preparation
(Unit 17)
Nitrogen Rejection
(Unit 18)
Sulphur Recovery
(Unit19)
Each unit is covered in greater detail in the following sub-sections.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 26 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
2 Train Operation
1.0 BCF/D Gas
45,000 BBL/D Condensate
Rev: 0
OFFSHORE
FACILITIES
OFFSHORE
Untreated Gas
ONSHORE
Field
Condensate
Inlet
Facilities
Condensate
Treating/
Stabilisation
Gas Treating
H 2S
Acid Gas
Removal
Acid Gas
Enrichment
Sulphur
Recovery
Sweet Gas
Dehydration
Molten
Sulphur
Storage &
Loading
Dry Gas
Refrigeration
Preparation
C 2 & MR
Ref.
Gas Chil ing &
Liquefaction
Refrigeration
C 2 Ref.
Make-up
C 2& C 3
N 2 Rejection
Solid
Sulphur
Condensate
Refrigeration
Make-up &
Storage
366 MT/H
23,000 BBL/D
155 T/D
ONPLOT
OFFPLOT
C5
Condensate
Rundown
Storage &
Loading
LNG Rundown
Storage &
Loading
Solid Sulphur
Storage &
Loading
FIGURE 4.2 PROCESS FLOW BLOCK DIAGRAM OF LNG PRODUCTION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 27 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.3 BLOCK DIAGRAM OF INLET RECEPTION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 28 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
4.2.1 INLET FACILITIES (UNIT 10)
Refer to Figure 4.3.
The 2-phase well stream feed arrives at the Inlet Facilities via the 32
inch sub-sea pipeline and is passed to slug catcher 10-X 002. The slug
catcher operates at 75 bar.a and between 15 to 35C dependent on
ambient seawater temperature.
The gas exits the slug catcher and its pressure is reduced at a pressure
let down station controlled by 10-PC-9A/B. The gas then passes
through product gas knock-out drum 10-V005, gas/condensate
exchangers 10-E004 A/B and the feed gas metering skid 10-V001 to the
feed gas filter separator Tag No. V001(Unit-11).
The separated condensate from the slug catcher (refer to Figure 4.4) is
passed via slug catcher filter 10-S001 A/B into pre-flash drum 10-V001.
This drum is sized to effect a 3-phase separation. Any water removed in
the drum is passed to the sour water header for further treatment.
Condensate from the pre-flash drum passes into the condensate
stripper 10-C001 where two steam heated reboilers are used to achieve
the condensate product specification.
The offgas from both the pre-flash drum and the condensate stripper are
passed to the offgas compressor system which is a 2 stage motor driven
unit (refer to Figure 4-5). The compressed gas is re-combined with the
primary gas stream, down stream from the pressure let down station.
Condensate from stripper 10-C001, is cooled in precooler 10-E003 and
gas/condensate exchanger 10-E004 A/B before entering condensate
degassing drum 10-V006. The condensate from the degassing drum is
pumped by field condensate pumps 10-P107 A/B through a merichem
treatment plant that converts the foul smelling mercaptons into disufdes.
The condensate flow passes through 5 contactor/seperator vessels
where the condensate is contacted, or washed, with circulating caustic
soda. The condensate is finally degassed before being rundown to
storage tanks 10-T001 ABC. Condensate is recycled to 10-C001 and
10-V006 to maintain minimum levels in the vessels.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 29 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.4 PROCESS FLOW FOR INLET SEPARATION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 30 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.5 OFF GAS COMPRESSION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 31 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.6 MERCURY REMOVAL
4.2.2
GAS TREATING (UNIT 11)
Refer to Figure 4.6.
The feed gas from Unit 10 contains small quantities of mercury which is
corrosive to aluminium and freezers in the MHE. Because the main
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 32 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
cryogenic heat exchanger is fabricated from this material, the feed gas
must be treated to remove the mercury.
The mercury removal process consists of one activated carbon mercury
removal bed 11-V001. The carbon bed is also impregnated with
sulphur. As the North Field gas contains low concentrations of mercury,
the removal bed is expected to have an operating life of approximately
five years.
Field gas entering Unit 11 for mercury removal is pressure controlled by
12-PV278 before entering feed gas filter separator 11-V001. This
vessel removes any entrained condensate from the feed gas,
condensate is passed back to the pre-flash drum Tag No.10-V001 on
Unit 10. Dried gas from the filter separator passes into feed pre heater
11-E001 which is steam heated.
Heated gas from 11-E001 then passes through mercury removal vessel
11-V002 which is packed with activated carbon. Flow through the bed is
from the top of the vessel to the outlet situated at the bottom. Two
mercury removal effluent filters 11-S001 A/B located on the gas outlet
line remove any activated carbon dust particles. Treated gas is passed
to the acid gas removal unit (Unit 11).
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 33 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.7 ACID GAS REMOVAL
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 34 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.3
Date: 06/24/16
Rev: 0
ACID GAS REMOVAL (UNIT 12)
Refer to Figure 4.7.
The acid gas removal unit removes H2S, mercaptans, CO2 and other
sulphur compounds from the feed gas. The H 2S and mercaptans are
poisonous and corrosive. The CO 2 is removed to eliminate the
possibility of it freezing and plugging the small diameter tubes in the
Main Cryogenic Heat Exchanger.
The gas sweetening process chosen for RasGas is the Shell Sulfinol
Process which is the most appropriate method for removal of the
specified impurities.
Feed gas (rich in impurities) passes into the Sulfinol Absorber Bottoms
12-C001and rises to the top of the vessel, passing through a number of
trays. The rising gas is contacted by a counter current flow of lean
sulfinol which passes downward over the trays.
The rising gas, now stripped of H2S Co2, passes overhead and is
passed to the water wash column 12-C005 where any traces of sulfinol
carried overhead are absorbed by water washing. The gas, now wet, is
passed to Unit 13 for dehydration.
The sulfinol, which is now rich in impurities passes into the rich sulfinol
Flash Drum 12-V003 where some of the entrained gases flash off. The
gases pass upwards through the recontactor and are washed by a
decending flow of lean sulfinol which absorbs any H2S/C02. The gas
then passes to unit 93 (fuel gas) for further treatment. The sulfinol exits
the flash drum and passes through lean/rich exchangers 12-E003
A/B/C/D/E/F and into the sulfinol regenerator 12-C002.
The sulfinol regenerator, heated by steam reboilers 12-E007 A/B, drives
off the remaining H2S and Co2 from the sulfinol solution. The
regenerated sulfinol is recirculated to the absorber 12-C001 to perform
its function again.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 35 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.8 DEHYDRATION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 36 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.4
Date: 06/24/16
Rev: 0
DEHYDRATION (UNIT 13)
Refer to Figure 4.8.
Wet gas, from the sulfinol water wash column Unit 12, must first be dried
to avoid water freezing in the cryogenic heat exchanger. Unit 13
removes water from the feed gas down to less than 0.1 ppm (parts per
million), this is achieved by pre-cooling with propane and adsorption by
molecular sieve driers.
The wet gas first passes through the tube side of drier/precooler 15E001 (propane chiller) where the gas/water vapour is cooled.
Condensed water is removed in drier precooler separator 13-V003 and
is passed to the effluent treatment unit (Unit 87). Any small amounts of
hydrocarbons that also condense are passed to wet liquid disposal.
Gas from 15-E001 passes through molecular sieve driers (two on line,
one on regeneration/standby). Heat to regenerate the saturated beds is
provided by waste heat recovery units situated in the propane
refrigeration gas turbine exhaust ducts. The molecular sieves also
provide mercury and mercaptan polishing. (ie. Removal of the last
traces of these impurities)
Under normal operating conditions the molecular sieves are
regenerated after eight hours service, the timing sequence of drying,
regeneration and standby can be adjusted to suit operational
requirements.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 37 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.9 GAS CHILLING AND LIQUEFACTION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 38 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.5
Date: 06/24/16
Rev: 0
LIQUEFACTION (UNIT 15)
Refer to Figure 4.9.
