UT Block Old
UT Block Old
Download as pdf
‘PAHARPUR)
PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
PROCEDURE FOR ULTRASONIC EXAMINATION
ON WELD JOINT OF HEADER BOX
PROCEDURE NO. : PCTL/EIL-CANADA/UT-01
REV. : 0
CLIENT : EXCHANGER INDUSTRIES LIMITED
CALGARY, ALBERTA
ITEM: FRONT HEADER (40001) & REAR HEADER (40002)
DRAWING NO. 14-5280 A-D : REV. 3
Prrekades Kasoroboe
RNCARRI KARMAKAR
{ASNT UT-LEVEL-II)
PREPARED BY:
Por PAHARPUR,
‘SAMBI
ut
‘Manat
JOLING TOWERS LTD.
eo
ie (\
aA
ger (QA)
| Ge
(a ceteris
fe]
BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVEL-tI}) (ASNT UT-LEVELAIN)
CHECKED BY:
ra Nath Dhan
“ASNT NDT Level il
(RT UT, MT, PTV)
Certificate No. 47164
&
"
Ra PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
Section Description Page No.
10 Scope 3
20 Reference Standard 3
3.0 Personnel Qualification 3
4.0 Surface Condition 3
5.0 Equipment as
- 6.0 Procedure 4
7.0 Calibration 5
8.0 Examination 8
9.0 Evaluation 8
10.0 Acceptance 9
11.0 Post Examination Cleaning 9
12.0 Reporting 9
| S63, wees
BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVEL-I) (ASNT UT-LEVEL-II) (ASNT UT-LEVEL-I)
PREPARED BY: CHECKED BY: APPROVED BY
Birendra Nath Dhan
ASNT NDT Love
(RT. UT. MT. PT. VI)
Certificate No. 47161
Birendra Nath Dhan
‘ASNT NDT Lovell!
(RT, UT, MT. PT, V7)
Certificate No. 4716
For PAHARPUR COOLING TOWERS LTD.
Yy
we (\y
SAMBU sw,
‘Manager (QA)
enna PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
1.0 Scope
This procedure specifies the requirements for contact ultrasonic examination on weld joints of
header box of plate thickness ranging from 20mm to 63mm for detection of internal imperfection
in the weldand weld joints between nozzles & headev bow (category D'). Pipe Hvickn
igiaelaant eld inate betgeen mezales 2 eo bow Coategery
2.0 Reference Standards
ASME Section V, Article 4, 2013.
ASME Section VIII, Division 1, 2013
3.0 Personnel Qualification
Personnel perform the testing shall be qualified to minimum Level-II in the method as per PCT’s
written practice. Procedure No.:-QMI-001 Rev.4 ; Dtd. 21.03.2014.
4.0 Surface Condition
Surface of weld with reinforcement and scanning surface on both side of the weld shall be free
from any surface irregularities, weld spatters and other extraneous materials, which may interfere
in scanning, may be accomplished by light grinding or by any other suitable method.
5.0 Equipment
5.1 Instrument Requirements
A Pulse-echo type of ultrasonic instrument shall be used. The instrument shall be capable of operating
at frequencies ranging between 1 MHz to SMHz shall be equipped with a stepped gain control in 248
or less. If the instrument has a damping control, it may be used if it does not reduce the sensitivity of
\~ the examination. The reject control shall be in off position for all examinations, unless it can be
demonstrated that it does not affect the linearity = DI
| S&S REVIEWED
serrssucre Qe orefou is
Date & Signature
be Mil
achat Ratinakor-
PANCHADRI KARMAKAR BIRENDRA NATH DHAN BIRENDRA NATH DHAN
{ASNT UT-LEVEL-II) (ASNT UT-LEVEL-I) (ASNT UT-LEVEL-It}
PREPARED BY: CHECKED BY: APPROVED BYsnan
Birendra Nath Dhan "ASNT NOT Level
"ASNT NDT Lovel =I (RTUT. MT. PT, V1)
(RT UTMT. PT, VT) _ Certiticate No. 47164
‘* BAHARPUR CQO4.ING TOWERS LTD. Certificate No. 47161
Ede 20°
‘SAMBUDDHA DUTTA GUPTA
‘Manager (QA)
_ PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BQX
The instrument, when required because of the technique being used, shall have both send and receive
jacks for operation of dual search unit or a single search unit with sending and receiving transducers.
