01 Integrity Management of CRA Pipelines - 20 December 2015 PDF
01 Integrity Management of CRA Pipelines - 20 December 2015 PDF
Download as pdf or txt
At a glance
Powered by AI
The document discusses some of the challenges operators have faced with compromised integrity and failures of CRA pipelines and emphasizes the need for better understanding of lifecycle requirements for integrity management of these pipelines.
Operators have faced challenges in fully understanding degradation mechanisms in CRA pipelines and inspection tools have also faced challenges in inspecting these materials. The document aims to share experiences to help with integrity management planning.
Non-destructive testing techniques mentioned include ultrasonic testing, magnetic flux leakage, phased array ultrasonic testing, remote field eddy current, electromagnetic acoustic technology, saturated low frequency eddy current/magnetic eddy current, and acoustic resonance technology.
You might also like
- A Brief History of NewspapersDocument16 pagesA Brief History of NewspapersAkshay KatiraNo ratings yet
- Pipeline Integrity Management Training PDFDocument4 pagesPipeline Integrity Management Training PDFSmith BrownNo ratings yet
- Advanced NDT Techniques Presentation 1572625262Document12 pagesAdvanced NDT Techniques Presentation 1572625262Ali100% (1)
- LRUT ProcedureDocument10 pagesLRUT ProcedureD_D1216100% (1)
- Annex C - Api 1163Document18 pagesAnnex C - Api 1163AngelTinoco100% (1)
- Metal Loss & Geometry InspectionsDocument43 pagesMetal Loss & Geometry Inspectionseka resmanaNo ratings yet
- API Storage Tank DesignDocument21 pagesAPI Storage Tank DesignIndunil Prasanna Bandara Warnasooriya100% (3)
- Jiva Goswami Gopala CampuDocument255 pagesJiva Goswami Gopala CampuJSK100% (1)
- Integrity Management of CRA Pipelines Technical ReportDocument27 pagesIntegrity Management of CRA Pipelines Technical ReportMiqdad100% (1)
- Mitigation of Internal Corrosion in Carbon Steel Gas Pipeline SystemsDocument24 pagesMitigation of Internal Corrosion in Carbon Steel Gas Pipeline Systemsakshat agrawalNo ratings yet
- The Evolution of An In-Line Inspection Solution: Axial Flaw DetectionDocument6 pagesThe Evolution of An In-Line Inspection Solution: Axial Flaw DetectionPaul LunguNo ratings yet
- ROSEN Group - Advanced Pipeline Diagnostics 2016Document16 pagesROSEN Group - Advanced Pipeline Diagnostics 2016naoufel1706100% (1)
- Dacon MFL PresentationDocument30 pagesDacon MFL PresentationCepi Sindang Kamulan100% (1)
- Pipeline Corroson Integrity Management EPGDocument9 pagesPipeline Corroson Integrity Management EPGJo AzzamNo ratings yet
- Offshore Corrosion Integrity ManagementDocument24 pagesOffshore Corrosion Integrity ManagementJanneth Herrera Flores100% (1)
- Pigging MFL or Ut TechniqueDocument13 pagesPigging MFL or Ut Techniquesathish_iyengar100% (1)
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- Section 3 - MFL Tank Floor Inspection - Rev 1Document62 pagesSection 3 - MFL Tank Floor Inspection - Rev 1Technical A-Star Testing & Inspection MalaysiaNo ratings yet
- Inspection of Non Piggable PipelinesDocument3 pagesInspection of Non Piggable Pipelinessatishchemeng100% (1)
- In-Line Inspection Programs ForDocument12 pagesIn-Line Inspection Programs ForCamilo Godoy V100% (1)
- Advanced Integrity Assessment of Pipeline Dents Using ILI DataDocument27 pagesAdvanced Integrity Assessment of Pipeline Dents Using ILI DataMuhammad ShahzadNo ratings yet
- IliDocument38 pagesIlidanish_shoaib6874100% (1)
- MFL Topical Report - Main DocumentDocument18 pagesMFL Topical Report - Main Documentmvancoli100% (1)
- Velosi Lessens LearnedDocument33 pagesVelosi Lessens LearnedssNo ratings yet
- LRUT ProcedureDocument10 pagesLRUT ProcedurejeswinNo ratings yet
- Slides - AST Non-Intrusive Inspection Optimizing API 653 Inspections and Driving Operational EfficienciesDocument23 pagesSlides - AST Non-Intrusive Inspection Optimizing API 653 Inspections and Driving Operational EfficienciesShiva YadavNo ratings yet
- Risk-Based Pipeline Integrity Management CourseDocument3 pagesRisk-Based Pipeline Integrity Management CourseMahmoud AbdelaalNo ratings yet
