Chapter 6 - Odor Control: National Manual of Good Practice For Biosolids
Chapter 6 - Odor Control: National Manual of Good Practice For Biosolids
Download as pdf or txt
You might also like
- Sans10389 1Document34 pagesSans10389 1pventer78100% (1)
- Aeration PaperDocument11 pagesAeration PapersehonoNo ratings yet
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Smart VOC Recovery Systems: PolarisDocument6 pagesSmart VOC Recovery Systems: PolarisDaniel SetyadiNo ratings yet
- Paper presentedtoWEFConferenceDec2005Document15 pagesPaper presentedtoWEFConferenceDec2005Nikhil MalhotraNo ratings yet
- Boge Air TreatmentDocument28 pagesBoge Air Treatmentmarcello.peacockeNo ratings yet
- Green Buildings: Topic: Indoor Air QualityDocument34 pagesGreen Buildings: Topic: Indoor Air QualityVivek KumarNo ratings yet
- Group Members: Andile Sibanda Donovan Moyo Takunda Chikohwa Lebani Dube Byron MawoyoDocument18 pagesGroup Members: Andile Sibanda Donovan Moyo Takunda Chikohwa Lebani Dube Byron MawoyoSambiri PisiraiNo ratings yet
- History of Industrial HygieneDocument23 pagesHistory of Industrial HygieneJohnCarloTolibasNo ratings yet
- Consider Wet Scrubbers For Pollution Control: Environmental ManagementDocument5 pagesConsider Wet Scrubbers For Pollution Control: Environmental ManagementAnkur GavaiNo ratings yet
- Japan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberDocument84 pagesJapan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberLuis UrzoNo ratings yet
- Turbo Sonic ScrubberDocument4 pagesTurbo Sonic Scrubberjosedalceggio1955No ratings yet
- CABP - Compressed Gas Mixing August2021 - pp32-38Document7 pagesCABP - Compressed Gas Mixing August2021 - pp32-38Carlos TaglieroNo ratings yet
- Volume 1 Solids ControlDocument232 pagesVolume 1 Solids ControlFranklin NarvaezNo ratings yet
- BR-1624 Air Pollution ControlDocument12 pagesBR-1624 Air Pollution Controltovi hardantoNo ratings yet
- RMC Online Washing System Industrial Gas TurbineDocument3 pagesRMC Online Washing System Industrial Gas TurbinepayamzarNo ratings yet
- Control of Air Pollution by Process ChangesDocument12 pagesControl of Air Pollution by Process ChangesShraddha MalveNo ratings yet
- Using 2520active 2520carbonDocument3 pagesUsing 2520active 2520carbonwatereng80No ratings yet
- COPLAS Clean Technology InterviewDocument6 pagesCOPLAS Clean Technology InterviewDikdik HakimNo ratings yet
- 2.6 Scavengers O2 H2S Bruce Adams PDFDocument67 pages2.6 Scavengers O2 H2S Bruce Adams PDFJoel Siegel100% (1)
- Barrier Technology: Rabs & Isolators For Aseptic ProcessingDocument16 pagesBarrier Technology: Rabs & Isolators For Aseptic ProcessingalnichmNo ratings yet
- Name Raj Goswami: Course Name Class Year Subject Code Subject Name InstituteDocument25 pagesName Raj Goswami: Course Name Class Year Subject Code Subject Name InstituteRaj GoswamiNo ratings yet
- Sorongon Act1p33p34Document2 pagesSorongon Act1p33p34Jinehya SorongonNo ratings yet
- Introduction To Control of Gaseous Pollutants: Table 10.1Document7 pagesIntroduction To Control of Gaseous Pollutants: Table 10.1Yolanda SefriantinaNo ratings yet
- Tubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDocument6 pagesTubular Sidestream (Cross Flow) MBR Applications For Industrial EffluentsDileep C DileepNo ratings yet
- Waste Minimisation Guide For The Textile Industry A Step TowardsDocument92 pagesWaste Minimisation Guide For The Textile Industry A Step TowardsKevin BundhunNo ratings yet
- Recovering Hydrogen - and Profits - From Hydrogen-Rich OffgasDocument6 pagesRecovering Hydrogen - and Profits - From Hydrogen-Rich OffgasEvminidaNo ratings yet
- Chapter 4 Biotrickling Filters: Biotricklingjilter, or Trickling Biojilter. Biotrickling Filters Work in ADocument2 pagesChapter 4 Biotrickling Filters: Biotricklingjilter, or Trickling Biojilter. Biotrickling Filters Work in Aijonk_witjakNo ratings yet
- Overview of LNG TechnologiesDocument11 pagesOverview of LNG Technologiesdistribuidoraggs2012No ratings yet
- Concept of Zero DischargeDocument4 pagesConcept of Zero DischargeShesharam Chouhan67% (3)