The instrument may be analog or digital type. Computerized imaging techniques type also may be
used to perform the basic scanning functions required for flaw detection.
5.2. Search Units
5.2.1 The nominal frequency shall be from 1 MHz to SMHz depends on the material grain structure,
penetration and resolution requires the use of proper selection of frequency. Search unit with
contoured contact wedge or curve shoe may be used to aid the coupling with the part surface.
5.2.2 Frequency and size of the search unit shall be chosen according to the path of travel. Smaller
size 10mm diameter straight beam search unit for beam path 100mm and &x9mm angle beam search
Unit for 200mm shall be used. High frequency 2 to 4 MHz shall be suitable for shorter beam path and
for longer beam path, larger size and high frequency search unit shall be used for better penetration
5.2.3 Fordetection of discontinuities, which are parallel to the part surface shall be best detected by
longitudinal wave and inclined discontinuities, which are parallel to the part surface shall be best
detected by longitudinal wave and inclined discontinuities can be detected by using transverse wave.
Propagation of transverse wave shall be selected in such a way that the fusion zone should be nearly
perpendicular to the propagated angle beam. Selection of angle beam search unit shall follow the
thumb rule 90-bevel angle and 90-thickness or as per the recommendation in specified
5.3 Couplant
A suitable couplant, such as SAE 30 MOTOR oil or similar commercial ultrasonic couplant, shall be
used to couple the search unit to the test surface. Other couplant may also be used but should not be
detrimental to the material being examined.
SED]
REVIEWED
eIpLAa METE Qivors
Date Signatie
SGSINDIAPVT 5, KOLKATA
esc eae en 5
-- : Betara argisset se
solbeat
J PANCHADRI KARMAKAR BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVEL:I) (ASNT UT-LEVEL-I) (ASNT UT-LEVEL-II)
fs I: APPROVED BY
PREPARED BY: CHECKED BY: APPROVED BY |
Birendra Nath DI "ASNT NOT Level
ASNT NDT Lovell fn
(RT UT. MT. PT VO 1 Contificate No. 47164
"AKARPUR COOLING TOWERS LTD. Cortiticate No.
war PTA :
‘Manager (QA)
Geena PAHARPUR COOLING TOWERS LTD.
7 HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS.
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
6.0 Procedure
6.1 Techniques
6.1.1 Techniques are intended for application either single or dual element search unit dependant on
the thickness of the material to be examined. Normal incident longitudinal wave beam generally
termed as straight beam shall be used for examination for thickness measurement, clad examination
or lamination examination.
6.1.2 Angle beam shear wave, where the incident angle in the wedges produced only refracted shear
waves in material under examination are termed as angle beam examination. Weld examination
generally used contact angle beam shear wave scanning,
6.2 Scanning
7 6.2.1 Scanning of weld joints shall be manual contact testing using shear wave angle beam. Scanning
shall cover full volume of the weld and shall be from both side of the weld perpendicular to the
longitudinal axis of weld for detection discontinuities parallel to the weld axis and scan at 10°-15° to
the weld axis from both side of the weld to the discontinuities transverse to the weld axis.
6.2.2 At least 10% overlap shall be maintained between the scan for full coverage
6.2.3 Scanning speed shall not exceed 150mm/sec.
7.0 Calibration
7.1 Sweep Range calibration
For sweep range calibration, any of the lIW basic calibration-block either V1 or V2 block shall be used
shear wave angle beam and straight beam calibration. 1
| sc BREvIEW=D
7.2 System calibration for distance amplitude techniques seuss ere GB a
alg & Sonate
ERRAERET o,xourn
a cremas wae cumreteee aS
Eeeaenerect tae Sa
ere ity apse dors
ae we
Calibration shall be performed utilizing the calibration block shi
PANCHADRIKARMAKAR BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVEL-II) (ASNT UT-LEVEL-I) (ASNT UT-LEVEL-!I)
a ; APPROVED BY
PREPARED BY: FHESSEPNEY: onan Birendra Nath Dhan
‘ASNT NDT Level ASNTNDT Level
(RL UTM PT VD) (RT UT MT Pr VD
Cegticate to. 47161 Certificate No. 47161
or PAHARPUR GOOLING TOWERS LTD.
Y
Arr’ hy”
SAMBUDDHA DuTTA GUPTA |
Manager (QA)
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
-
-F 7 PAHARPUR COOLING TOWERS LTD.
