A Simulated Annealing Approach To Optimal Storing
A Simulated Annealing Approach To Optimal Storing
Download as pdf or txt
You might also like
- WK1 Optimal Warehouse Design Literature Review and Case Study ApplicationDocument13 pagesWK1 Optimal Warehouse Design Literature Review and Case Study ApplicationElie Abi JaoudeNo ratings yet
- Warehouse Layout Optimization: A Case Study Based On The Adaptation of The Multi-Layer Allocation ProblemDocument10 pagesWarehouse Layout Optimization: A Case Study Based On The Adaptation of The Multi-Layer Allocation ProblemdoantranuyennhiNo ratings yet
- Optimal Dimensions For Multi-Deep Storage Systems Under Class-Based Storage PoliciesDocument15 pagesOptimal Dimensions For Multi-Deep Storage Systems Under Class-Based Storage PoliciesAnonymous MNBl0M97fNo ratings yet
- Library Management ProjectDocument39 pagesLibrary Management ProjectAngelaNelson82% (39)
- Implementation Class Based StorageDocument15 pagesImplementation Class Based StorageHard GainsNo ratings yet
- Fuzzy Logic PaperDocument8 pagesFuzzy Logic Paperhaseebrustam46No ratings yet
- Swarm IntelliginceDocument17 pagesSwarm IntelliginceTu LienNo ratings yet
- Int. J. Production Economics: Optimizing The Storage Assignment in A Warehouse Served by Milkrun LogisticsDocument7 pagesInt. J. Production Economics: Optimizing The Storage Assignment in A Warehouse Served by Milkrun LogisticskhairulNo ratings yet
- Computers & Industrial Engineering: Jason Chao-Hsien Pan, Po-Hsun Shih, Ming-Hung WuDocument9 pagesComputers & Industrial Engineering: Jason Chao-Hsien Pan, Po-Hsun Shih, Ming-Hung WuyskdonNo ratings yet
- OrderBatchingAndPickerScheduling Muter2021Document14 pagesOrderBatchingAndPickerScheduling Muter2021Trung NguyễnNo ratings yet
- Singavarapu Eswar Sai PrathapDocument9 pagesSingavarapu Eswar Sai PrathapRahul Varma RajuNo ratings yet
- European Journal of Operational Research: Thomas Kirschstein, Frank MeiselDocument14 pagesEuropean Journal of Operational Research: Thomas Kirschstein, Frank MeiselQuỳnh NguyễnNo ratings yet
- New Strategy For Warehouse Optimization - Lean WarehousingDocument7 pagesNew Strategy For Warehouse Optimization - Lean WarehousingBennet RajkumarNo ratings yet
- Optimization of Warehouse Layout For The Minimization of Operation TimesDocument11 pagesOptimization of Warehouse Layout For The Minimization of Operation Timespranav prakashNo ratings yet
- 1 s2.0 S2405844023021229 MainDocument19 pages1 s2.0 S2405844023021229 Main21104071No ratings yet
- European Journal of Operational Research: Martin AlbrechtDocument8 pagesEuropean Journal of Operational Research: Martin Albrechtmanish tripathyNo ratings yet
- A Mixed Integer Nonlinear Programming Model and Heuristic SolutionsDocument11 pagesA Mixed Integer Nonlinear Programming Model and Heuristic SolutionsÇağrı MemişNo ratings yet
- Optimizing A Dynamic Order-Picking Process: Yossi Bukchin, Eugene Khmelnitsky, Pini YakuelDocument26 pagesOptimizing A Dynamic Order-Picking Process: Yossi Bukchin, Eugene Khmelnitsky, Pini YakuelArief SetiawanNo ratings yet
- Journal of Manufacturing Systems: ReviewDocument8 pagesJournal of Manufacturing Systems: ReviewQuỳnh NguyễnNo ratings yet
- Efficient Formation of Storage Classes For Warehouse Storage LocationDocument10 pagesEfficient Formation of Storage Classes For Warehouse Storage Locationprateek.guptadoonNo ratings yet
- Layout Design of Multiple Blocks Class-Based Storage Strategy WarehousesDocument10 pagesLayout Design of Multiple Blocks Class-Based Storage Strategy WarehousesAnna LusianaNo ratings yet
- Article 2Document14 pagesArticle 2THAONo ratings yet
- Order Picking Process at Warehouses: International Journal of Logistics Systems and Management January 2010Document18 pagesOrder Picking Process at Warehouses: International Journal of Logistics Systems and Management January 2010Sahil Dhamore100% (1)
- Aplicacion 5S Almacenanmiento Automatizado PDFDocument8 pagesAplicacion 5S Almacenanmiento Automatizado PDFf41conNo ratings yet
- Pik CingDocument18 pagesPik CingpoiuioNo ratings yet
- Bus - ResearchDocument14 pagesBus - ResearchkrystaladelosreyesNo ratings yet
- Models For Warehouse Management ClassificationDocument11 pagesModels For Warehouse Management Classificationtejas_wNo ratings yet