Before liquefaction, the dry, sweetened gas, is chilled using medium and
low pressure propane evaporators respectively. This cooling, typically
to -25C, causes the heavy hydrocarbon liquids to condense. These
liquids provide feed to the fractionation section of the LNG plant.
The fractionation section, is used primarily to provide make-up to the
refrigerant loops but also supplies a feed to the Main Cryogenic Heat
Exchanger (MHE). The separation of these heavy hydrocarbon liquids,
referred to as heavy ends, occurs in a distillation column called the
Scrub Column (Tag No.15-C001).
This column has a steam-heated reboiler. The reflux introduced at the
top of the column is obtained by cooling and partially condensing the
overhead vapour product in a separate heat exchanger located in the
warm section of the MHE.
The liquefaction of the gas is carried out in the MHE. The feed gas is
cooled, liquefied and sub-cooled in this exchanger by a process of heat
exchange with a cold mixed refrigerant. The mixed refrigerant is
composed of a mixture of methane, ethane, propane, and nitrogen.
The mixed refrigerant vapour from the base of the MHE is compressed,
cooled firstly with cooling water and then with propane. It is then
collected in the Mixed Refrigerant Separator at -25C.
Liquid MR from the MP MR Separator is fed to a coil which passes
through the warm and middle bundles in the middle where it is chilled by
decending MR in the shell. The cold MR liquid from the coil is flashed
across a J.T. Valve into the column shell providing chilling to the coils.
The vapour flow from the the HP/MR separator splits into two streams,
one stream passes through the MR/Flash Gas Exchanger, the second
stream passes through the MR coils of the MHE. The two streams, now
supercooled pass through J.T. Valves into the shell of the MHE as a
supercooled vapour/liquid mixture.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 39 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The feed gas is liquefied in the feed coils at -130C to -140C and is
sub-cooled in the cold bundle of the MHE to a temperature of -149C at
a pressure of 18 bar.g.
4.2.6
REFRIGERATION (UNIT 16)
Refer to Figure 4.10.
The function of the Refrigeration Unit is to provide refrigeration to:
Pre-cool and liquefy the natural gas
Provide reflux to the De-ethaniser and Scrub Column
Cool the reinjected Liquified Petroleum (or propane) Gas LPG
The Refrigeration Unit consists of two refrigerant systems, a propane
refrigerant (PR) system and a mixed refrigerant (MR) system. Both
refrigeration compressors are driven by G.E. Frame 7 Gas Turbines.
The main objective of the Refrigeration Unit is to maintain the
temperature approaches on the warm and cold ends of the Main
Cryogenic Heat Exchanger and produce approximately 366 t/h of LNG
during summer operation.
The colling system in the LNG Plant utilizes 4 cooling meduims, salt
water, fresh water, propane and MR which provide water cooling to
35C, propane colling to -34C and MR cooling to -150C.
In the APCI LNG process, refrigeration is provided by propane and
mixed refrigerant loops.
The propane loop, which provides cooling to -34C, contains a
centrifugal compressor driven by a Frame-7 gas turbine. Propane
vapour at different pressure levels is drawn into the propane
compressor where it is compressed. The hot propane vapour is passed
through propane desuperheaters and condensers which are cooled by
fresh water.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 40 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The liquid propane is stored in the Propane Accumulator. Liquid
propaneis supplied to the propane exchangers in the process at different
pressure levels resulting in different temperature levels down to -34C.
The second refrigerant loop is the mixed refrigerant loop (containing
methane, ethane, propane and nitrogen). The inventory of this loop and
the power requirements are significantly larger than for the propane
loop. A two stage compressor is used, driven by a Frame-7 gas turbine
driver. Freshwater cooling is supplied to the Low Pressure MR
Aftercooler and High Pressure MR Aftercooler. Propane is then used to
cool the MR in a series of three MR/Propane Evaporators before it is
passed to the HP MR Separator.
The MR vapour contains methane, ethane and nitorgen, the MR liquid
contains ethane and propane.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 41 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.10 PROPANE REFRIGERATION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 42 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.11 FRACTIONATION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 43 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.7
Date: 06/24/16
Rev: 0
REFRIGERANT PREPARATION (UNIT 17)
Refer to Figure 4.11.
The function of the Refrigerant Preparation Unit is to produce ethane
and propane in both quantity and quality for use as refrigerant make-up.
In order to produce these refrigerant components three fractionation
columns are employed:
De-ethaniser
De-propaniser
De-butaniser
De-isopentanizer
The ethane and propane products supply refrigerant make-up which is
stored in Refrigerant Make-up and Storage (Unit 72). If the refrigerant
storage tanks are full, the ethane and propane will be passed to the
Main Cryogenic Heat Exchanger for liquefaction as part of the LNG. All
of the butane will be liquefied as part of the LNG. The Debutaniser
bottoms product is routed to the de-isopentanizer to remove isopentane,
after which the de-isopentanizer bottoms (condensate) will be routed to
the Plant condensate storage tanks.
Scrub Column bottoms (Unit 15) supply the feed to the Refrigerant
Preparation Unit where the three fractionation columns operate in
series, the bottoms from the first column supplying the feed to the
second and the second to the third etc. The overheads from the three
columns are the ethane and propane streams used as refrigerant makeup.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 44 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.12 NITROGEN REJECTION
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 45 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.8
Date: 06/24/16
Rev: 0
NITROGEN REJECTION (UNIT 18)
Refer to Figure 4.12.
The function of the Nitrogen Rejection Unit is to flash off the nitrogen
from the LNG product and deliver the nitrogen rich gas to the fuel gas
system.
The LNG stream leaving the Main Cryogenic Heat Exchanger is flashed
across a J-T valve. The resulting 2-phase stream is then separated in
the LNG Flash Drum which reduces the nitrogen content of the LNG to
1.2 MOL %.
The LNG product from the Flash Drum is pumped to the LNG Storage
Facility (Unit 71). The vapour, released in the flash drum, is warmed in
the Fuel Gas/MR Exchanger by high pressure mixed refrigerant (MR).
The flashed gas is compressed in an LP Fuel Gas Compressor (2 stage)
and an H.P. Fuel Gas compressor, also 2 stage. The compressed gas is
passed to the fuel gas system (Unit 93).
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 46 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.13 SULPHUR RECOVERY
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 47 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.2.9
Date: 06/24/16
Rev: 0
SULPHUR RECOVERY (UNIT 19)
Refer to Figure 4.13.
The function of the Sulphur Recovery Unit is to recover 95% of the
sulphur, contained in the acid gas feed from the Acid Gas Removal Unit
(Unit 11). The liquid sulphur produced must be degassed down to an
H2S content of less than 10 PPM by weight.
The Sulphur Recovery Unit consists of the following:
Acid Gas Enrichment
Reaction Furnace
3 Sulphur Condensers
2 Claus Reactors
Tail Gas Recovery
Tail Gas Incineration
Each identical Sulphur Recovery Unit has a design capacity of 155 T/D
sulphur production. The sulphur produced is drained into the sulphur pit
where it is degassed. The tail gas exiting the selective oxidation stage,
as well as the sulphur pit vent gas are sent to the thermal tail gas
incinerator.
