SG4528 015cu 101V PDF
SG4528 015cu 101V PDF
Download as pdf or txt
You might also like
- Xylan 80-510-G3196 Pfa BeDocument2 pagesXylan 80-510-G3196 Pfa BeSYED MAZHAR0% (1)
- Dimetcote 9 PDS AIDocument3 pagesDimetcote 9 PDS AIAmer Y KNo ratings yet
- Ultraconductive Coating: Conductive Coating For LSPDocument3 pagesUltraconductive Coating: Conductive Coating For LSPfaradaiNo ratings yet
- Tds - Antifouling Seaforce 60 - English (Uk) - IssueDocument3 pagesTds - Antifouling Seaforce 60 - English (Uk) - Issuewey5316No ratings yet
- 2557datasheetdekguard PUDocument2 pages2557datasheetdekguard PUMel AdNo ratings yet
- POLYTEXDocument2 pagesPOLYTEXDon AlexNo ratings yet
- Jotazinc PDFDocument4 pagesJotazinc PDFAnonymous YtgIj2A9nWNo ratings yet
- Hayparoof: Technical Data SheetDocument3 pagesHayparoof: Technical Data SheetHisham BerrasaliNo ratings yet
- Tds - Antifouling Seaforce 90 - English (Uk) - IssueDocument3 pagesTds - Antifouling Seaforce 90 - English (Uk) - Issuewey5316No ratings yet
- Tds - Roofguard - English - Issued.18.11.2002Document3 pagesTds - Roofguard - English - Issued.18.11.2002BNo ratings yet
- Interthane 753Document4 pagesInterthane 753Ashta VakrNo ratings yet
- Penguard FC - English (Uk) - Issued.06.12.2007Document4 pagesPenguard FC - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- TDS - Jotacote 410 - Issued.06.12.2007 - 2Document3 pagesTDS - Jotacote 410 - Issued.06.12.2007 - 2musaismail8863No ratings yet
- TDS - Chemflake Special - English (Uk) - Azad (Jotun Paints Ras Tanutra)Document4 pagesTDS - Chemflake Special - English (Uk) - Azad (Jotun Paints Ras Tanutra)Robert Clark100% (1)
- Paint SpecDocument2 pagesPaint Specjoydeep24088563No ratings yet
- JOTUN DECO Jotashield Extreme SilkDocument3 pagesJOTUN DECO Jotashield Extreme SilkhemajsuryaNo ratings yet
- Intergard 986Document4 pagesIntergard 986Ashta VakrNo ratings yet
- Interzone 101Document0 pagesInterzone 101hennawijayaNo ratings yet
- Jotaguard 630Document4 pagesJotaguard 630Christine HermawanNo ratings yet
- Intertherm 838Document4 pagesIntertherm 838Ashta VakrNo ratings yet
- Penguard Midcoat - English (Uk) - Issued.26.11.2010Document4 pagesPenguard Midcoat - English (Uk) - Issued.26.11.2010Faisal NismarNo ratings yet
- Masterflex 700 GGDocument3 pagesMasterflex 700 GGHaresh BhavnaniNo ratings yet
- SeaForce 90 - English (Uk) - Issued.06.12.2007Document3 pagesSeaForce 90 - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Jotashield Topcoat SilkDocument3 pagesJotashield Topcoat SilkajuhaseenNo ratings yet
- Megayacht Imperial Antifouling DataDocument3 pagesMegayacht Imperial Antifouling DatakormatekNo ratings yet
- JOTUN DECO Jotashield Extreme MattDocument3 pagesJOTUN DECO Jotashield Extreme MattWeasley RonNo ratings yet
- MTM44 1 Datasheet Issue6Document6 pagesMTM44 1 Datasheet Issue6Leolix PavlixNo ratings yet
- Pds CPD Sikadur301 UsDocument2 pagesPds CPD Sikadur301 UsGabriel MazariegosNo ratings yet
- Operation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryDocument10 pagesOperation Manual For Perfluorinated Ion-Exchange Membrane Which Used in Chlor-Alkali IndustryBoris GNo ratings yet
- Aluflex - English (Uk) - Issued.06.12.2007Document3 pagesAluflex - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Penguard Primer PDFDocument4 pagesPenguard Primer PDFheri_prasetyadi7715No ratings yet
- Penguard Stayer - English (Uk) - Issued.06.12.2007Document3 pagesPenguard Stayer - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Interprime 198 PDFDocument4 pagesInterprime 198 PDFandreaju2013No ratings yet