- Tank Inspectio Studyotisvalidation PDFDocument9 pagesTank Inspectio Studyotisvalidation PDFLugard WoduNo ratings yet
- 4 Ver 2 Pulse Eddy CurrentDocument8 pages4 Ver 2 Pulse Eddy CurrentMuhammad Zariq100% (1)
- Pipeline Integrity Manual - PetroperuDocument15 pagesPipeline Integrity Manual - PetroperuvaldivijNo ratings yet
- MFL Inspection r4Document54 pagesMFL Inspection r4Amritesh PandeyNo ratings yet
- Integrity NDT Engineering-Rev3Document13 pagesIntegrity NDT Engineering-Rev3gorkembayten100% (2)
- Lrut Background and History (P2) Rev 0.2Document9 pagesLrut Background and History (P2) Rev 0.2Asish desaiNo ratings yet
- In-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetDocument10 pagesIn-Line Inspection of Multi-Diameter Pipelines: Standardized Development and Testing For A Highly Efficient Tool FleetNikhil Mohan100% (1)
- Sample RBI ReportDocument4 pagesSample RBI ReportSyed Mahmud Habibur RahmanNo ratings yet
- OES-INS-P057 Piping Inspection ProcedureDocument9 pagesOES-INS-P057 Piping Inspection ProcedureMatheus Ribeiro100% (3)
- Innospection Non Piggable PipelineDocument7 pagesInnospection Non Piggable PipelineCepi Sindang KamulanNo ratings yet
- Effective Subsea InspectionDocument3 pagesEffective Subsea InspectionSharon FreemanNo ratings yet
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- Sample Report Tank Structural Profile SurveyDocument36 pagesSample Report Tank Structural Profile SurveyOwais MalikNo ratings yet
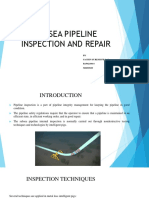
- Subsea Pipeline Inspection and RepairDocument21 pagesSubsea Pipeline Inspection and RepairSachin Suresh100% (1)
- Automated Ultrasonic InspectionDocument2 pagesAutomated Ultrasonic InspectionSatya Rao100% (1)
- 2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureDocument9 pages2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureAlex GutierrezNo ratings yet
- 5 DNV - Integrity Management of Pipelines and Risers PDFDocument16 pages5 DNV - Integrity Management of Pipelines and Risers PDFPasquale CutriNo ratings yet
- Part 1 - Background and Introduction RevDDocument104 pagesPart 1 - Background and Introduction RevDHebertNo ratings yet
- PAUT of ''CRA WELDSDocument7 pagesPAUT of ''CRA WELDSDurgamadhaba Mishra100% (1)
- Pheonwj I PRC 0005 0Document54 pagesPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- CRA InspectionDocument13 pagesCRA InspectionMajeed Rumani100% (1)
- TSC - Technical Info, ACFM and Tank Floor Weld InspectionDocument2 pagesTSC - Technical Info, ACFM and Tank Floor Weld InspectionhcmcrlhoNo ratings yet
- Form Report Lrut (Repaired)Document7 pagesForm Report Lrut (Repaired)cozmoanandkNo ratings yet
- EMAT Inspection ServicesDocument2 pagesEMAT Inspection ServicesCepi Sindang KamulanNo ratings yet
- Pipeline Inspection With The High Resolution EMATDocument8 pagesPipeline Inspection With The High Resolution EMATedibertoNo ratings yet
- Dead Leg SectionDocument1 pageDead Leg SectionMuchamad Luthfi AliNo ratings yet
- TankInspectionTechniques3Document136 pagesTankInspectionTechniques3Zenon Kociuba100% (2)
- API 5L-2007 Specification For Line PipeDocument153 pagesAPI 5L-2007 Specification For Line Pipetom787485100% (1)
- Ili-Wi09 MFL Pigging Rev ADocument8 pagesIli-Wi09 MFL Pigging Rev AGuneesha Singh100% (1)
- Tubing TestDocument16 pagesTubing Testbenergy84100% (1)
- Managing Ili ProjectsDocument13 pagesManaging Ili ProjectsuncleflowerNo ratings yet
- PAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsDocument20 pagesPAUT Inspection of Corrosion-Resitant Alloys and Dissimilat Weld MaterialsRupam BaruahNo ratings yet
- In-Service NDT InspectionDocument39 pagesIn-Service NDT InspectionRamakrishnan AmbiSubbiahNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Workshop Self Inspection Checklist WORK01: General Mechanical Workshops Assessor Location DateDocument7 pagesWorkshop Self Inspection Checklist WORK01: General Mechanical Workshops Assessor Location DateIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- How To Write Chess Moves v1.0Document7 pagesHow To Write Chess Moves v1.0Indunil Prasanna Bandara WarnasooriyaNo ratings yet