The Sulphur Recovery Process applied, known as the Claus process, is
based on the partial combustion of hydrogen sulphide (H 2S),
successively followed by two (2) catalytic Claus reactor stages and a
stage where the remaining H2S is selectively oxidized with air. The
partial combustion of H2S at the front end of the unit is achieved by
means of a ratio controlled flow of air.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 48 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
4.3 OFFPLOT FACILITIES
The Offplot Facilities are located approximately 4 kilometres from the main
processing area and include:
LNG Rundown, Storage and Loading (Unit 71)
Condensate Rundown, Storage and Loading (Unit 73)
LNG Loading Berth (Unit 74)
Solid Sulphur, Storage and Loading (Unit 77)
Seawater System (Unit 82)
4.3.1
LNG RUNDOWN, STORAGE AND LOADING (UNIT 71)
From the Flash Drum, Tag No. 18-V005, LNG is pumped to storage by
LNG Product Pumps at a temperature of minus -162C. The subcooled LNG from Trains 1 and 2 is run down to the tanks via one
Product Rundown line.
The rundown system design pressure is the same as the design
pressure of the loading system, 30 bar.g, because under certain
operating conditions the systems are inter-connected.
During LNG loading into ship, approximately 50% of LNG product will
by-pass the LNG Flash Drum. This will compensate for the deficiency of
vapour in the LNG Storage Tanks resulting from the LNG being pumped
out.
If both LNG Product Pumps fail, 100% of the LNG Product will by-pass
the LNG Flash Drum. In this case, LNG is flashed into the storage
tanks, and a large amount of the Boil Off Gas (BOG) is produced.
From the rundown header, the LNG is flashed into LNG Storage Tanks
71-T001, 71-T002 and 71-T003 in parallel through individual rundown
QTOPS
Ras Laffan Liquefied Natural Gas
Page 49 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
leads. Each tank capacity is 140,000 m, (the largest of their type in the
world for hydrocarbon storage). LNG Tanks 71-T001 and 71-T002 are
provided for Train 1 and Tank 71-T003 is provided for 2 Train operation.
The LNG tanks are above ground type. Each tank has a pre-stressed
concrete outer wall with a reinforced concrete roof and a separate 9%
nickel steel inner tank. Refer to Figure 4.14.
The LNG loading system is designed to transport LNG from the storage
tanks to the ship. The system consists of loading and circulation lines
which traverse the distance of approximately 3 km between the LNG
storage tanks and the LNG Jetty head.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 50 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.14 LNG STORAGE TANK
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 51 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.15 LNG STORAGE AND LOADING
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 52 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.16 CONDENSATE STORAGE AND LOADING
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 53 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
4.3.2 CONDENSATE RUNDOWN, STORAGE AND LOADING (UNIT 73)
The Condensate Rundown, Storage, and Loading Facilities consist of
condensate storage tanks, condensate loading pumps, condensate
rundown line from the Inlet Facilities (Unit 10) and a condensate loading
line which ties into Qatargass ship loading facilities.
The Qatargas Condensate ship loading facilities shall be co-used by
Qatargas and RasGas. Ship loading facilities consist of a 28 inch ship
loading line, two loading arms, platform drain drum, pump and the
associated control room, power supply and fire fighting system.
The switching between the Qatargas and RasGas loading operations is
achieved by interlocking the appropriate motor operated valves on the
two loading systems. The Ras Laffan condensate loading line from Ras
Laffan loading pumps ties into a tee on the discharge piping of the
Qatargas loading pumps.
The stabilized condensate from Inlet Facilities (Unit 10) flows into one of
the Condensate Storage Tanks which are floating roof type, having a
nominal capacity of 58,000 m each with tank mixers of propeller type.
Condensate is transferred from the tanks to the loading berth by
Condensate Loading Pumps at a loading rate of 4,000 m/h. Two
pumps are operated with a third on standby.
The Condensate Loading Pumps have a rated capacity of 2,000 m/h.
Minimum flow lines with flow control valves are provided around these
pumps due to their high rated capacity. Refer to Figure 4.16.
4.3.3
LNG LOADING BERTH
LNG is circulated through LNG Circulation Pumps to maintain all LNG
lines at -160C. Each tank is equipped with one LNG Circulation Pump.
In the event a Circulation Pump fails one of the four LNG Loading
Pumps may be used temporarily.
There are two modes of circulating LNG in the loading lines and tank
leads: Long circulation and short circulation. Long circulation sends
LNG from the storage tank to the loading jetty and back to the storage
tank, short circulation is used to mix the contents of the LNG storage
tanks if layering of the LNG product occurs.
QTOPS
Ras Laffan Liquefied Natural Gas
Page 54 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
One LNG loading berth has been constructed for RasGas, however
there are interconnecting lines between RasGas and QatarGas loading
systems. This interconnection will allow both companies to use either of
the dedicated LNG loading berths. Upon arrival and connection of the
loading arms, a slip stream of LNG is used to cool the loading ships
manifold. Full loading commences when the cooling operation is
completed. Both the LNG circulation pumps and the LNG loading
pumps are on flow control, and are equipped with minimum flow control
valves.
4.3.4
SOLID SULPHUR, STORAGE AND LOADING (UNIT 77)
Sulphur loading will utilise common facilities with Qatargas. The sulphur
granules are loaded into trucks and are then carried down to the Ras
Laffan Port Area for export by ship. The trucks unload the granulated
sulphur at the Port onto a Receiving Storage Conveyor. This transports
the sulphur into the Storage Hall.
The sulphur is then transported via a series of conveyors to the
Travelling Shiploader, which dumps the sulphur into the ship's hold via a
Telescopic Spout.
4.3.5
SEAWATER SYSTEMS (UNIT 82)
Seawater is used as the cooling medium in a once through arrangement
and as feed water to the desalination units. The seawater system
consists of the following sections:
Seawater Intake
Seawater Distribution
Seawater Outfall
The intake facilities are located at the Ras Laffan Harbour about 6 km
from the LNG plant. The intake is designed for the operational cooling
water demand, and utilities requirements to accommodate 2 Train
Operation.
Seawater (maximum temperature: 35C, minimum
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 55 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
temperature: 15C) is drawn from the harbour through three parallel
channels which supply a common pump bay.
After passing through open inlet sluice gates, seawater passes through
fixed Bar Screens which remove coarse debris. The seawater then
passes through Fine Screens which are electrically driven, rotary
screens. These screens provide fine filtration of the inlet seawater.
To control marine growth throughout the Seawater System, Sodium
Hypochlorite solution from an Electrochlorination Package is
continuously injected both upstream of the bar screens and into the
pump bay. After passing through the channels the seawater flows into
the pump bay, which is designed to supply the operating demand of fire
water, cooling water and utility requirements for two Train operation.
The forebay contains six (6) unitised pump bays. Of these, four (4)
contain Seawater Pumps for two Train operation; one bay is used for fire
water pumps, and the remaining pump bay is reserved for future
expansion. The seawater pumps are vertical mixed flow pumps driven
by electric motors. Two pumps satisfy the demand of Train 1 and
utilities requirements, while a third pump is a spare.
The pump station contains all seawater and fire water pumps, pump
motors, mechanical and electrical equipment, electrochlorination unit,
pipework and valves. The main seawater supply lines are laid above
ground between the intake structure and the plant battery limit. Inside
the plant battery limits, the supply lines are located underground to
facilitate equipment access.
Seawater returns brine effluent from the desalination units and treated
effluents from Unit 87 discharge into a seawater outfall weir, which is
located outside the plant. Sea water from the outfall weir flows into an
outfall channel to the sea.
