SST Life
SST Life
Download as docx, pdf, or txt
You might also like
- Epoxy Resin Arts and Crafts for BeginnersFrom EverandEpoxy Resin Arts and Crafts for BeginnersRating: 3 out of 5 stars3/5 (5)
- XCT7 Top Discharge CO Phase2 Data Book 20220310Document131 pagesXCT7 Top Discharge CO Phase2 Data Book 20220310BCINo ratings yet
- Color On JewelleryDocument13 pagesColor On JewellerynithansaNo ratings yet
- Technical Presentation Coating Paint ApplicationDocument39 pagesTechnical Presentation Coating Paint ApplicationRengarajan Thiruvengadaswamy100% (2)
- PublicReviewDraft2027 ASME NUm 1 2009Document21 pagesPublicReviewDraft2027 ASME NUm 1 2009raj_kr1078No ratings yet
- Berger Paints - Ar-19-20 PDFDocument302 pagesBerger Paints - Ar-19-20 PDFSahil Garg100% (1)
- Powder CoatingDocument36 pagesPowder CoatingUlhas Kavathekar100% (6)
- The Paint System: Primer Intermediate CoatsDocument5 pagesThe Paint System: Primer Intermediate CoatsJerome ChuaNo ratings yet
- Methods of Paint Application PDFDocument2 pagesMethods of Paint Application PDFNerinel Coronado100% (1)
- Powder Coating 1210Document16 pagesPowder Coating 1210sansagithNo ratings yet
- Paint Products and Finish ProductsDocument17 pagesPaint Products and Finish ProductsSheree LabeNo ratings yet
- CETG 121 - FinishesDocument58 pagesCETG 121 - Finishesjmapogo09No ratings yet
- Powder CoatingDocument36 pagesPowder CoatingJason Rogers100% (1)
- Copper and Bright Dips - Products FinishingDocument4 pagesCopper and Bright Dips - Products FinishingMuhammad SaqibNo ratings yet
- LINK 023 FAQ Powder CoatingDocument2 pagesLINK 023 FAQ Powder CoatingNarayan achariNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- Sample PreparationDocument27 pagesSample PreparationPenny YapNo ratings yet
- Paint SystemsDocument5 pagesPaint SystemsOmar DhiebNo ratings yet
- Powder Coating ProcessDocument4 pagesPowder Coating ProcessPraveen Verma DatlaNo ratings yet
- Study of UV Curing in The Wood Industry: Haider Osama Al-Mahdi My0001415Document8 pagesStudy of UV Curing in The Wood Industry: Haider Osama Al-Mahdi My0001415Adesh GurjarNo ratings yet
- Powder Coating VS Painting - Which One Is Better - Performance CoatingDocument10 pagesPowder Coating VS Painting - Which One Is Better - Performance CoatingibrahimNo ratings yet
- Choosing The Right Conformal Coating The Facts & MythsDocument4 pagesChoosing The Right Conformal Coating The Facts & Mythssdfdfs7253No ratings yet
- Electrostatic Coating - WikipediaDocument4 pagesElectrostatic Coating - WikipediaaymenNo ratings yet
- Instructions and Guidelines To The Contractor For Painting of Exterior Wall of IEDocument8 pagesInstructions and Guidelines To The Contractor For Painting of Exterior Wall of IEhbgdiatmNo ratings yet
- Coating SN HR BZDocument3 pagesCoating SN HR BZshelllitter41No ratings yet
- CED Cathodic electro deposition coatingDocument18 pagesCED Cathodic electro deposition coatingRoop kumarNo ratings yet
- Automobile Body Materials Trim and MechanicsDocument8 pagesAutomobile Body Materials Trim and MechanicsHarshdeepsinh Padhiyar100% (1)
- Mill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated FinishDocument27 pagesMill Finish Anodized Finish Powder Coated Finish Super Durable Powder Coated Finish Polyvinylidene Flouride (PVDF) Finish Alodine Chromated Finishedbern20005873No ratings yet
- Waterborne Epoxy Curatives: High Performance. Low Emissions. Cost-EffectiveDocument12 pagesWaterborne Epoxy Curatives: High Performance. Low Emissions. Cost-EffectiverafchemNo ratings yet
- EcoPoxy Resin Build HardenerDocument2 pagesEcoPoxy Resin Build HardenerCarlos AgrizziNo ratings yet
- Electro CoatingDocument2 pagesElectro CoatingViswanathan SrkNo ratings yet
- Conformal Coating 101Document9 pagesConformal Coating 101khers_zal100% (2)
