Replacement of Lip Seal Gasket For Heat Exchanger
Replacement of Lip Seal Gasket For Heat Exchanger
Download as doc, pdf, or txt
You might also like
- Hot Bolting Procedure PDFDocument2 pagesHot Bolting Procedure PDFmasmarkun4444100% (4)
- Painting Shop Check SheetDocument5 pagesPainting Shop Check SheetMatej dusTNo ratings yet
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri67% (3)
- Gom Region Hot Bolting Safe Work Practice (SWP) : Document Number: CD # Ups-Us-Sw-Gom-Hse-Doc-00112-2Document5 pagesGom Region Hot Bolting Safe Work Practice (SWP) : Document Number: CD # Ups-Us-Sw-Gom-Hse-Doc-00112-2Bebin Mathew100% (2)
- STS Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSTS Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- Inspection and Test Plan For Shell and Tube Heat ExchangerDocument6 pagesInspection and Test Plan For Shell and Tube Heat ExchangertomychalilNo ratings yet
- Pressure Vessel Repair ProcedureDocument2 pagesPressure Vessel Repair ProcedureMohamad Arraj75% (8)
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting ProcedureBESTIN100% (3)
- 2002 Ford F250 F-250 Truck Owners ManualDocument264 pages2002 Ford F250 F-250 Truck Owners Manualsandy24350% (2)
- DSE Installation 800+ FE Car Remote Start Keyless Entry AlarmDocument6 pagesDSE Installation 800+ FE Car Remote Start Keyless Entry Alarmi_lov2xlr8100% (2)
- Installation Procedure For Air Heater CoolerDocument4 pagesInstallation Procedure For Air Heater CoolerRachel Flores100% (1)
- Hydro Testing + Post Weld Heat TreatmentDocument20 pagesHydro Testing + Post Weld Heat TreatmentRafia ZafarNo ratings yet
- Hydrotesting of VALVE AND REFURBISHMENT PROCEDUREDocument16 pagesHydrotesting of VALVE AND REFURBISHMENT PROCEDUREISAACNo ratings yet
- On-Stream Leak Repair Techniques - Part 2Document2 pagesOn-Stream Leak Repair Techniques - Part 2qaisarabbas9002100% (1)
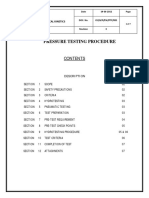
- Pressure Testing ProcedureDocument7 pagesPressure Testing ProcedureHammad AminNo ratings yet
- Leak Sealing ProcedureDocument83 pagesLeak Sealing ProcedureKrishna RaiNo ratings yet
- Maintaining and Repairing Heat Exchanger TubesDocument14 pagesMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
- Flang ManegmentDocument12 pagesFlang ManegmentYasser Abd El Fattah100% (1)
- Conpipe - CementlingDocument43 pagesConpipe - Cementlingויליאם סן מרמיגיוס50% (2)
- Heat ExchangersDocument66 pagesHeat ExchangersSaptarshi MandalNo ratings yet
- Quality Assurance Audit For Piping FabricationDocument3 pagesQuality Assurance Audit For Piping Fabricationapply19842371No ratings yet
- Hot Tapping On Operating LinesDocument20 pagesHot Tapping On Operating LinesCelestine Ozokechi100% (1)
- Furmanite Leak and Safety Valve Onsite Services PDFDocument11 pagesFurmanite Leak and Safety Valve Onsite Services PDFJessica ButlerNo ratings yet
- A4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Document22 pagesA4-Jgs1ep-Epc1-Qp-016 Rev. B (Flange Management Procedure)Darrel Espino AranasNo ratings yet
- QC PipingDocument40 pagesQC Pipinganasswati194100% (1)
- U BundleDocument16 pagesU BundleWael ElAriny100% (1)
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- SAEP-351 - Bolted Flange Joints AssemblyDocument24 pagesSAEP-351 - Bolted Flange Joints AssemblyMd Sahabul Islam100% (3)
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocument2 pagesSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyNo ratings yet
- Bolt Torquing and - TensioningDocument22 pagesBolt Torquing and - TensioningDaniel Martinez100% (1)
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi Hocine100% (1)
- Using s275jr For Asme Div1 Vessel-UnassignedDocument6 pagesUsing s275jr For Asme Div1 Vessel-UnassignedNasrul AdliNo ratings yet
- Mechanical Boiler Inspection ReportDocument1 pageMechanical Boiler Inspection ReportAfzal pathanNo ratings yet
- Inspection and Test Plan For Valve: Before ManufacturingDocument2 pagesInspection and Test Plan For Valve: Before ManufacturingkarthikNo ratings yet