4.4 UTILITIES SYSTEMS
4.4.1
POWER GENERATION/DISTRIBUTION (UNIT 91)
The Power Generation and Distribution Facility will satisfy the power
requirements of the RasGas Onshore LNG Plant and its associated
ancillaries. Four Gas Turbine Generators (GTGs) provide the necessary
QTOPS
Ras Laffan Liquefied Natural Gas
Page 56 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
electrical power for the LNG train facilities over a wide range of
operating and environmental conditions.
Plant electrical loads include the LNG process trains, the
LNG/Condensate storage and loading facilities, utilities, offsites, marine
jetty and the administration and warehouse area.
The main power generation is located in the Utility area. Generator
drivers are GE Frame 6 gas turbine units which are equipped with
electric starter motors. Number four gas turbine is fitted with a
supplementary fired, Heat Recovery Steam Generator (HRSG).
During normal operating conditions the gas turbine equipped with
HRSG will be base loaded to maximise steam production by heat
recovery from the gas turbine exhaust. The other three gas turbines,
exhausting to atmosphere, will operate as two on line, one on standby.
A load shedding system is provided to ensure that power to selected
loads is maintained in the event of a system fault or partial loss of
generation.
Load shedding priorities are based on safety
considerations and process requirements.
For selected motors,
sequence of restart shall be controlled from individual motor starters
equipped with automatic restart modules.
Electrical power, generated at 11 kV 50 Hz stepped up to 33 kV through
captive transformers, is fed to the main 33 kV switchgear in the Main
Substation. Electric power is distributed from the 33 kV switchgear to
the following substations using 33 kV underground 100% redundant
feeders:
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 57 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Each GTG is controlled by a GE Speedtronic Mark 5 control system.
Local GTG controls, except for Generator Control Panels, are located
in vendor supplied local control cabinets and Generator Accessories
Compartments, with duplication of control and monitoring capability in
the Central Control Building. The Generator Control Panel is located in
the Main Substation.
An ELICS is provided and contains Video Display Units that display
One-line diagrams, alarms, operating data etc. The operator console
has the capability to start and stop the main and essential generators,
monitor all power system parameters down to the 415 V level, and
control all breakers down to 6.6 kV.
An essential power system shall be provided to ensure continuous
operation of critical equipment and systems during a total outage of the
main power generation system. The system shall also supply black start
power for the plant start-up and after a complete power outage.
The essential power facilities are located at the Utility Plant. They are
provided with two diesel engine driven, essential power generator set,
SS capable of supplying the total essential power requirements for the
two LNG trains. The essential power switchgear is located in the Main
Substation SS-01. The essential power system is self-contained and
suitable for continuous operation. Essential generators have the
capability of synchronizing to main power at the switchgear for
transferring load and testing.
Power to critical instruments and control systems is supplied from
redundant uniterruptible power supplies, (UPS), comprised of rectifierchargers, inverters, static transfer switches, and battery backup
systems. Battery chargers for UPS systems are connected to the
essential power system.
A separate UPS system is provided for each instrument and
telecommunication control system and main control room.
UPS
batteries are rated for 60 minutes at full load. Telecommunication UPS
batteries are rated for 6 hours at full load.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 58 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.4.2
Date: 06/24/16
Rev: 0
STEAM AND CONDENSATE SYSTEM (UNIT 92)
The Steam and Condensate System consists of steam, condensate
recovery and return, deaerators, boiler feedwater pumps, packaged
boilers, steam letdown (pressure reducing and desuperheating), and
process waste heat steam generation.
Heat Recovery Steam
Generators (HRSGs) are physically located in Unit 91 on the gas
turbine exhausts.
Two makeup water streams feed two deaerators which operate in
parallel and mechanically deaerate boiler feedwater to an outlet
specification of 7 ppb dissolved 0 2. One stream is clean steam
condensate recovered from the process units which is pumped back to
the deaerators at 100C. Contaminated condensate, as determined by
TOC (Total Organic Carbon) analyzers and manual sampling, is dumped
to the oily water sewer.
The condensate splits into two streams and is merged with softened
water at 43C from the Softened Water Units. The combined makeup
water stream enters the deaerator heater section where the dissolved
gases (02 and C02 are removed by contact with steam from the LP
Steam header. The non-condensible gases are vented from the
deaerator along with a small quantity of carrier steam. Deaerated water
flows into the deaerator storage drum. Sodium Sulfite is injected to
ensure that the low dissolved oxygen level is maintained.
Two boiler feedwater pumps, one turbine driven and one motor driven,
take suction from the deaerator storage drum and distribute boiler feed
water to the users. Normally the turbine driven pump will operate. The
motor driven unit starts automatically on low boiler feedwater header
pressure.
The utility plant letdown station generates LP steam at 5.5 bar.a and
165C by reducing the pressure of MP steam and desuperheating with
boiler feedwater. LP steam is also generated by letting down through
the steam turbine drivers of the Boiler Feedwater Pump and Softened
Water Pump.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 59 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The Sulphur Recovery Units (SRU) 19 and 29 in the process area are
producers of high, medium and low pressure steams. Low pressure
steam is produced in the Sulphur Condensers and the MP Condensate
Flash Drums. About 60% of this LP steam is supplied to the users in the
AGR and the SRU Units.
Low pressure condensate is collected in the Condensate Flash Drums
and transferred to the Utility Condensate System. MP and LP steam are
collected in MP and LP steam headers and distributed to the users
throughout the LNG facilities.
4.4.3
FUEL SYSTEMS (UNIT 93)
Fuel gas sources for normal operation of the LNG Plant are as follows:
Boil-Off Gas (BOG) leaving the LNG Storage and Loading Unit
Fuel-From Feed (FFF) taken from the Molecular Sieve Bed
Afterfilter
End-Flash Gas (EFG) from the Fuel Gas Compressors, in the
Nitrogen Rejection Unit
HP Flash gas from the HP Sulfinol Recontactor, in the Acid Gas
Removal Unit
Feed gas from the Metering Skid, in the Inlet Facilities Unit
BOG, combined with FFF, is heated to 60C by LP steam in the LNG
train area and exits the train on pressure control. The major portion of
the combined BOG/FFF gas is passed through a Mixing Drum and used
as the primary fuel for the power generation GTGs at the Utility Plant.
EFG from the Fuel Gas Compressor Aftercooler, heated to 43C by LP
Steam, provides fuel gas for the GE Frame 7 gas turbines in the LNG
Trains. HP Flash Gas from the Sulfinol Recontactor, provides most of
the fuel gas to the SRU, the Utility Plant Packaged Boilers and the
HRSG. Fuel gas for the Packaged Boilers and HRSG duct burner exits
QTOPS
Ras Laffan Liquefied Natural Gas
Page 60 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
the LNG Train, mixes with the balance of the BOG/FFF in the Fuel Gas
Mixing Drum and is passed to the Packaged Boilers and HRSG.
The Sulphur Recovery Units consume fuel gas in the Main Burners,
No. 1, 2 and 3 Line Burners and the Incinerator Burner during normal
operations. During normal operation HP flash gas from the HP
Recontactor in the Acid Gas Removal Units is utilized as the fuel gas
source, via the Fuel Gas Drum, to process users described above.
Remaining HP flash gas is exported to the Fuel Gas System, via the
Fuel Gas Mixing Drum for use as boiler fuel.
Fuel Gas Source for Black Start is from the North Field Phase-1
Pipeline (domestic gas). Sufficient fuel gas is provided to start two
power generation GTGs and two Packaged Boilers.
The Diesel Fuel System consists of a Diesel Fuel Day Tank and a Diesel
Fuel Filter.