»
~ PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOK
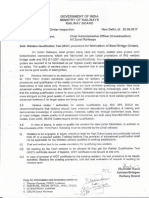
m FIG, 1-434.2.1 NON-PIPING CALIBRATION BLOCKS
-
~
eo
, Vr
Minimum dimensions
7 De= "pin. (13 mm)
With = 6 in. (180 mm)
Length’s 8x Thicknass
Cladding lf present)
a
Calbation Block Hole j
~ Weld Thickness, 4 Thicess, J, Diameter, Notch Dimensions,
in. (mm) in, (vm) 'n. (nm) in, (om
Up te 1 (25) Has ert my (255 Notch depth = 2% 7
Over 1 (25) through 2 (80) Yq 08) or t 4D Notch width= % (6
Cer 2 (50) trough 4 1100) 3195) oF ¢ Hy Nofcl ength = 2 (25) min,
i208) oo
(ESSED|
EWED
erupuere Qrvelos-
Date & Signature
fe GS INDIAPVT.L1D- KOLKA
aa
e Hyp oko
on
PANCHADRI KARMAKAR BIRENDRANATH DHAN RANATH DHAN
f (ASNT UT-LEVELAI) (ASNT UT-LEVEL-I) (ASNT UT-LEVEL-I)
PREPARED BY: CHECKED BY: ‘APPROVED BY
. =
>
/ PAHARPUR GOO4NG TOWERS LTD.
Se v
, eZ Mp u A YY
SAMBUDDHA DUTTA GUPTA
‘Manager (QA)
‘or PAHARPUR oh ‘TOWERS LTD.
ee PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
7.2.1 Reflectors
Specified reflectors (side drill holes, flat bottom hole, notches) shall be used to establish the primary
reference response of equipment. An alternative reflector may be used to establish sensiti equa
to or greater than the specified reflector (e.g, side drilled hole in lieu of notch or flat bottom hole in
lieu of side drilled hole),
7.2.2 Material 4
The material of the block shall be same as the material used in production job or equivalent P no.
Grouping as one of the materials being examined. If the component weld at the time of examination
has been heat treated, block shall receive the same heat treatment.
7.2.3 Quality
Prior to fabrication, the block material shall be completely examined with straight beam search unit.
Areas containing any indication exceeding remaining back wall shall be excluded from the beam path
required to reach various calibration reflectors.
7.2.4 Heat Treatment
The calibration bock shall receive the minimum tempering treatment required by the material
‘specification for the type and grade.
7.2.5 Surface Finish
The surface finish of the block shall be representatf je Scanning SfGkp mination surface
| VIEWED
of the component to be examined. c
arvswere Qs owns
ate 8 inate
$08 INDIPVT LTO, KOLKATA
oe
7.3.1 Angle beam shall be directed towards thazaslibration sreléemsrthat Vfel4s the maximum
response in the area of interest. The gain control Shalbhe'aavsa tie this response is 80%+5% of full
screen height, This shall be the primary reference level. Then the search unit shall be manipulated
without changing the instrument setting to obtain the maximum responses from the other calibration
reflectors at their beam paths to generate the distance amplitude correction (DAC) curve. This
—.._ calibration shall establish both the distance range calibration and distance amplitude correction.
7.3 Angle beam calibration
Bien La KessmtkKos. ky a
PANCHADRI KARMAKAR BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVELAN) (ASNT UT-LEVEL-II) (ASNT UT-LEVEL-tI})
: ‘APPROVED BY
PREPARED BY: Bee Birondra Nath Dhan
‘ASNT NDT Lovel if ‘ASNT NDT Level
(RUT. MT PT VD) (Rr UT ur Pr vy
ame ‘No. 47161 + Certificate No. 47164
aul
SAMBUDDHA DUTTA GUPTA
‘Manager (QA)
Keone PAHARPUR COOLING TOWERS LTD.
HEAT EXCHANGER QUALITY CONTROL DEPARTMENT: BHASA WORKS
~ PROCEDURE FOR ULTRASONIC EXAMINATION ON WELD JOINT OF HEADER BOX
8.0 Examination
, 8.1 Reflector parallel to the weld seam :
The angle beam shall be directed at approximate right angle to the weld axis from both sides of the
. weld on the same surface. The search unit shall be manipulated so that the ultrasonic energy passes
through the required volume of weld and the adjacent base material
“ 8.2 Reflector transverse to the weld seam
The angle beam shall be directed parallel to the weld axis on the weld if the weld surface is smooth or
flash, otherwise at 10°-15° to the weld axis from both sides. The search unit’shall be manipulated so
that the ultrasonic energy passes through the weld and the adjacent base materials.
