Torque Settings
Torque Settings
Download as pdf or txt
You might also like
- Torque Chart - Recommended Values - Indicative OnlyDocument8 pagesTorque Chart - Recommended Values - Indicative Onlydrcnp8026100% (1)
- Maple Terrace E-Brochure PDFDocument18 pagesMaple Terrace E-Brochure PDFouguewayNo ratings yet
- Bolt Torque - Astm & IsoDocument2 pagesBolt Torque - Astm & Isoqc_53104065560% (5)
- Astm A958Document4 pagesAstm A958Gilmarasan100% (1)
- Screw TorquesDocument1 pageScrew Torquesaravindh1411No ratings yet
- Astm A325m InnerDocument7 pagesAstm A325m InnerNgiuyen Viet TienNo ratings yet
- Properties of Grade 8.8 Bolt & Nut (Iso)Document1 pageProperties of Grade 8.8 Bolt & Nut (Iso)Didik RahmadNo ratings yet
- SpecificationsDocument9 pagesSpecificationsAbdul Syukur ZNo ratings yet
- Corner Cast in Place AnchorDocument7 pagesCorner Cast in Place Anchorwaweng22No ratings yet
- Strenx 700 MC: Advanced High Strength SteelDocument2 pagesStrenx 700 MC: Advanced High Strength SteeldbaNo ratings yet
- Weight Chart For Hex Head Bolts & Eye BoltsDocument1 pageWeight Chart For Hex Head Bolts & Eye BoltsTuff qualityNo ratings yet
- BOlts ListDocument3 pagesBOlts ListBikki Cyama100% (2)
- Tightening Torque1Document1 pageTightening Torque1EngrMuhammadAzizNo ratings yet
- Me136p Experiment No. 9 Proof Strength Load Test of Bolts and NutsDocument8 pagesMe136p Experiment No. 9 Proof Strength Load Test of Bolts and NutsJohn Henry SalvadoNo ratings yet
- The Gin PoleDocument4 pagesThe Gin PolebongoloidNo ratings yet
- High Strength Hexagon Bolts (JIS B1186)Document4 pagesHigh Strength Hexagon Bolts (JIS B1186)Mario HanamiciNo ratings yet
- Zhongyi Portable X-Ray EquipmentDocument6 pagesZhongyi Portable X-Ray EquipmentdhasdjNo ratings yet
- Rules For Reusing BoltsDocument4 pagesRules For Reusing Boltsaataylor83No ratings yet
- Gin PoleDocument51 pagesGin PoleKeith CuberoNo ratings yet
- DLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsDocument50 pagesDLT 5019-94 Specification For Manufacture-Erection and Formal Acceptance of Gate Hoist in Hydraulic and Hydroelectric ProjectsAlexander Gotte100% (1)
- Metric Bolt Torque TableDocument1 pageMetric Bolt Torque TableChittaranjan PradhanNo ratings yet
- What Is Snug-Tightened PDFDocument2 pagesWhat Is Snug-Tightened PDFMartín50% (2)
- Coefficients of FrictionDocument7 pagesCoefficients of Frictionswordprinces100% (1)
- Bolt Torque TighteningDocument2 pagesBolt Torque Tighteningqc_531040655100% (1)
- CE202L1 LocalBucklingDocument16 pagesCE202L1 LocalBucklingasdasNo ratings yet
- Design Manual For Structural Stainless Steel Design Example 7 enDocument6 pagesDesign Manual For Structural Stainless Steel Design Example 7 enAl7amdlellah100% (1)
- 07-02 - Bridge CranesDocument12 pages07-02 - Bridge CranesFolayemi0% (1)
- Hyundai Welding Handbook (12th)Document352 pagesHyundai Welding Handbook (12th)shijumon730% (1)
- 171-178 EurocodeDocument8 pages171-178 EurocodeDeana WhiteNo ratings yet
- PLP Solar PanelDocument8 pagesPLP Solar PanelCarlos SolerNo ratings yet
- Hilti Anchor BoltsDocument1 pageHilti Anchor Boltsmosros123No ratings yet
- Print Web-2Document2 pagesPrint Web-2aries andhikaNo ratings yet
- 5 MT DG Eot Crane Span 25 MeterDocument1 page5 MT DG Eot Crane Span 25 MeterElencheliyan PandeeyanNo ratings yet
- Standard Bolt Tightening TorqueDocument2 pagesStandard Bolt Tightening TorqueAristo Onan100% (1)