All diesel users have their own dedicated diesel fuel day tank which will
be supplied by diesel road tanker. Diesel fuel day tanks are provided
for the following users:
4.4.4
Essential Power Generators
Fresh Fire Water Pump Drivers
Seawater Fire Pump Drivers
Diesel Fuel Day Tank For Local Use (Trucks and Cranes)
FRESH WATER SYSTEMS (UNIT 94)
Refer to Figure 4.17
The Fresh Water Systems consist of Desalination Water System,
Service Water System, Potable Water System, Demineralised Water
System, Softened Water System and Fresh Cooling Water System.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 61 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The Desalinated Water System consists of Desalination Units,
Desalinated Water Tanks and Desalinated Water Pumps.
A
hydrocarbon analyzer is provided on the feed water lines to detect any
hydrocarbon contamination in the seawater. This analyzer sends an
alarm to the Central Control Building and isolates the Desalination Units
by closing upstream isolation valves to prevent ingress of contaminated
feed water into the fresh water system.
Feedwater to the two Desalination Units is seawater from the seawater
supply headers to the Fresh Water Cooling area. A chemical injection
package injects a dechlorination chemical into the common feed water
header to the Desalination Units. After chemical injection the header
splits to feed seawater to the Desalination Units.
Distillate (desalinated water) formed in the evaporative units is collected
and pumped by motor driven distillate pumps to two Desalinated Water
Tanks. A conductivity analyzer is provided on the outlet of the
Desalination Units with a high conductivity alarm in the Central Control
Room (CCR).
Reject brine is collected and pumped by motor driven brine pumps to
the Seawater Outfall for disposal with the seawater from the Fresh
Cooling Water Area.
Desalinated Water at 7.0 bar.a and 43C, is pumped to the following
locations:
Remineralisation Unit
Fresh Fire Water Tank
Softener Unit
Service Water System Header
Irrigation Water Tank
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 62 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Demineraliser Unit
The service water system supplies water for the utility hose stations,
sanitary use in various buildings in the Plant area, gas seals in
manholes in the Plant, and as dilution water for contaminated
condensate dump to the Oily Water Sewer. The service water header is
fed from the desalinated water supply header.
The potable Water System consists of the Remineralisation Unit,
Potable Water Storage Tanks, and Potable Water Pumps. The capacity
of this system is independent of the number of LNG trains.
Feedwater to the remineralisation Unit is desalinated water. Carbon
Dioxide gas is injected into the common feed to lower the pH. The feed
then splits to two remineralisation beds. After remineralisation, a
hypochlorite solution is injected into the common outlet for biological
control. Chlorinated potable water at 5.0 bar.a and 43C is then passed
to the Potable Water Tanks.
The Demineralised Water System consists of the Demineralization Unit,
a Demineralised Water Storage Tank, and Demineralised Water Pumps.
This system is sized, based on Online and Offline cleaning of a single
gas turbine at a time (Frame 7s and Frame 6s).
Feed water to the Demineralization Unit is desalinated water. The feed
splits to two Mixed Bed Polishers. After passing through the Mixed Bed
Polisher, the demineralised water at 5.0 bar.a and 43C is passed to the
Demineralised Water Storage Tank. A conductivity analyzer is provided
on the outlet of the Demineralization Unit with a high conductivity alarm
in the main control room.
From the storage tank, the Demineralised Water Pumps transfer
Demineralised Water at 8.5 bar a and 43C to the online Gas Turbine
Cleaning Water Header and to the Offline Cleaning Water Drum.
Cleaning agents are manually added to the drum. Offline Cleaning
Water Pumps circulate offline cleaning solution which is heated by LP
Steam.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 63 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
The Softened Water System consists of the Water Softener Unit (Zeolite
Softeners complete with brine Regeneration System), Softened Water
Storage Tanks and Softened Water Pumps.
Feedwater to the Softener Unit is desalinated water. The feed splits to
three softeners. After passing through the Softener Unit, Softened
Water at 5.0 bar.a and 43C is passed to the Softened Water Tanks. A
hardness analyzer is provided on the outlet of the Softener Unit with a
high hardness alarm in the main control room.
From the storage tanks, the Softened Water Pumps transfer Softened
Water at 7.0 bar.a and 43C to the following locations:
Chemical Injection Systems at the SRU
Deaerators
Fresh Cooling Water Storage Tanks
The Fresh Cooling Water System consists of Fresh Cooling Water
Tanks, Fresh Cooling Water Pumps and Fresh Cooling Water Coolers.
Each LNG train is provided with a dedicated Fresh Cooling Water Tank,
pumps and coolers. Provision for upstream and downstream cross
connections between each fresh cooling water system is provided for
flexibility
Makeup water to the Fresh Cooling Water System is Softened Water to
the Fresh Cooling Water Tanks. Fresh Cooling Water Pumps take
suction from a common header which is fed by the cooled Fresh Cooling
Water Return, the Fresh Cooling Water Coolers and the Fresh Cooling
Water Tanks.
The Fresh Cooling Water Pumps circulate fresh cooling water at 6.3-6.9
bar.a and 38C to the LNG trains, the Condensate Stabiliser, the Acid
Gas Removal Unit, and the Utility Plant. A Fresh Cooling Water Start-up
Pump is provided to fill the system and serve limited users on initial
start-up.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 64 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Fresh Cooling Water Return at 2.5 bar.a and 47.3C is cooled by oncethru seawater in the Fresh Cooling Water Coolers and passed directly
to the Fresh Cooling Water Pump Suction Header.
Hydrocarbon gas detectors are provided on the vents from the Fresh
Cooling Water Tanks to indicate hydrocarbon leakage from the process
into the Fresh Cooling Water System.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 65 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
FIGURE 4.17 WATER SYSTEMS
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 66 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.4.5
Date: 06/24/16
Rev: 0
COMPRESSED AIR SYSTEMS (UNIT 95)
The Compressed Air System consists of air compressors, wet air
receivers, air dryers, instrument air receivers, and an extraction system
for using GTG compressed air.
Compressed air is extracted, on pressure control, from the gas turbines
in power generation service, manifolded together, cooled by Extracted
Air Coolers and passed to the Extracted Air Receivers, at 8.8 bar.a and
48C.
Compressed air, on pressure control, from two Air Compressor
Packages, is passed to Wet Air Receivers at 10.3 bar.a and 48C. From
the Extracted Air Receivers, compressed air flows to the Air Dryers at
8.6 bar.a and 48C. Dry air from the Air Dryers is passed to the
Instrument Air Receivers at 8.0 bar.a and 48C. Dry compressed air
from the Instrument Air Receivers feeds the Instrument Air System and
the Service Air System. A shutoff valve is provided on the feed line to
the Service Air System to cut the feed to that system on low air pressure
(7.5 bar.a) in the Instrument Air Receivers.
From the Wet Air Receivers compressed air flows to the Nitrogen Plant.
A shutoff valve is provided on the feed line to the Nitrogen Plant to cut
the feed to the plant on low air pressure (7.3 bar.a) in the instrument Air
Receivers.
4.4.6
NITROGEN SYSTEMS (UNIT 96)
The Nitrogen production plant consists of two Liquefaction Packages
(cryogenic air separation process). The packages can produce both
gaseous and liquid nitrogen from the compressed air which is fed to
them. Nitrogen gas from the packages flows directly into the nitrogen
distribution system.
Liquid nitrogen is stored in tanks for later
vapourisation when the demand for nitrogen gas is high.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 67 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
4.4.7
Date: 06/24/16
Rev: 0
OFFPLOT UTILITIES (UNIT 99)
The offplot areas which require utilities supply are as follows:
LNG Storage Tanks and BOG Compressor (Unit 71)
Seawater Intake (Unit 82)
LNG Loading Jetty (Unit 74)
Condensate Storage Tanks (Unit 73)
Instrument air is supplied to all users of instrument and plant air in the
Offplot areas. Remote instrument air holder vessels are provided in the
LNG Storage and BOG Compressor Area, LNG Jetty Area, Seawater
Intake Area and Condensate Storage Area. An automatic shutdown
valve provided on the service air header maintains air pressure in the
instrument air holder vessels.