. 8.3 Restricted access welds
The weld that cannot be fully examined from two directions using the angle beam technique shall also
’ be examined, if possible, by straight beam technique. This restricted access shall be noted in the
report.
; 8.5 Inaccessibility welds
The welds that cannot be examined from at least one side using angle beam technique shall be noted
in the examination report.
9.0 Evaluation
9.1 Sizing of indications
The size of indication shall be established by comparing the amplitude from the discontinuity with
» respect to the reference level of DAC and examination of indications shall be evaluated in terms of
nat acceptance criteria of the standard. Any indication greater than 20% of the reference level shall be
evaluated by moving the search unit to the level of 50% (6 dB drop) of the highest level of reference
level, which shall be considered as extension of
ste & Signet ATA
Ess mae eae Gone =|
Sees, Swe
* Resend aren AI ce
me BIRENDRA NATH DHAN BIRENDRA NATH DHAN
(ASNT UT-LEVEL-II) (ASNT UT-LEVEL-III), (ASNT UT-LEVEL-III)
|EPARED BY: CHECKED BY: Bon
" rer Ne Dhan pearignbee
aonr not cove
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5943)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1108)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (887)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (925)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (598)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (545)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (354)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (476)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (831)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (274)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2272)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (419)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (99)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (270)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (235)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (232)
- UT Procedure Rev.0Document32 pagesUT Procedure Rev.0Goutam Kumar Deb100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (75)
- UT Level IIDocument30 pagesUT Level IIfysal_845134100% (9)
- RT QuizDocument6 pagesRT QuizGoutam Kumar Deb0% (1)
- Question MTDocument11 pagesQuestion MTrajaksekar100% (3)
- DNV Audit - Survey ChecklistDocument9 pagesDNV Audit - Survey ChecklistGoutam Kumar Deb100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ASME Section IX Appendix-4 (Rounded Indicaion) For RTDocument9 pagesASME Section IX Appendix-4 (Rounded Indicaion) For RTGoutam Kumar DebNo ratings yet
- Ut PWPS 001Document1 pageUt PWPS 001Goutam Kumar Deb100% (1)
- PCTL - NDE - RT-1 Rev.6Document19 pagesPCTL - NDE - RT-1 Rev.6Goutam Kumar Deb100% (1)
- Goutam Profile 2019Document3 pagesGoutam Profile 2019Goutam Kumar DebNo ratings yet
- PCTL - NDE - RT-1 Rev.6Document19 pagesPCTL - NDE - RT-1 Rev.6Goutam Kumar Deb100% (1)
- RNS-NDT-WP-001 Rev 0Document10 pagesRNS-NDT-WP-001 Rev 0Goutam Kumar Deb0% (1)
- RNS - NDT - PT - 001 Rev.0Document8 pagesRNS - NDT - PT - 001 Rev.0Goutam Kumar Deb100% (1)
- RNS - NDT - MT - 001 Rev.0Document10 pagesRNS - NDT - MT - 001 Rev.0Goutam Kumar DebNo ratings yet
- RT Specific ExamDocument3 pagesRT Specific ExamGoutam Kumar Deb100% (3)
- RT Specific ExamDocument3 pagesRT Specific ExamGoutam Kumar Deb100% (3)
- UT QuizDocument6 pagesUT QuizGoutam Kumar Deb100% (1)
- RT FGFDocument30 pagesRT FGFRaoFarhanNo ratings yet
- Twi RtfiDocument35 pagesTwi RtfiGoutam Kumar Deb100% (1)
- BS 110Document55 pagesBS 110Goutam Kumar DebNo ratings yet
- RT Procedure Rev.0Document19 pagesRT Procedure Rev.0Goutam Kumar DebNo ratings yet
- Welder Qualification TestDocument1 pageWelder Qualification TestGoutam Kumar DebNo ratings yet
- LPT ProcedureDocument22 pagesLPT ProcedureGoutam Kumar DebNo ratings yet
- Paharpur Cooling Towers LTD: Magnetic Particle Testing ReportDocument1 pagePaharpur Cooling Towers LTD: Magnetic Particle Testing ReportGoutam Kumar DebNo ratings yet