- Extended Aeration SystemDocument5 pagesExtended Aeration SystemTajTajNo ratings yet
- MD ND MDG Series Leaflet EN - LRDocument16 pagesMD ND MDG Series Leaflet EN - LRMahesh MishraNo ratings yet
- Shell Cansolv CO2 Capture System Fact SheetDocument2 pagesShell Cansolv CO2 Capture System Fact SheetIrfanNo ratings yet
- Design Assumptions and CalculationsDocument31 pagesDesign Assumptions and Calculationsshiel175No ratings yet
- Compressed Air Treatment, Drier and StorageDocument24 pagesCompressed Air Treatment, Drier and StorageAna PrisacariuNo ratings yet
- Brochure Transair Distribution & Air TreatmentDocument8 pagesBrochure Transair Distribution & Air TreatmentMarwanNo ratings yet
- Hydrogen Sulfide Removal From BiogasDocument4 pagesHydrogen Sulfide Removal From BiogasAbdussyukur Rila SubektiNo ratings yet
- Since When Can Cleaning The Air Save You Money?: TUV, PTB & CARB ApprovedDocument2 pagesSince When Can Cleaning The Air Save You Money?: TUV, PTB & CARB ApprovedDuong Chi TrungNo ratings yet
- Biofilter For Odour ControlDocument29 pagesBiofilter For Odour Controljinshad100% (1)
- DegassingDocument4 pagesDegassingAli AlengineerNo ratings yet
- 120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferDocument39 pages120 MLD Sewage Treatment Plant: NCL/TMX/STP-VIKARABAD/BP-2244/R0/Tec OfferVķ MãħëšħNo ratings yet
- ET Scavenger Plant DataSheetDocument2 pagesET Scavenger Plant DataSheetRaymundo AlarconNo ratings yet
- Design of Steam Stripping Columns For Removal of Volatile Organic - CompressDocument9 pagesDesign of Steam Stripping Columns For Removal of Volatile Organic - CompressJohnson WickyNo ratings yet
- Mist Elimination and Phase SeparationsDocument28 pagesMist Elimination and Phase SeparationsSales SES OmanNo ratings yet
- Alas h2 BrochureDocument10 pagesAlas h2 BrochureAnonymous aBsRqKe3LrNo ratings yet
- CIP PresentationDocument28 pagesCIP PresentationVictor LeiNo ratings yet
- MBR - Industrial WW AE 02Document12 pagesMBR - Industrial WW AE 02transilvanpopNo ratings yet
- 100 KLD STP New-1Document13 pages100 KLD STP New-1Anjita Kumari100% (1)
- Effects Decontamination Agents HEPA FiltersTechnical BulletinDocument2 pagesEffects Decontamination Agents HEPA FiltersTechnical BulletinWaqas KianiNo ratings yet
- Arde Respira Ç ÃoDocument8 pagesArde Respira Ç ÃoSuprimentos IndaloNo ratings yet
- AR Monitoring and Control TechDocument29 pagesAR Monitoring and Control Techasher01125532553No ratings yet
- PPW730 - Chapter 5 Summary - Noor Mohammed AnterDocument7 pagesPPW730 - Chapter 5 Summary - Noor Mohammed AnterNoor AnterNo ratings yet
- I-P A19 Ch6 Indoor Swimming PoolsDocument9 pagesI-P A19 Ch6 Indoor Swimming PoolsCeciliaNo ratings yet
- Dust Extraction SystemDocument13 pagesDust Extraction SystemEng Tennyson SigaukeNo ratings yet
- 30 Biogas CleaningDocument3 pages30 Biogas CleaningRichie FrancisNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- I Element I ElementDocument1 pageI Element I Elementwacsii ccasullaNo ratings yet
- Container Van SizesDocument1 pageContainer Van Sizeswacsii ccasullaNo ratings yet
- Eight Catholic StoriesDocument60 pagesEight Catholic Storieswacsii ccasullaNo ratings yet
- External MBR Vs Internal MBRDocument8 pagesExternal MBR Vs Internal MBRwacsii ccasullaNo ratings yet
- Minus 1 Bars - Minus 0.1: Nikuni KTM25F & 25N Circuit Diagram 00185Document1 pageMinus 1 Bars - Minus 0.1: Nikuni KTM25F & 25N Circuit Diagram 00185wacsii ccasullaNo ratings yet
- SDMC Heavy Metal SequestrationDocument1 pageSDMC Heavy Metal Sequestrationwacsii ccasullaNo ratings yet
- COMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFDocument9 pagesCOMPARISON OF SBR AND CONTINUOUS FLOW ACTIVATED Sludge For N Removal PDFViorel HarceagNo ratings yet
- WWTP ManDocument294 pagesWWTP Manwacsii ccasulla100% (1)
- Atlas Copco ZS Blowers PDFDocument20 pagesAtlas Copco ZS Blowers PDFwacsii ccasullaNo ratings yet
- O Come Let Us Adore HimDocument23 pagesO Come Let Us Adore Himwacsii ccasullaNo ratings yet
- Project Questionnaire - DistributedDocument4 pagesProject Questionnaire - Distributedwacsii ccasullaNo ratings yet