- Maintenance and Inspection ProceduresDocument24 pagesMaintenance and Inspection ProceduresNIKHILNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Sulfuric Acid Sulfur Storage Tank InspectionsDocument36 pagesSulfuric Acid Sulfur Storage Tank InspectionsMohamed ZezoNo ratings yet
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocument2 pagesPages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- Risks in Facility Build Quality and Project Handover: What Happened?Document3 pagesRisks in Facility Build Quality and Project Handover: What Happened?musaismail8863No ratings yet
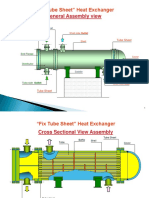
- Fix Tube Sheet Heat Exchanger MaintenanceDocument10 pagesFix Tube Sheet Heat Exchanger MaintenanceKarthik MadhuNo ratings yet
- Fin-Fan Plugs Torque Chart PDFDocument1 pageFin-Fan Plugs Torque Chart PDFcorey jacobsNo ratings yet
- Saep 311Document28 pagesSaep 311AbdullahNo ratings yet
- Plug Process Repair Heat Exchangers PDFDocument6 pagesPlug Process Repair Heat Exchangers PDFJOÃO CARLOS SILVANo ratings yet
- Snoop Leak Test LiquidDocument6 pagesSnoop Leak Test Liquidaldi_crisNo ratings yet
- 14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFDocument11 pages14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFVladimir Rodriguez LeonNo ratings yet
- STS QAC SOP 008 Tube Plugging ProcedureDocument7 pagesSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNo ratings yet
- Reapir and Altertaion Section 8Document52 pagesReapir and Altertaion Section 8waqas pirachaNo ratings yet
- Inspection and Welding Repairs of Pressure VesselsDocument8 pagesInspection and Welding Repairs of Pressure VesselsAlper Çakıroğlu100% (1)
- Oman-India Fertilizer Project OIFDocument24 pagesOman-India Fertilizer Project OIFBassam Dahham83% (6)
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- 012 2F PaperDocument10 pages012 2F PaperJean-Noël LerouxNo ratings yet
- 23 Piping InspectorDocument79 pages23 Piping InspectorBukty Siahaan100% (3)
- Garlock Metal - Gaskets TorqueDocument48 pagesGarlock Metal - Gaskets TorqueakenathorNo ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavan100% (2)
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- Cold Cutting Guideline ChecklistDocument2 pagesCold Cutting Guideline Checklisttahatekri100% (1)
- Method Statement of Hot BoltingDocument4 pagesMethod Statement of Hot BoltingMur Live75% (4)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- 28.rotary Equipment-Erection & AlignmentDocument6 pages28.rotary Equipment-Erection & AlignmentShubham ShuklaNo ratings yet
- Method Statement - Installation of Sewerage Piles in Live LineDocument9 pagesMethod Statement - Installation of Sewerage Piles in Live LineaceNo ratings yet
- WMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1Document5 pagesWMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1tana100% (1)
- Method Statement-Intake Leak TestDocument5 pagesMethod Statement-Intake Leak Testharun yucelNo ratings yet
- ns D Fãm HR Nifpwsszhhnnm CT Mssbmis Ahnsp V /N/¡V HGN SXFN PXCPW, KP'MJNX Ä 3: 6Document1 pagens D Fãm HR Nifpwsszhhnnm CT Mssbmis Ahnsp V /N/¡V HGN SXFN PXCPW, KP'MJNX Ä 3: 6BESTINNo ratings yet
- Leak Testing & Plugging Procedure For SYN. Loop Waste Heat BoilerDocument3 pagesLeak Testing & Plugging Procedure For SYN. Loop Waste Heat BoilerBESTINNo ratings yet
- Ià MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1Document10 pagesIà MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1BESTINNo ratings yet
- Bxvamhnâ ZCN (Zcmbhà 'Mkyhm Amà Kzàkcmpyw Ahcptsxmwv. A MBN 5: 3Document1 pageBxvamhnâ ZCN (Zcmbhà 'Mkyhm Amà Kzàkcmpyw Ahcptsxmwv. A MBN 5: 3BESTINNo ratings yet
- Ià MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1Document1 pageIà MHMWV Fs D CSB F/NS¡M N/PW Ipdhpïmhpibnã. K Oà / Ä 23: 1BESTINNo ratings yet
- SSZHW Imkn¡P H 'Mkyhm/Mwv. Kàhiivxs D Imk/S Ahkwn¡Cpxv. TPM - V 5: 17Document1 pageSSZHW Imkn¡P H 'Mkyhm/Mwv. Kàhiivxs D Imk/S Ahkwn¡Cpxv. TPM - V 5: 17BESTINNo ratings yet
- Hnizmkt Mss Màyn¡P Sxãmw /N Ä¡P E'N¡Pw. A MBN 21: 22Document1 pageHnizmkt Mss Màyn¡P Sxãmw /N Ä¡P E'N¡Pw. A MBN 21: 22BESTINNo ratings yet
- Material SelectionDocument99 pagesMaterial SelectionRaj Bindas100% (9)