Potable water is supplied to LNG Storage, LNG Jetty, Seawater Intake
and Condensate Storage areas as a source for potable and service
water.
Nitrogen in a vapor form is supplied from onplot LNG Plant Area to LNG
Storage and BOG Compressor Area, Condensate Storage Tank Area
and LNG Jetty Area. Nitrogen Holders (buffer tanks) are provided in
LNG Storage and Jetty Areas.
Diesel fuel oil is required only at the Seawater Intake Structure for the
diesel engine driven sea fire water pumps. Diesel fuel oil is supplied by
a diesel fuel tank truck.
Fuel gas is required at the Offplot facilities for LNG tankage and jetty
flare. The fuel gas can be supplied from the Boil Off Gas (BOG) system
and the LNG circulation when the LNG plant is in operation. LPG
bottles shall be provided for initial start up and as a backup to light off
the pilot and the flare.
Steam is not supplied to the Offplot areas. Electric heat tracing is sued
for heating instrument and instrument piping.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 68 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
5
Date: 06/24/16
Rev: 0
FIRE PROTECTION AND SAFETY
5.1 GENERAL
The fire protection systems provided for the LNG facilities are self sufficient
without any outside support. The systems are capable of dealing with any
potential fire source release and fire hazard. Automatic and/or remote actuation
capability for fire protection from the fire station and the local control room are
provided to minimise fire fighting manpower requirements. The facilities
handling LNG/LPG are furnished with all necessary protection to cover all
possible hazard scenarios such as gas release without fire, liquid release
without fire, torch fire and pool fire.
The following protection systems are provided:
Fire and Gas Detection
Fire Hydrants
Fixed Fire Monitors
Oscillating Fire Monitors
Fire Water Sprays
High Expansion Foam Systems
Dry Chemical Fire Suppresent Systems
Fire Proofing (Buildings and Steelwork)
Personal Protective Equipment
5.2 FIRE WATER SUPPLY
Fresh Water is used as the primary source of water for fire protection with
seawater as a back-up source, the fire water system consists of a fresh water
piping grid covering all Onplot and Offplot areas.
A Fire Water Storage Tank, (fresh water) has the capacity to hold maximum fire
water demand for four (4) hours is provided to fight a major single fire.
Provision is made to supply desalinated water from the Desalinated Water
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 69 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Storage Tanks to this fire water storage tank to keep it full. A back-up seawater
connection from the seawater cooling lines is provided to this tank. Seawater
Fire Pumps are operated only when the Seawater Pumps are not in operation
and fresh fire water storage for four (4) hours is depleted.
A direct connection from the Seawater Fire Pumps, is provided to the fresh fire
water piping main. This supplies seawater as backup fire water to Condensate
Storage, LNG Storage and LNG Jetty Areas. This will allow isolation of any
single area without loss of fire water source. The following Fire Water Pumps
support the fire water system:
5.2.1
Fresh Water Fire Pumps
Fresh Water Fire Jockey Pumps
Seawater Fire Pumps
FIRE WATER MAIN SYSTEM
The fire mains are laid out in loops or grids along the roads on four
sides of the process area, utility area, tankage area and building area.
Fire mains around the process area and utility area are buried
underground. For Offplot areas fire mains are laid out above ground
except at road crossings. Pump discharge lines from fire pumps are
arranged to supply fire water to the fire main grid system from two
different directions, to ensure continuous fire water supply even when
any one supply source line is blocked or failed.
The fire main lines on the LNG facilities are cement lined and the water
velocity in these lines will not exceed 3 m/s. A number of block valves
and flushing connections are provided for isolation and draining.
5.2.2
FIRE WATER HYDRANTS
Fire water hydrants are located 60 m apart around the process area
and 90m apart around Utility, Offplot and building areas. Any given
area can be accessed by 2 inch diameter, 75 m length hose.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 70 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Hydrants are located at least 15 m away from equipment or 12 m away
from buildings to be protected.
One (1) fire hydrant is located on the roof platform of each LNG tank.
Hose boxes are strategically located and furnished with four (4) fire
hoses, one (1) fog to straight stream nozzle and two coupling gaskets.
5.2.3
WATER MONITORS
The following monitor types are provided:
Fixed Water Monitor
Portable Wheeled Water Monitor
Ground Oscillating Fixed Water Monitor
Remotely Operated Water Monitor
Elevated Fixed Water Monitor
Equipment to be protected can be covered within a radius of 30 m from
any two fixed water monitors.
The Portable Wheeled Water Monitors can be strategically located, four
(4) monitors in each process train, two (2) monitors on LNG jetty deck
and one (1) monitor on the condensate jetty deck.
The Ground Oscillating Fixed Water Monitors are provided for the
protection of the Slug Catcher and Condensate Stabilizer. Two (2)
oscillating fixed water monitors are provided on the roof platform of each
LNG tank. Two (2) remotely operated water monitors are strategically
located on the LNG jetty deck.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 71 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
5.2.4
Date: 06/24/16
Rev: 0
FIXED WATER SPRAY SYSTEM
Fixed water spray systems are provided where equipment containing
significant volumes of flammable liquid cannot be quickly and effectively
depressured.
Fire water spray is also provided for the following:
Valve Manifold on the LNG Jetty Deck
LNG Pump Platform and Tank PSV Tail Pipe on LNG Tanks
BOG Compressors and LNG Liquid Return Pumps at BOG
Compressor Area
5.2.5
LNG Process Train Equipment
FOAM SYSTEMS
High expansion foam systems are provided for liquid spill containment
in process areas, LNG jetty and LNG storage tanks area.
A Rim Seal Foam System with tank shell mounted foam chambers and
wind girders are provided for the protection of open top floating roof
Condensate storage tanks.
5.2.6
DRY CHEMICAL EXTINGUISHING SYSTEMS
A fixed dry chemical extinguishing system is provided on the LNG jetty
deck. Carbon dioxide fixed extinguishing systems are provided in the
enclosures for MR compressor gas turbines, Propane compressor gas
turbines and Power Generation gas turbines.
The following types of portable fire extinguishers are provided:
BC (rated) (Potassium bicarbonate dry powder)
Normal 9 kg portable extinguishers
BC Normal 68 kg wheeled extinguishers
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 72 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
(Potassium bicarbonate dry powder)
5.2.7
INDOOR FIRE PROTECTION
A recently approved clean agent (FM200) extinguishing system is
provided to protect areas above and/or below the raised floors for the
following buildings:
SIH-04, SIH for LNG Storage Area
SIH-05, SIH for Condensate Storage Area
MTB, Marine Terminal Building Control Room
LCS-03, Seawater Intake Enclosure
LCS-04, Shelter for Molten Sulphur Storage and Solidification
This system (FM200) must not be used at any other location without
specific approval. Automatic water sprinkler systems are provided for
the dining area of the Canteen, Laboratory, Maintenance Work Shop,
Warehouse, Garage and Administration Building.
Indoor hydrants are located inside the buildings except for gate houses,
Satellite Instrument Houses (SIHs), Control buildings and Substations.
For control rooms, substations and analyzer houses, 6.8 kg CO 2
extinguishers are provided with a maximum travel distance of 9 m. In
addition, 20 kg CO2 wheeled extinguishers are provided at the entrance
to substations. For other buildings, 9 kg portable extinguishers are
provided with a maximum travel distance of 22.8 m.