- Davit Calc - LP - Parapet - Rev 02Document43 pagesDavit Calc - LP - Parapet - Rev 02kiruba shankarNo ratings yet
- Analysis of Main Beam of Bridge Crane Based On ANSYSDocument5 pagesAnalysis of Main Beam of Bridge Crane Based On ANSYSInternational Journal of Research in Engineering and ScienceNo ratings yet
- Welding 01Document307 pagesWelding 01belkadelNo ratings yet
- Standard Torque Values - Metric SystemDocument1 pageStandard Torque Values - Metric Systemnate anantathat100% (1)
- Dimensions, Sizes and Specification of BS 4505 and en 1092 FlangesDocument5 pagesDimensions, Sizes and Specification of BS 4505 and en 1092 FlangesHanumanthu GollaNo ratings yet
- S275 S355 Data Sheet 2021Document1 pageS275 S355 Data Sheet 2021CarloNo ratings yet
- R1116010-00000-CI-SPC-0003-0-Anchor BoltDocument16 pagesR1116010-00000-CI-SPC-0003-0-Anchor BoltLNo ratings yet
- Bolt Grade Markings and Strength Chart: Mechanical Properties Head Marking Grade and Material Nominal Size Range US BoltsDocument1 pageBolt Grade Markings and Strength Chart: Mechanical Properties Head Marking Grade and Material Nominal Size Range US BoltsIrfan AliNo ratings yet
- Pulleys - Sole Plates - Standard Sole Plate DataDocument3 pagesPulleys - Sole Plates - Standard Sole Plate DataWaris La Joi Wakatobi0% (1)
- Bearing ScheduleDocument3 pagesBearing Schedule정진교No ratings yet
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 pagesS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNo ratings yet
- Hea - Heb - HemDocument12 pagesHea - Heb - Hemakın ersözNo ratings yet
- Strenx 700MC D e 2017-04-20Document2 pagesStrenx 700MC D e 2017-04-20Amandeep SinghNo ratings yet
- Torque ValuesDocument10 pagesTorque ValuesEmmanuel Musaasizi100% (1)
- Datasheet Strenx 700E - en - 2016Document3 pagesDatasheet Strenx 700E - en - 2016peterNo ratings yet
- Dgcrane Crane Hook CatalogDocument16 pagesDgcrane Crane Hook CatalogNos GoteNo ratings yet
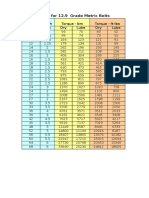
- Torque Chart For 12.9Document7 pagesTorque Chart For 12.9Amit SinghNo ratings yet
- PullOut Test DRCDocument3 pagesPullOut Test DRCpavan6595No ratings yet
- Design of Steel Base Plate On Existing Plain ConcreteDocument5 pagesDesign of Steel Base Plate On Existing Plain ConcreteHayman AhmedNo ratings yet
- Profile Laminate He-Hl: Tip Profil Dimensiuni Dimensiuni de Detaliu SuprafataDocument9 pagesProfile Laminate He-Hl: Tip Profil Dimensiuni Dimensiuni de Detaliu SuprafataMarian Moise100% (1)
- The Use of Two Nuts To Prevent Self Loosening of FastenersDocument2 pagesThe Use of Two Nuts To Prevent Self Loosening of FastenersmanbkkNo ratings yet
- Single Girder Beam ChartDocument3 pagesSingle Girder Beam ChartAnonymous YggO6T6Gz0% (1)
- Dimensions of UNP Beams European Standard EN 10025-1/2Document1 pageDimensions of UNP Beams European Standard EN 10025-1/2Winny Winer DujmićNo ratings yet
- Container Gantry Crane StructureDocument40 pagesContainer Gantry Crane StructureMogan RajNo ratings yet
- Tabel TorsiDocument4 pagesTabel TorsiwahyuekoyanuarsahNo ratings yet
- Steel Bolt ValuesDocument2 pagesSteel Bolt ValueshumaNo ratings yet
- HTD Shcs 12.9 T TorqueDocument1 pageHTD Shcs 12.9 T TorqueChandru Vel100% (1)
- Impact Wrenches: Optimal Torque of BoltDocument6 pagesImpact Wrenches: Optimal Torque of BoltFarjad KhanNo ratings yet
