Induction Heating
Induction Heating
Download as pdf or txt
You might also like
- Mo at Source PDFDocument2 pagesMo at Source PDFcavcicNo ratings yet
- K31 ManualDocument3 pagesK31 ManualDavid KasaiNo ratings yet
- Boiler Automation FYP ReportDocument71 pagesBoiler Automation FYP ReportLakshmi OrugantiNo ratings yet
- New Inverter RefrigeratorDocument4 pagesNew Inverter RefrigeratormonikeshNo ratings yet
- Anti Sleep Alarm RDocument31 pagesAnti Sleep Alarm RPrints Bindings100% (1)
- Inverter 12v 3kv PDFDocument13 pagesInverter 12v 3kv PDFirfz44No ratings yet
- Design and Construction of An Inverter T PDFDocument45 pagesDesign and Construction of An Inverter T PDFUbiracy ZanetiNo ratings yet
- 1W and 5W Power AmplifierDocument4 pages1W and 5W Power AmplifierMikeViveNo ratings yet
- Submitted By: Rajat Garg C08541 EECE, 7th SemDocument22 pagesSubmitted By: Rajat Garg C08541 EECE, 7th Semrajatgarg90No ratings yet
- Arduino As Programmer 2015Document8 pagesArduino As Programmer 2015Iced CoolzNo ratings yet
- Seminar Report On Ocean Thermal Energy ConversionDocument21 pagesSeminar Report On Ocean Thermal Energy ConversionHARENDRA BHINCHARNo ratings yet
- Radio Frequency FiltersDocument14 pagesRadio Frequency FiltersafroxxxNo ratings yet
- Arduino Powered Solar Battery ChargerDocument15 pagesArduino Powered Solar Battery ChargerMarius DanilaNo ratings yet
- Interrupts in ArduinoDocument9 pagesInterrupts in Arduinothatchaphan norkhamNo ratings yet
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitNo ratings yet
- An Inexpensive IoT Enabler Using ESP8266Document15 pagesAn Inexpensive IoT Enabler Using ESP8266marius_danila8736100% (1)
- POV Display Project Without MicrocontrollerDocument10 pagesPOV Display Project Without MicrocontrollerZia AzamNo ratings yet
- Remote Control of Stepper MotorDocument26 pagesRemote Control of Stepper Motorarunbera007No ratings yet
- Jones Tutorial 2 On Stepping MotorsDocument125 pagesJones Tutorial 2 On Stepping MotorsVictor UrbinaNo ratings yet
- Solid State: Build Your Own Sonar System by Lou GarnerDocument3 pagesSolid State: Build Your Own Sonar System by Lou GarnerAngel MalzoneNo ratings yet
- Programmable Lead Acid Battery ChargerDocument100 pagesProgrammable Lead Acid Battery ChargerRaul PraNo ratings yet
- MICROCONTROLLER-based DC Motor Speed ControllerDocument8 pagesMICROCONTROLLER-based DC Motor Speed Controllerranjithsim100% (1)
- Project Report Bukenya Sem 4 2024Document41 pagesProject Report Bukenya Sem 4 2024edwinhunt256No ratings yet
- Waste Plactics To Useful Petroleum ProductsDocument6 pagesWaste Plactics To Useful Petroleum ProductsNishant ChoubeyNo ratings yet
- Automatic Tempearture Controlled FanDocument13 pagesAutomatic Tempearture Controlled FanAbin BabyNo ratings yet
- DC Motor Speed Controller Design Using Pulse WidthDocument12 pagesDC Motor Speed Controller Design Using Pulse WidthHerman BachtiarNo ratings yet
- ES Lab Manual 1Document95 pagesES Lab Manual 1Rufus DavidNo ratings yet
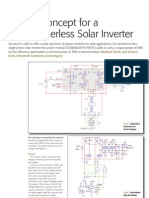
- Design Concept of Transformerless Solar InverterDocument3 pagesDesign Concept of Transformerless Solar InverterdragonjahirshaNo ratings yet
- Rockerbogie Mechanism Blackbook DataDocument42 pagesRockerbogie Mechanism Blackbook Dataharshal kaduNo ratings yet
- Solar Powered Wifi Weather Station V2.0: InstructablesDocument31 pagesSolar Powered Wifi Weather Station V2.0: InstructablesCristian Ruiz S.No ratings yet
- Brushless DC (BLDC) Motor With Arduino - Part 2Document8 pagesBrushless DC (BLDC) Motor With Arduino - Part 2Alessandro NzNo ratings yet