- BASF MasterSeal M 800Document4 pagesBASF MasterSeal M 800Mohiuddin Muhin100% (2)
- Lupolen 2420 D: Features ApplicationsDocument2 pagesLupolen 2420 D: Features ApplicationsGabs GabrielaNo ratings yet
- Penguard Primer Datasheet " Azadjotun"Document3 pagesPenguard Primer Datasheet " Azadjotun"AzadAhmadNo ratings yet
- Polyguard PEDocument2 pagesPolyguard PEabcd1860100% (1)
- Masterflex 700 PGDocument3 pagesMasterflex 700 PGHaresh BhavnaniNo ratings yet
- 232 Ultrabond Eco 380 UkDocument4 pages232 Ultrabond Eco 380 UkFloorkitNo ratings yet
- POLYCOATDocument2 pagesPOLYCOATGeorge TsiamtsourisNo ratings yet
- Naviguard ME - English (Uk) - Issued.06.12.2007Document3 pagesNaviguard ME - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- TDS - Resist 86Document4 pagesTDS - Resist 86EricNo ratings yet
- TDS - Penguard Express ZP - English (Uk) - Issued.26.11.2010Document4 pagesTDS - Penguard Express ZP - English (Uk) - Issued.26.11.2010Anindya Aulia PratiwiNo ratings yet
- RF-9801 Lamination Adhesive For Soft PackageDocument4 pagesRF-9801 Lamination Adhesive For Soft PackageWasif AzimNo ratings yet
- Marathon IQ GF - English (Uk) - Issued.06.12.2007Document3 pagesMarathon IQ GF - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Amercoat 471 Application May 08Document2 pagesAmercoat 471 Application May 08Biju_PottayilNo ratings yet
- TDS 418 GlueDocument3 pagesTDS 418 GlueKhaled OmairiNo ratings yet
- 21-5 PDS AiDocument3 pages21-5 PDS Aiuocmogiandi_aNo ratings yet
- Coal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Document3 pagesCoal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Mohamed Farag100% (1)
- Method Statement:: Dr. Fixit Roofseal Top Coat - Insulating Elastomeric Waterproof Coating For RoofsDocument4 pagesMethod Statement:: Dr. Fixit Roofseal Top Coat - Insulating Elastomeric Waterproof Coating For RoofsSudarshan KambleNo ratings yet
- Interline 1012+ds+engDocument4 pagesInterline 1012+ds+engSUBHOMOYNo ratings yet
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Document3 pagesChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- TDS - Penguard Midcoat Mio 80Document4 pagesTDS - Penguard Midcoat Mio 80GunarsyahNo ratings yet
- JotunBitum Ballastic BlackDocument3 pagesJotunBitum Ballastic BlackMekhmanNo ratings yet
- Interclene 5170: Controlled Depletion Polymer AntifoulingDocument4 pagesInterclene 5170: Controlled Depletion Polymer AntifoulingTrịnh Minh KhoaNo ratings yet
- weldon16-TDSDocument2 pagesweldon16-TDSrafaymalick68No ratings yet
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
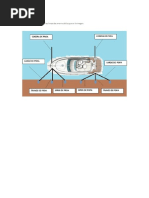
- Amarre y FondeoDocument1 pageAmarre y FondeoJamil Moreira QuirozNo ratings yet
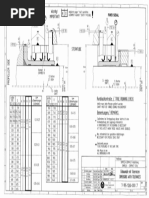
- Simplex Compact Installation TolerancesDocument1 pageSimplex Compact Installation TolerancesJamil Moreira QuirozNo ratings yet
- ZC2ZCH2 5 X 4P 1750 PDFDocument1 pageZC2ZCH2 5 X 4P 1750 PDFJamil Moreira QuirozNo ratings yet
- Ameridex O M 2.0Document21 pagesAmeridex O M 2.0Jamil Moreira QuirozNo ratings yet
- Calculo de Caida de Presion de TuberiasDocument6 pagesCalculo de Caida de Presion de TuberiasJamil Moreira QuirozNo ratings yet
- Ameridex InformationDocument2 pagesAmeridex InformationJamil Moreira QuirozNo ratings yet
- Ameridex Brazed PHE InformationDocument2 pagesAmeridex Brazed PHE InformationJamil Moreira QuirozNo ratings yet
- Catalogo de Partes EMD 645 PDFDocument586 pagesCatalogo de Partes EMD 645 PDFJamil Moreira Quiroz100% (10)