- Euro CodesDocument4 pagesEuro CodesKrishna KumarNo ratings yet
- PMC Comment 1011Document19 pagesPMC Comment 1011Tech DesignNo ratings yet
- SECTION 25 Swimming Pool Fountains and Similar Installations REVISEDDocument10 pagesSECTION 25 Swimming Pool Fountains and Similar Installations REVISEDtesa korNo ratings yet
- Vol.03 - Complete Guide To Temperature GradientDocument11 pagesVol.03 - Complete Guide To Temperature GradientShadi100% (1)
- Academic Block: Format ForDocument2 pagesAcademic Block: Format ForAkash SharmaNo ratings yet
- ElectrodosDocument14 pagesElectrodosanon-635614100% (6)
- Technical FF PRT C 20181016 1715231Document99 pagesTechnical FF PRT C 20181016 1715231AayeshaNo ratings yet
- Mechanism of Chip Formation in MachiningDocument4 pagesMechanism of Chip Formation in MachiningRahul Kumar KNo ratings yet
- 18 Aakriti Koirala Unbound PavementDocument51 pages18 Aakriti Koirala Unbound PavementDinesh RegmiNo ratings yet
- PRV PetrofacDocument36 pagesPRV PetrofacPradeep MagudeswaranNo ratings yet
- Mod 2 - Lec 4 - Lintels and ArchesDocument54 pagesMod 2 - Lec 4 - Lintels and ArchesPrasoon Prasenan PNo ratings yet
- Design of Steel Beams - TablesDocument4 pagesDesign of Steel Beams - TablesPonnada MarkandeyarajuNo ratings yet
- Selectie Tehnica CTA de Plafon2Document5 pagesSelectie Tehnica CTA de Plafon2auras177No ratings yet
- Supreme Beam and Block FloorDocument8 pagesSupreme Beam and Block FloorDoralba V NolanNo ratings yet
- Dryer Kenmore 110-76612690Document38 pagesDryer Kenmore 110-76612690vdh2o0% (1)
- Durability Based Design of FRP Jackets For Seismic Retrofit++Document11 pagesDurability Based Design of FRP Jackets For Seismic Retrofit++오상진No ratings yet
- Quantity Surveying - Canvas - Sheet2Document1 pageQuantity Surveying - Canvas - Sheet2Koleen CormeroNo ratings yet
- Microsoft PowerPoint - Open-Channel 1Document63 pagesMicrosoft PowerPoint - Open-Channel 1Eng Bagaragaza RomualdNo ratings yet
- Holiday Assignment-Grade 7Document3 pagesHoliday Assignment-Grade 7aryan10No ratings yet
- Thermodynamic Performance Analysis of Two Stage Vapour Compression Refrigeration Systems With Flash-Intercooler Using Eco-Friendly New RefrigerantsDocument6 pagesThermodynamic Performance Analysis of Two Stage Vapour Compression Refrigeration Systems With Flash-Intercooler Using Eco-Friendly New RefrigerantsIjrei JournalNo ratings yet
- SurkhiDocument8 pagesSurkhiqwertyNo ratings yet
- Aluminum6061DataSheet PDFDocument2 pagesAluminum6061DataSheet PDFhardik033No ratings yet
- Birla Institute of Technology and Science, Pilani Instruction Division Second Semester 2017-18 Course Handout Part IIDocument3 pagesBirla Institute of Technology and Science, Pilani Instruction Division Second Semester 2017-18 Course Handout Part IIMAYANK MAYANKNo ratings yet
- Description Unit Qty. Unit Price, Birr Item No. Total Amount, BirrDocument5 pagesDescription Unit Qty. Unit Price, Birr Item No. Total Amount, BirrARSENo ratings yet
- Types of StairsDocument6 pagesTypes of StairsTanyaNo ratings yet
- P94-1348870 SystemDocument7 pagesP94-1348870 SystemHenry D L C cavillNo ratings yet
- Composite Elevated Water Storage Tank SpecificationsDocument9 pagesComposite Elevated Water Storage Tank SpecificationsArputharaj Maria LouisNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature Servicethiagorep17No ratings yet