- Part 1 Piping Systems PDFDocument22 pagesPart 1 Piping Systems PDFIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- How To Write Chess Moves v1.0 PDFDocument12 pagesHow To Write Chess Moves v1.0 PDFIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Cat DPCV 07 15 Wafer Type Check ValveDocument24 pagesCat DPCV 07 15 Wafer Type Check Valvemoorthymech1979100% (1)
- So You Thought We Had A Good Range of Portable Pumps?Document35 pagesSo You Thought We Had A Good Range of Portable Pumps?Indunil Prasanna Bandara WarnasooriyaNo ratings yet
- Prius Zvw30 ErgDocument36 pagesPrius Zvw30 ErgIndunil Prasanna Bandara Warnasooriya100% (1)
- Part 12 Leak Detection and SCADA System PDFDocument72 pagesPart 12 Leak Detection and SCADA System PDFIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Control Valves: Rejath Jacob ThomasDocument77 pagesControl Valves: Rejath Jacob ThomasIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Sensor TechnologiesDocument10 pagesSensor TechnologiesMiguel LiceagaNo ratings yet
- HumanNutritionMSC PDFDocument28 pagesHumanNutritionMSC PDFIndunil Prasanna Bandara WarnasooriyaNo ratings yet
- Christ The Savior Is Born - Pres. Russell M. Nelson - Dezembro 2002Document5 pagesChrist The Savior Is Born - Pres. Russell M. Nelson - Dezembro 2002Rodrigo MacedoNo ratings yet
- LIT1 Lesson2Document6 pagesLIT1 Lesson2lhyka nogalesNo ratings yet
- STPM Chemistry Notes Chapter 3Document31 pagesSTPM Chemistry Notes Chapter 3Ling94% (18)
- Dlp-w2-Salads Function in The MealDocument8 pagesDlp-w2-Salads Function in The MealApple DocasaoNo ratings yet
- Madc PPT First PhaseDocument21 pagesMadc PPT First PhaseROHITNo ratings yet
- Cwi 1Document65 pagesCwi 1Deepak Negi100% (1)
- Textbook Answer CH6 AnimationDocument3 pagesTextbook Answer CH6 Animationijgirj100% (1)
- Chemically Expanded Graphite-Based Ultra-High Molecular Weight Polyethylene Nanocomposites With EnhancDocument11 pagesChemically Expanded Graphite-Based Ultra-High Molecular Weight Polyethylene Nanocomposites With EnhancShimelis KebedeNo ratings yet
- ĐỀ VĨNH PHÚCDocument10 pagesĐỀ VĨNH PHÚCmo hongNo ratings yet
- Physics Practical FileDocument31 pagesPhysics Practical FileAyushNo ratings yet
- Planning Axiom Cables-1Document5 pagesPlanning Axiom Cables-1Dario GioppoNo ratings yet
- Computation of Income of A FirmDocument6 pagesComputation of Income of A FirmKhushbu GuptaNo ratings yet
- Pgce Brief History of Education in South AfricaDocument10 pagesPgce Brief History of Education in South AfricaSiphumeze TitiNo ratings yet
- Hamlet StructureDocument19 pagesHamlet StructureGuadalupe Piñon AvalosNo ratings yet
- SABMiller: Strategic Position in 2007 and Its' Future ImplicationsDocument16 pagesSABMiller: Strategic Position in 2007 and Its' Future ImplicationsTom Jacob100% (8)
- SeminarsDocument3 pagesSeminarsrachelle_cabugosNo ratings yet
- PDF RW 11 Unit 18 Writing A Position Paper 4 TopicsDocument24 pagesPDF RW 11 Unit 18 Writing A Position Paper 4 TopicsGil YuuNo ratings yet
- Jehovah's Witnesses Vs The Bible TRACTDocument2 pagesJehovah's Witnesses Vs The Bible TRACTAaron Block100% (1)
- The American Species of Passiflorceae IIDocument296 pagesThe American Species of Passiflorceae IIItandehui Hernández SantosNo ratings yet
- Asad Rehman - ResumeDocument4 pagesAsad Rehman - ResumeAsad Rehman BangashNo ratings yet
- Experiment 8: Separation of Cations: An ExampleDocument4 pagesExperiment 8: Separation of Cations: An ExampleRodrigoNo ratings yet
- EPP InterventionDocument3 pagesEPP InterventionJoshua Nohay SapadNo ratings yet
- Manitou Mining Catalogue (EN)Document112 pagesManitou Mining Catalogue (EN)Manitou100% (2)
- Quizzed Up! - Prelims - RoughDocument22 pagesQuizzed Up! - Prelims - RoughAlvy SingerNo ratings yet
- Discovering Tut The Saga ContinuesDocument9 pagesDiscovering Tut The Saga ContinuesAneesh RenuNo ratings yet
- DocumentDocument2 pagesDocumentIndhu AshokNo ratings yet
- Theories of ManagementDocument19 pagesTheories of ManagementMaria Martha SarmientoNo ratings yet