Glossary - Casting Terms
Glossary - Casting Terms
Download as pdf or txt
You might also like
- NADCA-Introduction To Die Casting PDFDocument116 pagesNADCA-Introduction To Die Casting PDFMichael Naím Dévora Quintanar100% (6)
- Pressure Die CastingDocument62 pagesPressure Die CastingChetan Nehete100% (2)
- Job Procedure For Eriction of TankDocument13 pagesJob Procedure For Eriction of TankAnonymous i3lI9M100% (2)
- Die Casting CalculationDocument4 pagesDie Casting CalculationBožidar GaćinovićNo ratings yet
- M1 W14Document5 pagesM1 W14AmandaNo ratings yet
- JU6H-NL34 143.5 KWDocument8 pagesJU6H-NL34 143.5 KWReza Tamba67% (3)
- Glossary-Casting Terms PDFDocument4 pagesGlossary-Casting Terms PDFmihai90No ratings yet
- BME B Project Armaan SinghDocument16 pagesBME B Project Armaan Singharmaansingh 2K20B1220No ratings yet
- Casting Forging ProcessesDocument12 pagesCasting Forging ProcessesGLORIA ESTEFANI ZAVALA ESPINOZANo ratings yet
- Intro To Die Casting PDFDocument116 pagesIntro To Die Casting PDFKmilo Giraldo100% (2)
- Pressure Die CastingDocument62 pagesPressure Die CastingARUNSFRH83% (6)
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Brief Abstract.: Metalworking Is The Process of Working WithDocument5 pagesBrief Abstract.: Metalworking Is The Process of Working WithEVANS KIPNGETICHNo ratings yet
- Long AnswerDocument3 pagesLong AnswerVarinder MouryaNo ratings yet
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyNo ratings yet
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- List of Processes Used in Marine Workshop of ShipsDocument4 pagesList of Processes Used in Marine Workshop of ShipsGiorgi KandelakiNo ratings yet
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- Manu ViseDocument25 pagesManu ViseNazrin Mohd NadzriNo ratings yet
- 8 Processing Methods: Casting (Fundición)Document7 pages8 Processing Methods: Casting (Fundición)Luis ArteagaNo ratings yet
- Glossary-Casting - TermsDocument2 pagesGlossary-Casting - TermsyogendraNo ratings yet
- Forging DefectDocument4 pagesForging DefectRashmi Bhatt NautiyalNo ratings yet
- Applications & Processing of Metal AlloysDocument17 pagesApplications & Processing of Metal AlloysSohaibNo ratings yet
- Forging NotesDocument71 pagesForging Notesmaddy_scribd100% (1)
- Metal Joining Process: Prepaed By: Vachhani Parth KDocument23 pagesMetal Joining Process: Prepaed By: Vachhani Parth KPartth VachhaniNo ratings yet
- ImportedfromGoogleNotebook MaterialScienceDocument97 pagesImportedfromGoogleNotebook MaterialScienceHarish PothepalliNo ratings yet
- Metal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItDocument8 pagesMetal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItrabikmNo ratings yet
- Die Casting - Wikipedia, The Free EncyclopediaDocument10 pagesDie Casting - Wikipedia, The Free EncyclopediaSantanu MondalNo ratings yet
- Roll Forming TechnologyDocument24 pagesRoll Forming TechnologySaravanan KanniyappanNo ratings yet
- Metal Spinning: Jump To Navigation Jump To SearchDocument8 pagesMetal Spinning: Jump To Navigation Jump To SearchMaaz Uddin SiddiquiNo ratings yet
- Laboratory 5Document10 pagesLaboratory 5Andy BirdieNo ratings yet
- CastingDocument12 pagesCastingS V Garata ReddyNo ratings yet
- Die CastingDocument4 pagesDie Castingthasarathanr1993_939No ratings yet
- Defect Related FailuresDocument24 pagesDefect Related FailuresAhmad AloudahNo ratings yet
- Permanent Mold CastingDocument2 pagesPermanent Mold CastingEditor IJRITCCNo ratings yet
- Fundamentals of Welding InspectionDocument53 pagesFundamentals of Welding InspectionIlyes kNo ratings yet
- Project Report: Metal FormingDocument14 pagesProject Report: Metal FormingohcomeonNo ratings yet
- Metal Fabrication - WikipediaDocument4 pagesMetal Fabrication - WikipediaSanthan SalaiNo ratings yet
- Differences Between Metal Forming Process and Casting ProcessDocument21 pagesDifferences Between Metal Forming Process and Casting ProcessFarhana Eyla75% (4)
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Steel Glossary SBBDocument36 pagesSteel Glossary SBBshraktuNo ratings yet
- Tool and DieeDocument24 pagesTool and DieeSeare TekesteNo ratings yet
- Metal Casting Technology: Digital Assignment 2Document11 pagesMetal Casting Technology: Digital Assignment 2Sanket GandhiNo ratings yet
- Termapaper-Design and ManufacturingDocument12 pagesTermapaper-Design and ManufacturingOmkar Kumar JhaNo ratings yet
- Die Casting: From Wikipedia, The Free EncyclopediaDocument6 pagesDie Casting: From Wikipedia, The Free EncyclopediagodseNo ratings yet