- Ià Mhnâ FT ¡PW B (Ibn¡Phn Sszhamb Ià MHV Imizxamb A'BinebmwvDocument1 pageIà Mhnâ FT ¡PW B (Ibn¡Phn Sszhamb Ià MHV Imizxamb A'BinebmwvBESTINNo ratings yet
- Mày/Bnâ Asp P TXM CPXV ZM/ (Àa Nâ Sshapjyw Imwn¡Cpxv. 'Mji 7: 10Document1 pageMày/Bnâ Asp P TXM CPXV ZM/ (Àa Nâ Sshapjyw Imwn¡Cpxv. 'Mji 7: 10BESTINNo ratings yet
- Mechanical Project Engineer Job DescriptionDocument2 pagesMechanical Project Engineer Job DescriptionBESTINNo ratings yet
- An Introduction To AcousticsDocument373 pagesAn Introduction To AcousticsBESTINNo ratings yet
- Truss - Problems With Solution (Structural)Document10 pagesTruss - Problems With Solution (Structural)BESTINNo ratings yet
- .5 HP Die Grinder: WarningDocument4 pages.5 HP Die Grinder: WarningBESTINNo ratings yet
- Chap5 1 KennedyDocument15 pagesChap5 1 KennedyDarya MemonNo ratings yet
- Shop Supplies and Tools Catalog 2007 1Document31 pagesShop Supplies and Tools Catalog 2007 1bwana bwanaNo ratings yet
- Astm HeDocument3 pagesAstm Henugrahaintan15No ratings yet
- Daikin Altherma Engineering DataDocument150 pagesDaikin Altherma Engineering DatauoiemsNo ratings yet
- AMCA204-05 (R2012) - Balance Quality and Vibration Levels For FansDocument25 pagesAMCA204-05 (R2012) - Balance Quality and Vibration Levels For Fanspengqiong71100% (1)
- Base Plate Design For Fixed BaseDocument59 pagesBase Plate Design For Fixed Basemoneoffice100% (2)
- Engine Preservation FormsDocument9 pagesEngine Preservation FormsNathaniel LuraNo ratings yet
- Emseal Expansion Joint ChecklistDocument1 pageEmseal Expansion Joint ChecklistJose DuarteNo ratings yet
- Crane Stability Application PDFDocument16 pagesCrane Stability Application PDFRida HijaziNo ratings yet
- Shaft and Bearing Calculations in PumpsDocument21 pagesShaft and Bearing Calculations in Pumpsnarendradounde143No ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- xr80r1122308591 PDFDocument227 pagesxr80r1122308591 PDFSzabolcs MártonNo ratings yet
- Sample Showing Typical Details of Pinned Base Plate REV. 1: (ASTM A36M Plate)Document1 pageSample Showing Typical Details of Pinned Base Plate REV. 1: (ASTM A36M Plate)abhinav7373No ratings yet
- Guide-Line To A Centre Lathe MachineDocument10 pagesGuide-Line To A Centre Lathe MachineJosenildo BartolomeuNo ratings yet
- (ENG) Impact - Final Report Format DT 2022Document13 pages(ENG) Impact - Final Report Format DT 2022emir akbarNo ratings yet
- Railway Engineering MCQsDocument14 pagesRailway Engineering MCQstushark12127No ratings yet
- ON A/C 103-103: Reference Qty DesignationDocument21 pagesON A/C 103-103: Reference Qty DesignationIvan KryskoNo ratings yet
- DatosDocument38 pagesDatosjulio25cNo ratings yet
- Air Conditioning TroubleshootingDocument10 pagesAir Conditioning TroubleshootingMd.Tipu SultanNo ratings yet
- Avalon-GT Release Systems and DevicesDocument8 pagesAvalon-GT Release Systems and DevicesAndry HermawanNo ratings yet
- Colchester Alpha Brochure 2021Document7 pagesColchester Alpha Brochure 2021KhalilullahNo ratings yet
- Lab Manual Hydraulics and Pneumatics .Document56 pagesLab Manual Hydraulics and Pneumatics .Aniket ChavanNo ratings yet
- Continuous Beams (Common But Special Case) : Msc. CourseDocument15 pagesContinuous Beams (Common But Special Case) : Msc. CourseRaffal NejimNo ratings yet
- Reference Manual AND Spreadsheet Users Guide: Joist Girder Moment Connections To Wide Flange Columns - Knife PlatesDocument28 pagesReference Manual AND Spreadsheet Users Guide: Joist Girder Moment Connections To Wide Flange Columns - Knife PlatesRal GLNo ratings yet
- Transmissions For Off-Road Equipment (Off-Road Vehicles, Special Vehicles, Lift Truck) List of Lubricants TE-ML 03Document12 pagesTransmissions For Off-Road Equipment (Off-Road Vehicles, Special Vehicles, Lift Truck) List of Lubricants TE-ML 03Fútbol y másNo ratings yet
- Manual de Operação XZ40K - 1Document34 pagesManual de Operação XZ40K - 1DORIVAN JÚNIORNo ratings yet
- Okoporo/Ubaleme Pipeline Engineering Design Project Relief Load Summary & CalculationDocument8 pagesOkoporo/Ubaleme Pipeline Engineering Design Project Relief Load Summary & CalculationEbby OnyekweNo ratings yet
- Ce 304 Lesson 4aDocument5 pagesCe 304 Lesson 4aAnn Fritzie RasNo ratings yet