- Manuale HRI Rondoni Ing v.2.2!11!2010 - MQDocument24 pagesManuale HRI Rondoni Ing v.2.2!11!2010 - MQDiego ArriagadaNo ratings yet
- The Complexities of HighDocument9 pagesThe Complexities of HighLam Ah KaoNo ratings yet
- GRP and FRP PipelineDocument49 pagesGRP and FRP PipelinePrasad BhosaleNo ratings yet
- Powder CoatingDocument25 pagesPowder CoatingMohammed RiyazNo ratings yet
- Epoxy ChalkingDocument2 pagesEpoxy Chalkingiran1362100% (1)
- 7 - Paint System - Ch-7Document4 pages7 - Paint System - Ch-7Manju JunoNo ratings yet
- Industrial PolymersDocument18 pagesIndustrial PolymersHarshitNo ratings yet
- Comparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelDocument12 pagesComparative Study of Nylon and PVC Fluidized Bed Coating On Mild SteelWaqqas ChaudhryNo ratings yet
- Electrocoating ProcessDocument4 pagesElectrocoating Processema asriNo ratings yet
- Paint and VarnishesDocument61 pagesPaint and VarnishesAnkita RaniNo ratings yet
- Organic CoatingDocument29 pagesOrganic CoatingThanh Nguyen100% (1)
- Powder Coating Is A Type of Coating That Is Applied As A Free-Flowing, Dry Powder. The Main DifferenceDocument2 pagesPowder Coating Is A Type of Coating That Is Applied As A Free-Flowing, Dry Powder. The Main Differenceashar077No ratings yet
- Denture Base ResinsDocument56 pagesDenture Base ResinsBharanijaNo ratings yet
- EMI Shielding Design GuideDocument15 pagesEMI Shielding Design Guidemax_schofieldNo ratings yet
- Expancel - Elastomeric Cool Roof Coatings - 20062016 - AG - PNT01 - EN - MDocument8 pagesExpancel - Elastomeric Cool Roof Coatings - 20062016 - AG - PNT01 - EN - MThanh VuNo ratings yet
- Performance Coatings - Greenheck FansDocument12 pagesPerformance Coatings - Greenheck Fansprsum_572100% (1)
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (4)
- Powder CoatingDocument6 pagesPowder CoatingJonathan Cecil FernandoNo ratings yet
- CoatingsDocument9 pagesCoatingsAzhar Bashir KasuriNo ratings yet
- Vehicle: Unit-5 Body Materials, Trim and MechanismsDocument6 pagesVehicle: Unit-5 Body Materials, Trim and MechanismskismuganNo ratings yet
- CERAMICS & CompositeDocument5 pagesCERAMICS & CompositepisyuNo ratings yet
- Nano InkDocument16 pagesNano InkNeha Singh100% (1)
- PaintDocument44 pagesPaintSushil Kumar Singh100% (3)
- CPD ClearcoatingsincludingantigraffitiDocument22 pagesCPD Clearcoatingsincludingantigraffitib3ry 17No ratings yet
- Kirloskar Corrocoat GFC CaseStudyDocument35 pagesKirloskar Corrocoat GFC CaseStudyAbhishek SharmaNo ratings yet
- Dry Powder Coating A New Trend in Coating TechnologyDocument11 pagesDry Powder Coating A New Trend in Coating TechnologyTimir PatelNo ratings yet
- Woodworking Art with Epoxy Resin: A Step-by-Step Guide for Beginners with Projects & TechniquesFrom EverandWoodworking Art with Epoxy Resin: A Step-by-Step Guide for Beginners with Projects & TechniquesNo ratings yet
- A Guide to Wood Finishing for Beginners: A Step-by-Step Manual on How to Finish, Refinish, Restore, Stain ,Dye and Care for your FurnitureFrom EverandA Guide to Wood Finishing for Beginners: A Step-by-Step Manual on How to Finish, Refinish, Restore, Stain ,Dye and Care for your FurnitureNo ratings yet
- NPG Phase TransformationDocument31 pagesNPG Phase Transformationraj_kr1078No ratings yet
- Blockchain On IOTDocument14 pagesBlockchain On IOTraj_kr1078100% (1)
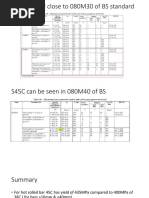
- S38C Will Fall Close To 080M30 of BS StandardDocument3 pagesS38C Will Fall Close To 080M30 of BS Standardraj_kr1078No ratings yet
- ISO3117 1997 Tangential KeysDocument5 pagesISO3117 1997 Tangential Keysraj_kr1078No ratings yet
- Hole Based Transition Interferance FitsDocument1 pageHole Based Transition Interferance Fitsraj_kr1078No ratings yet