- Systematic Analysis of Induction Coil FailuresDocument2 pagesSystematic Analysis of Induction Coil FailuresGaddipati MohankrishnaNo ratings yet
- Lessons in Electronic Circuits VIDocument374 pagesLessons in Electronic Circuits VITugas100% (11)
- Design & Implementation of A Dual Axis Solar Tracking SystemDocument8 pagesDesign & Implementation of A Dual Axis Solar Tracking SystemMahir Asif ShadmanNo ratings yet
- Handson Technology: I2C To LCD Interface BoardDocument6 pagesHandson Technology: I2C To LCD Interface BoardAlan Robson100% (1)
- Clap Switch Circuit Electronic Project Using 555 Timer & BC-547 TransistorsDocument3 pagesClap Switch Circuit Electronic Project Using 555 Timer & BC-547 TransistorsNandanNo ratings yet
- PLC Lab Manual Delta 2018Document39 pagesPLC Lab Manual Delta 2018mohan100% (1)
- Mod ListDocument300 pagesMod ListTỏa Sáng100% (1)
- Arduino Based Fire Fighting Robot: Submitted byDocument30 pagesArduino Based Fire Fighting Robot: Submitted byHULK 007No ratings yet
- Solar Power Charge Controller Seminar PresentationDocument16 pagesSolar Power Charge Controller Seminar PresentationPravat SatpathyNo ratings yet
- Induction Heating: From Wikipedia, The Free EncyclopediaDocument4 pagesInduction Heating: From Wikipedia, The Free EncyclopediajerryakilaNo ratings yet
- Induction FurnaceDocument4 pagesInduction FurnaceMuhammad Noman100% (1)
- Induction Heating Lab ManualDocument7 pagesInduction Heating Lab ManualAshish VermaNo ratings yet
- M. Hari Priya, 2. Megha Pandey, 053 3. Meekala Nikitha, 054 4. Manas Mondal, 056 5. Nachiket Bapat, 057Document16 pagesM. Hari Priya, 2. Megha Pandey, 053 3. Meekala Nikitha, 054 4. Manas Mondal, 056 5. Nachiket Bapat, 057Abhilash MallikarjunaNo ratings yet
- Induction FurnaceDocument33 pagesInduction Furnacesing_r100% (3)
- High Frequency Induction HeatingDocument14 pagesHigh Frequency Induction HeatingEd Seward100% (3)
- Akhila - 042 Pravallika - 043 Suresh - 044 Rahul - 045 Sravya - 046Document33 pagesAkhila - 042 Pravallika - 043 Suresh - 044 Rahul - 045 Sravya - 046Anand Kumar PuniaNo ratings yet
- Induction FurnaceDocument5 pagesInduction FurnaceOmar MushtaqNo ratings yet
- Fyp 1Document9 pagesFyp 1Muhammad AsadNo ratings yet
- State of The Art of An Induction Furnace Design Construction and Control IJDocument5 pagesState of The Art of An Induction Furnace Design Construction and Control IJUma KoduriNo ratings yet
- Induction FurnaceDocument16 pagesInduction FurnaceMURSELIM ALINo ratings yet
- Induction FurnaceDocument16 pagesInduction FurnaceDeepak VishwakarmaNo ratings yet
- GH IA Induction Heating GuideDocument12 pagesGH IA Induction Heating GuidetsrforfunNo ratings yet
- Richi Burnette Induction TheoryDocument36 pagesRichi Burnette Induction TheoryMohiuddin HimelNo ratings yet
- Electric Induction FurnaceDocument16 pagesElectric Induction FurnaceAshok PradhanNo ratings yet
- Induction Heating Tecnology - VerDocument8 pagesInduction Heating Tecnology - Verdenivaldo2009No ratings yet
- Ieee Conference Paper - 01Document9 pagesIeee Conference Paper - 01Asha PatilNo ratings yet
- Not ChingDocument2 pagesNot ChingjjzoranNo ratings yet
- CONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFDocument4 pagesCONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFjjzoranNo ratings yet
- Conventional or Ram Edm (Die Sinker Edm)Document4 pagesConventional or Ram Edm (Die Sinker Edm)jjzoranNo ratings yet
- Room Temperature: Water inDocument1 pageRoom Temperature: Water injjzoranNo ratings yet
- Air Changes Per HourDocument2 pagesAir Changes Per HourjjzoranNo ratings yet