- Ductile Iron: 2002 Issue 2Document47 pagesDuctile Iron: 2002 Issue 2karthikkandaNo ratings yet
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Document21 pagesReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- Friction Stir WeldingDocument4 pagesFriction Stir WeldingarianaseriNo ratings yet
- Cutting and Grinding Equipment: Module For First Quarter Week 1Document11 pagesCutting and Grinding Equipment: Module For First Quarter Week 1JayNo ratings yet
- Casting and MouldingDocument17 pagesCasting and MouldingMD AFSHANNo ratings yet
- Digital Assignment 2Document13 pagesDigital Assignment 2Goutham ReddyNo ratings yet
- Fabrication of MetalDocument22 pagesFabrication of MetalaurangzaibNo ratings yet
- Forging ProcessDocument4 pagesForging ProcessSirat kalsii100% (1)
- Welding, Brazing & Soldering PDFDocument9 pagesWelding, Brazing & Soldering PDFSuryakant PrabhuNo ratings yet
- Stud WeldingDocument1 pageStud WeldingzidaaanNo ratings yet
- Sheet Metal Part Design GuidelinesDocument46 pagesSheet Metal Part Design GuidelinesAbhishek KherodkarNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Outside of The Dte: FixingDocument3 pagesOutside of The Dte: FixingBožidar GaćinovićNo ratings yet
- Defect Analysis and SolutionDocument2 pagesDefect Analysis and SolutionBožidar GaćinovićNo ratings yet
- Matrix at Start of New ProjectDocument1 pageMatrix at Start of New ProjectBožidar GaćinovićNo ratings yet
- Fileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowDocument1 pageFileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowBožidar GaćinovićNo ratings yet
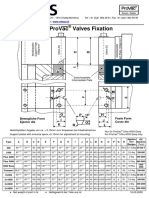
- ProVac Fixation ValvesDocument1 pageProVac Fixation ValvesBožidar GaćinovićNo ratings yet
- 06 SU Reduc ChangeODocument38 pages06 SU Reduc ChangeOBožidar GaćinovićNo ratings yet
- Fileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowDocument1 pageFileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowBožidar GaćinovićNo ratings yet
- Datasheet MET-CuOF v0201 20220329Document3 pagesDatasheet MET-CuOF v0201 20220329frankypanky123No ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- Akshay Chandrakant Metkari, 121927004Document25 pagesAkshay Chandrakant Metkari, 121927004Akshay29No ratings yet
- Peb BrochureDocument26 pagesPeb BrochureAbdul MaminNo ratings yet
- Tuyere Burning Causes in Blast FurnacesDocument4 pagesTuyere Burning Causes in Blast Furnacessatya7960100% (2)
- Flour Mill Instruction SheetDocument13 pagesFlour Mill Instruction SheetM Indra RahmansyahNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Hot Metal DesulphurisationDocument3 pagesHot Metal DesulphurisationPIY777No ratings yet
- A-14-04126 WID Trochoidal SEM en MetricDocument92 pagesA-14-04126 WID Trochoidal SEM en MetricRich PetersonNo ratings yet
- Boiler Tube LeakagesDocument33 pagesBoiler Tube LeakagesVIBHAV0% (1)
- Office Chairs From Joyce PDFDocument24 pagesOffice Chairs From Joyce PDFLarsenTwilNo ratings yet
- Foreword Izmene 99-2015Document2 pagesForeword Izmene 99-2015Стефан ЂерићNo ratings yet
- KurashikiDocument2 pagesKurashikidiyan tahsenNo ratings yet
- ASTM International - Volume 01.01 Steel - Piping, Tubing, FittingsDocument3 pagesASTM International - Volume 01.01 Steel - Piping, Tubing, Fittingsamitkumar8946No ratings yet
- Stick, Unitized, Structural GlazingDocument2 pagesStick, Unitized, Structural GlazingMary Mae JeremiasNo ratings yet
- Exp.1 Jominy End Quench TestDocument7 pagesExp.1 Jominy End Quench TestG. Dancer GhNo ratings yet
- 16 - Specification of Work - Part 22Document161 pages16 - Specification of Work - Part 22Yadunath RavikumarNo ratings yet
- S690Document2 pagesS690corsini999No ratings yet
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaNo ratings yet
- Cracks in Propeller HubDocument2 pagesCracks in Propeller Hublitos_92No ratings yet
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- Heritage Replacing Corrugated Iron RoofsDocument9 pagesHeritage Replacing Corrugated Iron RoofsthailanNo ratings yet
- Is 5620Document31 pagesIs 5620Lokesh Krishnappa0% (2)
- Sa 479Document12 pagesSa 479Widya widyaNo ratings yet
- Lecture:2 Material of Construction Dr. N. K. PatelDocument7 pagesLecture:2 Material of Construction Dr. N. K. PatelVashishtha PatelNo ratings yet
- Spiral Wound Gasket CatalogDocument30 pagesSpiral Wound Gasket Catalogmayur_lanjewarNo ratings yet
- A. Civil Engineering and ArchitectureDocument11 pagesA. Civil Engineering and ArchitectureMARIO HUAMANNo ratings yet