- Flexible Disc Couplings: TB Wood's Form-FlexDocument44 pagesFlexible Disc Couplings: TB Wood's Form-Flexraj_kr1078No ratings yet
- 1480Document380 pages1480raj_kr1078No ratings yet
- BS - EN - 364 - 1993-Personal Protective Equipment Against Falls From A Height - Test MethodsDocument22 pagesBS - EN - 364 - 1993-Personal Protective Equipment Against Falls From A Height - Test Methodsraj_kr1078No ratings yet
- Flexible Disc Couplings: TB Wood's Form-FlexDocument44 pagesFlexible Disc Couplings: TB Wood's Form-Flexraj_kr1078No ratings yet
- Catalogo Equipos Loren COOkDocument37 pagesCatalogo Equipos Loren COOkLuis Carlos PardoNo ratings yet
- Chain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentDocument1 pageChain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentRavindra MahadeokarNo ratings yet
- Film Coating Technology - Past, Present and FutureDocument12 pagesFilm Coating Technology - Past, Present and FutureSatish VaidyaNo ratings yet
- 1014 - R0 - Zeniya OfferDocument14 pages1014 - R0 - Zeniya OfferDarshit VyasNo ratings yet
- E-Line Pull Up & Dip Station: Installation SpecificationsDocument2 pagesE-Line Pull Up & Dip Station: Installation Specificationsw009No ratings yet
- YtDocument4 pagesYtDinesh TaragiNo ratings yet
- Process Specification 98021.: Powder Coating of Purchased Motorcycle PartsDocument19 pagesProcess Specification 98021.: Powder Coating of Purchased Motorcycle Partsvijayanth gNo ratings yet
- Finishing Workshop: TCI Powder CoatingsDocument10 pagesFinishing Workshop: TCI Powder CoatingssavioNo ratings yet
- BelGAS P627 2014 RegulatorDocument10 pagesBelGAS P627 2014 RegulatorkaviarasuNo ratings yet
- Technical Data Sheet: BAK Mya San. Ve T C. A.Document4 pagesTechnical Data Sheet: BAK Mya San. Ve T C. A.Peter KleinertNo ratings yet
- Pqcs SampleDocument3 pagesPqcs SampleRamesh MishraNo ratings yet
- Angle and Tilting Vice - ReportDocument26 pagesAngle and Tilting Vice - ReportTanvi Khurana50% (2)
- Beta Grills and RegistersDocument57 pagesBeta Grills and RegistersbernardsilvanoNo ratings yet
- Dura CleanDocument2 pagesDura CleanSYED MAZHARNo ratings yet
- APO Info GACC EN WebDocument5 pagesAPO Info GACC EN WebWINNo ratings yet
- Hand-Pallet Truck - NewDocument2 pagesHand-Pallet Truck - NewAkhilNo ratings yet
- Worktop Sem4Document34 pagesWorktop Sem4ishaNo ratings yet
- Catalog Eagle Aluminum V2 05012023 WebDocument80 pagesCatalog Eagle Aluminum V2 05012023 WebMohammed AlryaniNo ratings yet
- Printing Ink Testing AstmDocument11 pagesPrinting Ink Testing Astmsimpletun50% (2)
- AMG Pre-Qualification Catalogue 2015Document119 pagesAMG Pre-Qualification Catalogue 2015jegz diazNo ratings yet
- Optitronic Powder Gun Control (Cg03) : Operating Instructions and Spare Parts ListDocument36 pagesOptitronic Powder Gun Control (Cg03) : Operating Instructions and Spare Parts Listjorgeeu88No ratings yet
- 7 Tank Phosphating Process For Powder Coating On MetalDocument2 pages7 Tank Phosphating Process For Powder Coating On MetalRajNo ratings yet
- Jotun Application Guide PDFDocument2 pagesJotun Application Guide PDFDeri PermanaNo ratings yet
- In USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebDocument5 pagesIn USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebALEX MURPHYNo ratings yet
- DOMINGO PUA 08125 - Interior Aluminum FramesDocument9 pagesDOMINGO PUA 08125 - Interior Aluminum Framesjuristdaneniel.domingoNo ratings yet
- Berger Paints Internship Report 2017 by Muhammad JunaidDocument17 pagesBerger Paints Internship Report 2017 by Muhammad JunaidRehan AbdullahNo ratings yet
- Anti-Heat Paint Finish On HandrailsDocument28 pagesAnti-Heat Paint Finish On Handrailsblackk7No ratings yet
- Full Priefert Equine Products 2011Document10 pagesFull Priefert Equine Products 2011Rebecca HartmanNo ratings yet