- The Impact of Routing and Storage Policies On Warehouse Efficiency PDFDocument12 pagesThe Impact of Routing and Storage Policies On Warehouse Efficiency PDFHo Van RoiNo ratings yet
- Warehouse Space Optimization Using A Linear Programming ModelDocument6 pagesWarehouse Space Optimization Using A Linear Programming ModelmengistuNo ratings yet
- 17-Article Text-49-1-10-20201228.en - ZH-TWDocument8 pages17-Article Text-49-1-10-20201228.en - ZH-TWsuetlaam lawNo ratings yet
- Archive 1658908440Document7 pagesArchive 1658908440Fithriana RachmawatiNo ratings yet
- 1 Multi-Echelon, Multi-Indenture Spare Parts Inventory Control Subject To System Availability and Budget Constraints, 2014Document7 pages1 Multi-Echelon, Multi-Indenture Spare Parts Inventory Control Subject To System Availability and Budget Constraints, 2014Clovis NetoNo ratings yet
- Full TextDocument38 pagesFull TextAlexis Montoya OtreraNo ratings yet
- Design and Control of Warehouse PickingDocument23 pagesDesign and Control of Warehouse Pickingasadmukhtar0% (1)
- An Overview of Warehouse Optimization: November 2013Document8 pagesAn Overview of Warehouse Optimization: November 2013Дита ИминоваNo ratings yet
- Heuristic Approach To WarehouseDocument13 pagesHeuristic Approach To WarehouseTijo L PeterNo ratings yet
- Excess Inventories Redeployment Strategy For SpareDocument5 pagesExcess Inventories Redeployment Strategy For SpareBong ThoNo ratings yet
- Supermercado 8Document19 pagesSupermercado 8rafaelrojasmillanNo ratings yet
- Design and Control of An AS RS PDFDocument9 pagesDesign and Control of An AS RS PDFKaushik JackNo ratings yet
- 10 1108 - Ijppm 12 2020 0668Document22 pages10 1108 - Ijppm 12 2020 0668Hard GainsNo ratings yet
- Warehouse Design and Planning: A Mathematical Programming ApproachDocument15 pagesWarehouse Design and Planning: A Mathematical Programming ApproachHo Van RoiNo ratings yet
- Design and Control of Warehouse Order Picking A Literature ReviewDocument31 pagesDesign and Control of Warehouse Order Picking A Literature Reviewkaren leonNo ratings yet
- Jesa 56.01 09Document8 pagesJesa 56.01 09Pauline JanerolNo ratings yet
- Berg - 1999 - Models For Warehouse Management Classification and ExamplesDocument10 pagesBerg - 1999 - Models For Warehouse Management Classification and ExamplesHallan MarquesNo ratings yet
- Accepted Manuscript: Computers & Industrial EngineeringDocument53 pagesAccepted Manuscript: Computers & Industrial EngineeringRisma IrwanieNo ratings yet
- Ware House Design of A Central PumpingDocument13 pagesWare House Design of A Central PumpingDr. Mahesh GopalNo ratings yet
- How To Benefit From Order Data Correlated Dispersed Storage Assignment in Robotic WarehousesDocument21 pagesHow To Benefit From Order Data Correlated Dispersed Storage Assignment in Robotic WarehousesAK RNo ratings yet
- Computers & Operations Research: Hsiao-Fan Wang, Hsin-Wei HsuDocument14 pagesComputers & Operations Research: Hsiao-Fan Wang, Hsin-Wei HsuVivek Kumar ChouhanNo ratings yet
- TEXTFINALDocument8 pagesTEXTFINALCarlos Muñoz VitorNo ratings yet
- Production Planning and Warehouse Management in Supply Networks With Inter-Facility Mold TransfersDocument18 pagesProduction Planning and Warehouse Management in Supply Networks With Inter-Facility Mold TransfersRisma IrwanieNo ratings yet
- Improving Product Location and Order Picking ActivDocument29 pagesImproving Product Location and Order Picking ActivArief SetiawanNo ratings yet
- Production Planning and Warehouse Management in Supply Networks With Inter-Facility Mold TransfersDocument18 pagesProduction Planning and Warehouse Management in Supply Networks With Inter-Facility Mold TransfersRisma IrwanieNo ratings yet
- Concurrent Manual-Order-Picking Warehouse Design: A Simulation-Based Design of Experiments ApproachDocument20 pagesConcurrent Manual-Order-Picking Warehouse Design: A Simulation-Based Design of Experiments ApproachJULIAN ANDRES URBANO PERDOMONo ratings yet
- Development of A Design Methodology For Warehousing Systems: Hierarchical FrameworkDocument6 pagesDevelopment of A Design Methodology For Warehousing Systems: Hierarchical FrameworkGilangRisangNo ratings yet