- Mathematical Modeling of Gasification and Combustion of Biomass in MatlabDocument10 pagesMathematical Modeling of Gasification and Combustion of Biomass in MatlabJean Carlos Gonzalez HernandezNo ratings yet
- Monte Carlo Particle Numbering SchemeDocument3 pagesMonte Carlo Particle Numbering SchemeAbdel Nasser TawfikNo ratings yet
- FSR 2-2008Document8 pagesFSR 2-2008JeanNo ratings yet
- 2 - Kitchen and Utility RoomsDocument24 pages2 - Kitchen and Utility RoomscyruskuleiNo ratings yet
- Pipesim User Guide 2011Document760 pagesPipesim User Guide 2011Jorge RomeroNo ratings yet
- DamsDocument23 pagesDamsMuhammad Usman100% (2)
- Capstone Research (Gr. 4)Document35 pagesCapstone Research (Gr. 4)ShyenNo ratings yet
- Preliminary Heat ExchangerDocument4 pagesPreliminary Heat ExchangerCasey ChengNo ratings yet
- Design and Implementation in Testing and Monitoring of Lead-Acid Battery Using ArduinoDocument80 pagesDesign and Implementation in Testing and Monitoring of Lead-Acid Battery Using ArduinoEdsel Ian S. FuentesNo ratings yet
- Activity 1.2 Familiarization of Components and EquipmentsDocument7 pagesActivity 1.2 Familiarization of Components and EquipmentsMALAKIPWETKONo ratings yet
- Training Cum Qsb5.9 Tier2Document12 pagesTraining Cum Qsb5.9 Tier2Dimitar Dimitrov100% (1)
- 303-04b Fuel Charging and Controls TurbochargerDocument16 pages303-04b Fuel Charging and Controls TurbochargerDarren ANo ratings yet
- (Ej Guide) : Lateral, Angular and Combined Deflection ExamplesDocument4 pages(Ej Guide) : Lateral, Angular and Combined Deflection ExamplesproxywarNo ratings yet
- Digital Pressure Switch For Energy-Saving Control Ejector: ZK2-ZSV####-ADocument56 pagesDigital Pressure Switch For Energy-Saving Control Ejector: ZK2-ZSV####-AOtavio CarvalhoNo ratings yet
- 625 kVA To 750 kVADocument2 pages625 kVA To 750 kVAkrish659No ratings yet
- PrintDocument3 pagesPrintD. MoralesNo ratings yet
- EI SmallChiller CatalogDocument20 pagesEI SmallChiller CatalogCooling PartnerNo ratings yet
- STD 174 Well ControlDocument40 pagesSTD 174 Well ControlamitNo ratings yet
- Bses Training ReportDocument86 pagesBses Training ReportFariyad AnsariNo ratings yet
- Introduction To Power ElectronicsDocument28 pagesIntroduction To Power Electronicsanon_514500460100% (1)
- CrouzetDocument1 pageCrouzetrabah khichaneNo ratings yet
- John Deere 580YDocument23 pagesJohn Deere 580YPOBRETÃO CrNo ratings yet
- Optimization of Insulation Thickness - PMSODocument7 pagesOptimization of Insulation Thickness - PMSOeshwar957_447169099No ratings yet
- 3-Gas Hydrate: P GE 403 Natural Gas EngineeringDocument12 pages3-Gas Hydrate: P GE 403 Natural Gas Engineeringabu0ali095.aaNo ratings yet
- Generation/Erode: Mettur Dam Power HouseDocument20 pagesGeneration/Erode: Mettur Dam Power Housesrivaas131985No ratings yet
- 2023 Global Market Report Sugar CaneDocument42 pages2023 Global Market Report Sugar Caneraahul.krishnaNo ratings yet
- 06EE81 - Industrial Management, Electrical Estimation & EconomicsDocument21 pages06EE81 - Industrial Management, Electrical Estimation & EconomicsJeevan GNo ratings yet
- CHAPTER 6.0 Sustainable and Green EngineeringDocument41 pagesCHAPTER 6.0 Sustainable and Green Engineeringnurin100% (1)
- IFV Safety Aspects Relating To The Use of Hydrogen in Confined SpacesDocument58 pagesIFV Safety Aspects Relating To The Use of Hydrogen in Confined SpacesNafees VakilNo ratings yet
- MTZ Beitrag Die Neuen Ottomotoren en EN PDFDocument8 pagesMTZ Beitrag Die Neuen Ottomotoren en EN PDFmhafizanNo ratings yet