5.2.8
FIRE STATION
A dedicated Fire House is provided for the LNG facilities and includes
the following mobile fire equipment:
One (1) First Intervention Fire Truck
Dry Powder
: 500 kg
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 73 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Pre-mixed foam solution
Rev: 0
: 3% AFFF Solution, 500 litres
(Aqueous Film Forming Foam)
Two (2) Combination Fire Trucks
3% type AFFF
: 2,000 litres
Dry Powder
: 3,000 kg
One (1) Low Expansion Foam Trailer
Type AFFF
: 5,000 litres
One (1) Ambulance
5.2.9
Furnished with all the necessary accessories
FIRE BRIGADE EQUIPMENT
A suitable number of portable extinguishers, fire hoses, water nozzles
etc., are provided at the fire station. AFFF and High expansion foam
concentrates used by fixed systems and fire trucks are stored in
portable drums, located near the fire station. Adequate storage area is
provided.
An area of approx. 70 m x 80 m, including 1200 m of paved training
floor is provided as a training ground for fire fighting. The training floor
is equipped with miscellaneous simulative training equipment. An 8 inch
branch line from the water main is run to the training ground with two (2)
hydrants.
The design of the fire and gas alarm, detection and control system (F&G
Systems), is based on programmable technology and fully distributed
control concept. The system is interfaced with the process DCS for the
purpose of monitoring only. The system has an interface with the Public
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 74 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Address and General Alarm System (PA/GA System) for sounding F&G
audible alarms.
F&G panels are distributed at strategic locations such as Local Control
Shelters (LCSs), Satellite Instrument Houses (SIHs), Marine Terminal
Building (MTB), Central Control Building (CCB) and Fire Station. These
panels receive signals from field devices for remote/automatic actuation
of the fire fighting systems and for transferring the received signals to
other F&G panels and the process DCS.
Optical fibre cables are used for data network links between F&G
panels, while conventional electrical cables are used between field
devices and the F&G panels. The optical fibre cables are dual
redundant with separate routes.
Three types of F&G mimic panels are utilised:
Simplified mimic panels indicating area-wide alarms for the whole
plant area.
Main mimic panels indicating zone alarms for the whole plant area
Local mimic panels indicating zone alarms for related areas
Simplified mimic panels are located in the plant gatehouse, in the
administration area and in the gatehouse in the sulphur handling area.
Main mimic panels are located in the CCB and the Fire Station. Local
mimic panels are located in the MTB and LCRs.
In addition to the mimic panels, Video Display Units (VDUs) are
provided in the CCB and Fire Station, to display all individual alarms for
the whole plant area.
In order to operate the fire protection systems remotely, an operating
panel is provided in the CCB and interfaced with the F&G Systems.
An operating panel is also provided in the Fire Station for the remote
start of the fire water pump and F&G audible alarms by the PA/GA
System. A printer provided in the CCB records all individual alarms and
events in the whole plant area. A local panel for each F&G System is
QTOPS
Ras Laffan Liquefied Natural Gas
Page 75 of 77
Company Limited
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
located in its own building. Common alarms of the local panel are sent
to the relevant F&G panels by means of hard-wired connections.
The fire protection system can be summarised as shown below:
Fire and Gas Panels with hard-wired mimic panel, VDU and
operating panel in the CCB and the Fire House
Fire and Gas Panels in SIHs
Fire and Gas Panels with hard-wired mimic panel in LCRs
Fire and Gas Panels with simplified hard-wired mimic panel in
plant gatehouses
Printer in the Fire Station
Local Panel (for buildings)
Gas receiving Panel (for each type of detectors)
Flammable gas detectors
H2S gas detectors
Spill detectors (low temperature detectors)
Ultraviolet/Infrared (UV/IR) or Infrared/Infrared (IR/IR) combination
fire detectors
Manual alarm call (MAC) points
Smoke detectors and heat detectors
Pressure switches for fire protection system actuation signals
5.2.10 PERSONNEL PROTECTION
The following personnel protection facilities/equipment are provided for
the LNG facilities:
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 76 of 77
ORIENTATION
Doc No: P11-X01-QTOPSAGEN-001
Process Overview Lesson Text
Date: 06/24/16
Rev: 0
Safety Showers and Eye Wash Units are provided throughout the
LNG Plant facility where hazardous and/or toxic materials such as
caustic, acid, amine, sulfur etc. are handled and/or stored. These
units are located in safe and readily accessible locations.
At least two (2) air breathing stations are provided at the periphery
of each process unit. Each station contains at least five (5) Self
Contained Breathing Apparatus (SCBAs). One air breathing
station with two (2) SCBAs is provided near the electrochlorination
unit in the Seawater Intake Area.
In addition, at least one (1) Breathing Air Trailer (BAT) in the Acid
Gas Removal Units and Sulfur Recovery Units is provided. The
BAT contains at least four (4) breathing air cylinders and other
breathing accessories. A package breathing air compressor is
located in the Fire House to refill breathing air cylinders.
QTOPS
Ras Laffan Liquefied Natural Gas
Company Limited
Page 77 of 77
You might also like
- Me2114-2 Combined Bending and Torsion Lab Report100% (1)Me2114-2 Combined Bending and Torsion Lab Report18 pages
- Achieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsNo ratings yetAchieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation Plants21 pages
- A High Capacity Floating LNG Design by Barend - Pek100% (1)A High Capacity Floating LNG Design by Barend - Pek15 pages
- 6.18 Offshore Emergency Shutdown System Design PhilosophyNo ratings yet6.18 Offshore Emergency Shutdown System Design Philosophy8 pages
- Manage Gas Feedstock and NGL Quality at Treating PlantsNo ratings yetManage Gas Feedstock and NGL Quality at Treating Plants9 pages
- Benefits of Integrating NGL Extraction and LNG RecoveryNo ratings yetBenefits of Integrating NGL Extraction and LNG Recovery8 pages
- IORVL-164C - A0V9A2 - Flow Assurance and Flowlines Attachment To U-25No ratings yetIORVL-164C - A0V9A2 - Flow Assurance and Flowlines Attachment To U-2517 pages
- UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech Presentation100% (2)UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech Presentation30 pages
- 7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systems100% (1)7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systems9 pages
- Process Design Basis Unit 107: NGL FractionationNo ratings yetProcess Design Basis Unit 107: NGL Fractionation17 pages
- LNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John MNo ratings yetLNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John M5 pages
- Unit 3 Natural Gas Liquids (NGL) Recovery Unit100% (4)Unit 3 Natural Gas Liquids (NGL) Recovery Unit22 pages
- 6.41 Materials Selection and Integrity Protection Report For OffshoreNo ratings yet6.41 Materials Selection and Integrity Protection Report For Offshore22 pages
- Simulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)No ratings yetSimulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)48 pages
- Coral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)No ratings yetCoral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)4 pages