- Abs Reglas 2012 para Buques Menores A 100 M de EsloraDocument239 pagesAbs Reglas 2012 para Buques Menores A 100 M de EsloraJamil Moreira QuirozNo ratings yet
- Power Packs Utex Composicion PDFDocument4 pagesPower Packs Utex Composicion PDFJamil Moreira QuirozNo ratings yet
- Joint Universities Preliminary Examinations Board 2015 Examinations Physics: Sci-J155Document19 pagesJoint Universities Preliminary Examinations Board 2015 Examinations Physics: Sci-J155Gabriel AderinolaNo ratings yet
- Astm E399.11447Document33 pagesAstm E399.11447Weiller ML100% (2)
- Textile Processing ChemicalsDocument1,158 pagesTextile Processing ChemicalsVilas Dhakappa75% (8)
- Diesel Oxidation CatalistDocument24 pagesDiesel Oxidation CatalistVlad IoanNo ratings yet
- Thermodynamics 9e Moran - ch0Document14 pagesThermodynamics 9e Moran - ch0Rajib BaruaNo ratings yet
- NKK Guidance For Measures To Cope With Degraded Marine Heavy Fuels (Version II)Document266 pagesNKK Guidance For Measures To Cope With Degraded Marine Heavy Fuels (Version II)Charalampos ChatzivasileiouNo ratings yet
- CSEC June2011 IntegratedScience Ques1.ExDocument13 pagesCSEC June2011 IntegratedScience Ques1.ExSolita Singh100% (4)
- 11th Chemistry Test (Some Basic Concepts of Chemistry) - 01.09.24Document2 pages11th Chemistry Test (Some Basic Concepts of Chemistry) - 01.09.24Akshat MishraNo ratings yet
- Standard Proctor Test - Lab ManualDocument2 pagesStandard Proctor Test - Lab ManualmmNo ratings yet
- Pemex DjohnsonDocument44 pagesPemex DjohnsonMarcela FragozoNo ratings yet
- 19th International Conference - Hydrotr.Document6 pages19th International Conference - Hydrotr.Josip BrajkovicNo ratings yet
- Bioprocess Assignment Derive EquationsDocument12 pagesBioprocess Assignment Derive EquationsRicky LeeNo ratings yet
- Energy Balance FinalDocument26 pagesEnergy Balance FinalFahad KhokharNo ratings yet
- Bitumen With Salt PDFDocument9 pagesBitumen With Salt PDFbkswain2003No ratings yet
- HAZCOMDocument30 pagesHAZCOMkenshinkimuraNo ratings yet
- HT-04 Heat Treatment - ProcedureDocument7 pagesHT-04 Heat Treatment - ProcedureRam ThevarNo ratings yet
- Industrial PharmacyDocument19 pagesIndustrial PharmacySayeeda MohammedNo ratings yet
- Mark Scheme Jan 1996 Unit-1Document10 pagesMark Scheme Jan 1996 Unit-1Samira MahmoodNo ratings yet
- Problem Sets DanioDocument9 pagesProblem Sets DanioMark Angelo DanioNo ratings yet
- Chapter 4Document44 pagesChapter 4LynettraNo ratings yet
- Analiza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Document6 pagesAnaliza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Florin Ionita0% (1)
- ASME Stress CalcDocument96 pagesASME Stress CalclightsonsNo ratings yet
- 9 ChemistryDocument2 pages9 ChemistryamitendraNo ratings yet
- Toxicology Laboratory MIDTERM Autosaved1 MergedDocument49 pagesToxicology Laboratory MIDTERM Autosaved1 MergedrlpmanglicmotNo ratings yet
- Suva 95 (R508B)Document22 pagesSuva 95 (R508B)mdtaheriNo ratings yet
- Science 2010 PDFDocument12 pagesScience 2010 PDFashwaniNo ratings yet
- Sintesis Garam MohrDocument9 pagesSintesis Garam MohrCorinne Sanders100% (1)
- Low Carbon Concrete For Shaft and Tunnel LiningsDocument6 pagesLow Carbon Concrete For Shaft and Tunnel Liningsgioinfra IndiaNo ratings yet
- Effect of Hypobaric Frying and Impregnation On Moisture and Fat Content of Gulabjamun BallsDocument5 pagesEffect of Hypobaric Frying and Impregnation On Moisture and Fat Content of Gulabjamun BallsGame-ON YTNo ratings yet
- Group 1 - Metals and AlloysDocument9 pagesGroup 1 - Metals and AlloysJohn Jim Paul DunesNo ratings yet