- C100 Eng Bulletin Sulfuric Acid 0910Document24 pagesC100 Eng Bulletin Sulfuric Acid 0910wacsii ccasullaNo ratings yet
- 2002 2 PDFDocument14 pages2002 2 PDFwacsii ccasullaNo ratings yet
- Structural: Composite Pressure VesselsDocument4 pagesStructural: Composite Pressure Vesselswacsii ccasullaNo ratings yet
- Aerobic Granular Sludge: Recent AdvancesDocument14 pagesAerobic Granular Sludge: Recent Advanceswacsii ccasullaNo ratings yet
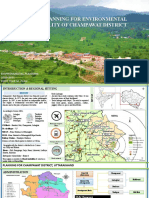
- Super Final Champawat - 25th March - Compiled UpdatedDocument41 pagesSuper Final Champawat - 25th March - Compiled UpdatedRonit Kumar Gautam100% (1)
- Unit 5 - OnlineDocument31 pagesUnit 5 - OnlineVi NguyễnNo ratings yet
- 2021.05 Math Formulas WW CS PCDocument2 pages2021.05 Math Formulas WW CS PCRam CaceresNo ratings yet
- Jac 2 MSDSDocument8 pagesJac 2 MSDSCraig SmartNo ratings yet
- COP28 Outcome & Learnings - 04.01.2024 - CIIDocument43 pagesCOP28 Outcome & Learnings - 04.01.2024 - CIIKhushi BerryNo ratings yet
- CE8005-Air Pollution and Control Engineering QP - by WWW - Learnengineering.inDocument14 pagesCE8005-Air Pollution and Control Engineering QP - by WWW - Learnengineering.inRaghuramNo ratings yet
- PET PlantDocument66 pagesPET PlantAri BinukoNo ratings yet
- Final ReportDocument88 pagesFinal ReportB AZAD SIMHANo ratings yet
- PG Industrial Safety Engg CURRICULUM and Syllabus 1Document55 pagesPG Industrial Safety Engg CURRICULUM and Syllabus 1saran nagarajanNo ratings yet
- Chapter 3 WastewaterDocument58 pagesChapter 3 Wastewatergeetha100% (1)
- VM0004 Methodology For Conservation Projects That Avoid Planned Land Use Conversion in Peat Swamp Forests v2.0 1Document246 pagesVM0004 Methodology For Conservation Projects That Avoid Planned Land Use Conversion in Peat Swamp Forests v2.0 1ariyaniNo ratings yet
- M/S Sai Bharathi Homes: Capital EdgeDocument62 pagesM/S Sai Bharathi Homes: Capital EdgeUDAYNo ratings yet
- Amsoil AclscDocument13 pagesAmsoil AclscTudor RatiuNo ratings yet
- Eap215 - Design AssignmentDocument35 pagesEap215 - Design AssignmentyogadarshiniNo ratings yet
- Sanitaire Coarse Bubble Diffuser Datasheet Us Low enDocument2 pagesSanitaire Coarse Bubble Diffuser Datasheet Us Low enMashaelNo ratings yet
- EVS - Diploma 2 Year QUESTION BANKDocument24 pagesEVS - Diploma 2 Year QUESTION BANKalan3200pNo ratings yet
- Guideline Standard Desludging Procedure 2014Document12 pagesGuideline Standard Desludging Procedure 2014Kamutura Ga TerereNo ratings yet
- Nature and Scope of Environmental Issues and Impacts of EiaDocument13 pagesNature and Scope of Environmental Issues and Impacts of EiaLEHLABILE OPHILIA TSHOGANo ratings yet
- Plastic Clean Up 2022Document34 pagesPlastic Clean Up 2022sinakey7029No ratings yet
- Unit - VI Legal Aspects of Solid Waste ManagementDocument26 pagesUnit - VI Legal Aspects of Solid Waste ManagementAshish KaleNo ratings yet
- Mike o Pedia Carbon EBCTDocument4 pagesMike o Pedia Carbon EBCTMario KonsachristianNo ratings yet
- Chapter 5 HydrologyDocument6 pagesChapter 5 HydrologyGEATASEW ABEBAWNo ratings yet
- Research Framework Siti Nur Farhanis Dialysate EffluentDocument2 pagesResearch Framework Siti Nur Farhanis Dialysate EffluentChannis ExoNo ratings yet
- No Plastic PolicyDocument4 pagesNo Plastic PolicyKEN ZEUS GOLLOYNo ratings yet
- BNEF Zero Emission Vehicles Factbook - FINALDocument61 pagesBNEF Zero Emission Vehicles Factbook - FINALWilliamDantasNo ratings yet
- Central Business District (CBD)Document27 pagesCentral Business District (CBD)rahulsankavarmaNo ratings yet
- 2015 - Fracking Minding The Gaps - INGLESDocument14 pages2015 - Fracking Minding The Gaps - INGLESGersonMendozaUscateguiNo ratings yet
- Introduction To BiogasDocument5 pagesIntroduction To BiogasLouis EldertardNo ratings yet
- Safety Data Sheet Korrobond 65 Component B: Revision Date: 05/04/2018 Revision: 24 Supersedes Date: 11/08/2017Document9 pagesSafety Data Sheet Korrobond 65 Component B: Revision Date: 05/04/2018 Revision: 24 Supersedes Date: 11/08/2017ErkuntNo ratings yet