- ElMehdi EMINESUM6PMorocco ResearchArticleDocument17 pagesElMehdi EMINESUM6PMorocco ResearchArticleLộc Cao XuânNo ratings yet
- Improving Order-Picking Process Through Implementation Warehouse Management SystemDocument9 pagesImproving Order-Picking Process Through Implementation Warehouse Management SystemThato KeteloNo ratings yet
- A Discrete-Event Simheuristic For Solving A Realistic Storage Location Assignment ProblemDocument24 pagesA Discrete-Event Simheuristic For Solving A Realistic Storage Location Assignment ProblemKarim EL BouyahyiouyNo ratings yet
- The Impact of Routing and Storage Policies On Warehouse EfficiencyDocument12 pagesThe Impact of Routing and Storage Policies On Warehouse EfficiencyBangYongGukNo ratings yet
- A Simulation Model To Determine Staffing Strategy and Warehouse Capacity For A Local Distribution CenterDocument12 pagesA Simulation Model To Determine Staffing Strategy and Warehouse Capacity For A Local Distribution CenterShivasanggari RamasamyNo ratings yet
- Supply Chain Optimization - WikipediaDocument6 pagesSupply Chain Optimization - WikipediaKiran ReddyNo ratings yet
- 3d Survey DesigningDocument39 pages3d Survey Designinghamza khanNo ratings yet
- Advantages and Disadvantages of Virtual RealityDocument2 pagesAdvantages and Disadvantages of Virtual RealityHarshad Sawant 2433No ratings yet
- Unit 4 OSY PresentationDocument37 pagesUnit 4 OSY PresentationBeastboyRahul GamingNo ratings yet
- Revealed Preference Theory EconomicsDocument4 pagesRevealed Preference Theory EconomicsInaam Ullah BalochNo ratings yet
- WD 40 Specialist Penetrant Tds SheetDocument2 pagesWD 40 Specialist Penetrant Tds SheetAreIf Cron BmxStreetNo ratings yet
- Module 6 DISS PDFDocument3 pagesModule 6 DISS PDFColeen gaboy100% (2)
- Notes On Applied GeologyDocument35 pagesNotes On Applied GeologyDinesh KumarNo ratings yet
- Importance of Construction ManagementDocument7 pagesImportance of Construction ManagementAnmol ChughNo ratings yet
- Blowfish Algorithm With Examples - GeeksforGeeksDocument27 pagesBlowfish Algorithm With Examples - GeeksforGeeksxativiy256No ratings yet
- Practice Test Term-1 Xii Maths 2021-22Document6 pagesPractice Test Term-1 Xii Maths 2021-22Chhavi DhimanNo ratings yet
- MCQ Ed 1Document7 pagesMCQ Ed 1SatyamGupta0% (1)
- Rotacijski KompresoriDocument2 pagesRotacijski KompresoriAbdulhakk AgaiNo ratings yet
- Advanced AlgorithmDocument5 pagesAdvanced AlgorithmJebah JayakumarNo ratings yet
- Ballou 01Document25 pagesBallou 01rajuahmedt100% (1)
- CP10B1 Engineering DrawingDocument53 pagesCP10B1 Engineering DrawingDon Roseller DumayaNo ratings yet
- CBR and Multidisciplinary Approach-Definition, Models of Multidisciplinary CBR, Recent AdvancesDocument29 pagesCBR and Multidisciplinary Approach-Definition, Models of Multidisciplinary CBR, Recent Advancesmayuri zanwar100% (1)
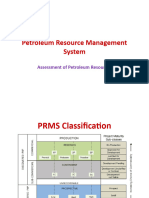
- PRMS ClassificationDocument71 pagesPRMS ClassificationTHE TERMINATORNo ratings yet
- Jib Crane Operation Manual 2018 1018Document43 pagesJib Crane Operation Manual 2018 1018romuloacNo ratings yet
- Valve World Magazine June 2023Document88 pagesValve World Magazine June 2023Krishna KumarNo ratings yet
- Whitehead and Religion: How His Concept Differs From The Traditional ApproachDocument16 pagesWhitehead and Religion: How His Concept Differs From The Traditional ApproachPaul ChapmanNo ratings yet
- Webdynpro Select OptionsDocument9 pagesWebdynpro Select OptionsRahul DevNo ratings yet
- GBPPR 'Zine - Issue #6Document58 pagesGBPPR 'Zine - Issue #6GBPPRNo ratings yet
- It2403-Software Project Management 2 Marks QuestionsDocument13 pagesIt2403-Software Project Management 2 Marks QuestionsKarthi KeyanNo ratings yet
- Rma G1-4Document12 pagesRma G1-4MaryGrace L. BoseoNo ratings yet
- Slip Gauge Pg-1 PDFDocument1 pageSlip Gauge Pg-1 PDFaliNo ratings yet
- Rms 1316 UgDocument1,190 pagesRms 1316 UgMonica FernandezNo ratings yet
- Validaciones PBI000000040603Document8,798 pagesValidaciones PBI000000040603Patricio GonzalezNo ratings yet
- Introduction and Application of Nanotechnology in Food Technology 2Document30 pagesIntroduction and Application of Nanotechnology in Food Technology 2Anamika PokhariaNo ratings yet
- DBMS: Notes Unit-4Document33 pagesDBMS: Notes Unit-4parth.2125ec1134No ratings yet