- 10.15 Economic and Commercial Definitions PhilosophyNo ratings yet10.15 Economic and Commercial Definitions Philosophy4 pages
- Trial Lecture LNG Refrigeration ProcessesNo ratings yetTrial Lecture LNG Refrigeration Processes37 pages
- SESSION 10 (TECHNICAL) Paul Davies ConocoPhillips100% (1)SESSION 10 (TECHNICAL) Paul Davies ConocoPhillips38 pages
- LPG-Recovery Processes For Baseload LNG Plants ExaminedNo ratings yetLPG-Recovery Processes For Baseload LNG Plants Examined8 pages
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Slang Language: Amro Ismail Kasht 200802124No ratings yetSlang Language: Amro Ismail Kasht 2008021243 pages
- Electric Circuits: Dr. Mohamad Al-NaemiNo ratings yetElectric Circuits: Dr. Mohamad Al-Naemi10 pages
- Dollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson HeinleNo ratings yetDollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson Heinle2 pages
- CFBT GI - Expenses - Investment + Salvage TI CFBT - Depreciation Taxes 0.4 (TI) CFAT CFBT - Taxes NPAT TI - Taxes Intrest Tax RateNo ratings yetCFBT GI - Expenses - Investment + Salvage TI CFBT - Depreciation Taxes 0.4 (TI) CFAT CFBT - Taxes NPAT TI - Taxes Intrest Tax Rate1 page
- Note Taking Unit 6: Amro Ismail Kasht - 200802124No ratings yetNote Taking Unit 6: Amro Ismail Kasht - 2008021243 pages
- Figure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)No ratings yetFigure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)3 pages
- 1740 PharmaBiotech Osmotron Brochure enNo ratings yet1740 PharmaBiotech Osmotron Brochure en12 pages
- SR Elite, Aiims S60, MPL & LTC Aits Grand Test - 21 Paper Key (02-05-2023)No ratings yetSR Elite, Aiims S60, MPL & LTC Aits Grand Test - 21 Paper Key (02-05-2023)8 pages
- Band Theory of The Electronic Properties of Solids 2No ratings yetBand Theory of The Electronic Properties of Solids 22 pages
- Quality Control (Q.C) : Major Responsibilities of QCNo ratings yetQuality Control (Q.C) : Major Responsibilities of QC27 pages
- Smartcare Joint Tape (Roof Tape) - Code 5402 5403 5404 PDFNo ratings yetSmartcare Joint Tape (Roof Tape) - Code 5402 5403 5404 PDF2 pages
- CHE GE SEM 2 SYLLABUS Pdf by VBU & JAC UPDATESNo ratings yetCHE GE SEM 2 SYLLABUS Pdf by VBU & JAC UPDATES3 pages
- 8250 RUST INHIBITIVE OIL CK Rev (1409) PDFNo ratings yet8250 RUST INHIBITIVE OIL CK Rev (1409) PDF2 pages
- Aceite Mineral 60 USP - Ficha Tecnica - Lubline - Ingles PDFNo ratings yetAceite Mineral 60 USP - Ficha Tecnica - Lubline - Ingles PDF1 page
- IRC-114-2013 Use of Silica Fume in Rigid PavementNo ratings yetIRC-114-2013 Use of Silica Fume in Rigid Pavement14 pages
- Lab 5: Determination of Fluoride in Commercial Products and Water With An Ion Selective Electrode100% (1)Lab 5: Determination of Fluoride in Commercial Products and Water With An Ion Selective Electrode11 pages
- Making Radioactive Ion Beams Detecting Reaction ProductsNo ratings yetMaking Radioactive Ion Beams Detecting Reaction Products28 pages
- Exoelectrogenic Activity of A Green Microalgae, Chlorella, in A Bio-Photovoltaic Cells (BPVS)No ratings yetExoelectrogenic Activity of A Green Microalgae, Chlorella, in A Bio-Photovoltaic Cells (BPVS)6 pages
- Management of Biomedical Waste in India and Other Countries: A ReviewNo ratings yetManagement of Biomedical Waste in India and Other Countries: A Review14 pages
- Test Bank For Introduction To Chemistry 5th Edition by Bauer Isbn10 1259911144 Isbn13 9781259911149100% (55)Test Bank For Introduction To Chemistry 5th Edition by Bauer Isbn10 1259911144 Isbn13 978125991114936 pages






















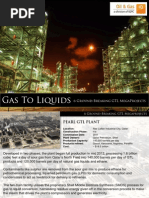





















































































- Achieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsAchieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation Plants
- A High Capacity Floating LNG Design by Barend - PekA High Capacity Floating LNG Design by Barend - Pek
- 6.18 Offshore Emergency Shutdown System Design Philosophy6.18 Offshore Emergency Shutdown System Design Philosophy
- Manage Gas Feedstock and NGL Quality at Treating PlantsManage Gas Feedstock and NGL Quality at Treating Plants
- Benefits of Integrating NGL Extraction and LNG RecoveryBenefits of Integrating NGL Extraction and LNG Recovery
- IORVL-164C - A0V9A2 - Flow Assurance and Flowlines Attachment To U-25IORVL-164C - A0V9A2 - Flow Assurance and Flowlines Attachment To U-25
- UOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech PresentationUOP Ortloff NGL LPG and Sulfur Recovery Technologies Tech Presentation
- 7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systems7T04-CS-00-TS-018 R01 Project Specificationfor Cleaning Reequirements For Piping Systems
- LNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John MLNG Short Course - Technology & LNG Chain Training Course - PetroSkills - John M
- 6.41 Materials Selection and Integrity Protection Report For Offshore6.41 Materials Selection and Integrity Protection Report For Offshore
- Simulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)Simulation, Optimal Operation and Self Optimisation of Tealarc LNG Plant (2009)
- Coral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)Coral FLNG SA Is The Special Purpose Entity Responsible To Develop and Operate Coral South Floating Platform (FLNG)
- 10.15 Economic and Commercial Definitions Philosophy10.15 Economic and Commercial Definitions Philosophy
- LPG-Recovery Processes For Baseload LNG Plants ExaminedLPG-Recovery Processes For Baseload LNG Plants Examined
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to Downstream
- Dollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson HeinleDollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson Heinle
- CFBT GI - Expenses - Investment + Salvage TI CFBT - Depreciation Taxes 0.4 (TI) CFAT CFBT - Taxes NPAT TI - Taxes Intrest Tax RateCFBT GI - Expenses - Investment + Salvage TI CFBT - Depreciation Taxes 0.4 (TI) CFAT CFBT - Taxes NPAT TI - Taxes Intrest Tax Rate
- Figure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)Figure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)
- SR Elite, Aiims S60, MPL & LTC Aits Grand Test - 21 Paper Key (02-05-2023)SR Elite, Aiims S60, MPL & LTC Aits Grand Test - 21 Paper Key (02-05-2023)
- Band Theory of The Electronic Properties of Solids 2Band Theory of The Electronic Properties of Solids 2
- Quality Control (Q.C) : Major Responsibilities of QCQuality Control (Q.C) : Major Responsibilities of QC
- Smartcare Joint Tape (Roof Tape) - Code 5402 5403 5404 PDFSmartcare Joint Tape (Roof Tape) - Code 5402 5403 5404 PDF
- Aceite Mineral 60 USP - Ficha Tecnica - Lubline - Ingles PDFAceite Mineral 60 USP - Ficha Tecnica - Lubline - Ingles PDF
- Lab 5: Determination of Fluoride in Commercial Products and Water With An Ion Selective ElectrodeLab 5: Determination of Fluoride in Commercial Products and Water With An Ion Selective Electrode
- Making Radioactive Ion Beams Detecting Reaction ProductsMaking Radioactive Ion Beams Detecting Reaction Products
- Exoelectrogenic Activity of A Green Microalgae, Chlorella, in A Bio-Photovoltaic Cells (BPVS)Exoelectrogenic Activity of A Green Microalgae, Chlorella, in A Bio-Photovoltaic Cells (BPVS)
- Management of Biomedical Waste in India and Other Countries: A ReviewManagement of Biomedical Waste in India and Other Countries: A Review
- Test Bank For Introduction To Chemistry 5th Edition by Bauer Isbn10 1259911144 Isbn13 9781259911149Test Bank For Introduction To Chemistry 5th Edition by Bauer Isbn10 1259911144 Isbn13 9781259911149