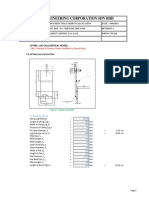
N0174147G Manufacturing Processes
N0174147G Manufacturing Processes
Download as docx, pdf, or txt
You might also like
- Torsion in Rods and TubesDocument14 pagesTorsion in Rods and TubesFengeSolja90% (10)
- End Plate ConnectionDocument10 pagesEnd Plate ConnectionMohamed Tahar Allagui100% (1)
- Design Computation Penstock 3Document26 pagesDesign Computation Penstock 3Roland Tagufa100% (1)
- Problems On CastingDocument28 pagesProblems On CastingShantha Kumar G C100% (3)
- 3 AEC Extrusion Defect - 201-1 PDFDocument39 pages3 AEC Extrusion Defect - 201-1 PDFphillip chirongweNo ratings yet
- 3 AEC Extrusion Defect - 201-1 PDFDocument39 pages3 AEC Extrusion Defect - 201-1 PDFphillip chirongweNo ratings yet
- A Case Study Hazardous Area Considerations For Diesel Storage in A Hot ClimateDocument34 pagesA Case Study Hazardous Area Considerations For Diesel Storage in A Hot ClimateSeun100% (1)
- Muhammad Ibrahim Khan: EducationDocument1 pageMuhammad Ibrahim Khan: EducationMuhammad Ibrahim KhanNo ratings yet
- Quiz 1 2.008 Design and Manufacturing II: SolutionDocument12 pagesQuiz 1 2.008 Design and Manufacturing II: SolutionLa Casita de TonyNo ratings yet
- Crack Propagation Analysis of Compressor Blade Subjected To Resonant VibrationsDocument9 pagesCrack Propagation Analysis of Compressor Blade Subjected To Resonant VibrationsfabiancNo ratings yet
- Assignment3forming Solutions 121213110849 Phpapp02Document4 pagesAssignment3forming Solutions 121213110849 Phpapp02Renaldi Khaesar KumaraNo ratings yet
- Extrusion Operations: ExperimentDocument9 pagesExtrusion Operations: Experimentzainikamal1975No ratings yet
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- Design Input:: Design Sheet Title: Design of Anchor Bolts & Base Plate For A Fixed Base Column Ameya STDDocument4 pagesDesign Input:: Design Sheet Title: Design of Anchor Bolts & Base Plate For A Fixed Base Column Ameya STDSuryaSinghNo ratings yet
- Continuation of Machne DesignDocument38 pagesContinuation of Machne DesignHalley Mayer TorresNo ratings yet
- Design As Per APIDocument82 pagesDesign As Per APINeeraj Bhalla100% (1)
- Ba Culvertf TestDocument16 pagesBa Culvertf TestsanjuktaacharyyaNo ratings yet
- ExtrusionDocument7 pagesExtrusionazoozbnimarieNo ratings yet
- Answer SheetsDocument7 pagesAnswer Sheetsgirma workuNo ratings yet
- Box+Culvert+by+R S VasneyDocument10 pagesBox+Culvert+by+R S VasneyfwrconsultantNo ratings yet
- بحث الميتالDocument7 pagesبحث الميتالAhmed fahmyNo ratings yet
- Horizontal Directional DrillingDocument15 pagesHorizontal Directional Drillingoconnorr8150% (4)
- Column Base Plate (Fixed Type)Document11 pagesColumn Base Plate (Fixed Type)Ernest Navarro100% (3)
- Mechanical Working of Metals (Extrusion and Drawing)Document50 pagesMechanical Working of Metals (Extrusion and Drawing)Alvin Garcia Palanca100% (1)
- Abut DesignDocument32 pagesAbut DesignSubir Kunda100% (2)
- Kuan 2009 AppendixDocument14 pagesKuan 2009 AppendixMohammed EljammalNo ratings yet
- Aircraft Component Drawing Lab ManualDocument41 pagesAircraft Component Drawing Lab ManualShanmuganathan100% (1)
- 1488644012final Bending - Forming, DrawingDocument31 pages1488644012final Bending - Forming, DrawingasifNo ratings yet
- OCW Topic 8Document41 pagesOCW Topic 8Eva GallNo ratings yet
- Box Culvert by R.S.vasneyDocument10 pagesBox Culvert by R.S.vasneyShreedhar33% (3)
- Extrusion and Drawing PDFDocument16 pagesExtrusion and Drawing PDFAravindhan AnbalaganNo ratings yet
- Potash CrystallizationDocument14 pagesPotash CrystallizationUditha Lakshan100% (1)
- Storage Tank Design Calculation - Api 650: Close Floating RoofDocument31 pagesStorage Tank Design Calculation - Api 650: Close Floating RoofNguyễn Duy HưngNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- PF2Document4 pagesPF2nhulugallaNo ratings yet
- Tarea 3 - Procesos de Conformado MasivoDocument3 pagesTarea 3 - Procesos de Conformado MasivoYuliana Montserrat SanchezNo ratings yet
- Design Parameter:-Geo-ParameterDocument50 pagesDesign Parameter:-Geo-ParameterpandyatusharNo ratings yet
- Miter B1 ADocument55 pagesMiter B1 AFarid TataNo ratings yet
- Muthu Cad 2Document8 pagesMuthu Cad 2Sagarias AlbusNo ratings yet
- Module 5 Extrusion-Lecture 3Document9 pagesModule 5 Extrusion-Lecture 3udaygwlNo ratings yet
- Mech311 Midterm 2009, 2011 and 2012Document9 pagesMech311 Midterm 2009, 2011 and 2012Parvinder SinghNo ratings yet
- Orthogonal Machining - Mechanical ExperimentDocument4 pagesOrthogonal Machining - Mechanical ExperimentRavi AgarwalNo ratings yet
- Design For RC Flat SlabsDocument70 pagesDesign For RC Flat SlabsAil Aafaaq100% (1)
- Base Plate Design - BS CodeDocument3 pagesBase Plate Design - BS Codemicheleling669660% (5)
- Optimization Technique For The Geometry of Twin Screw Cryogenic ExtruderDocument5 pagesOptimization Technique For The Geometry of Twin Screw Cryogenic ExtruderIJSTENo ratings yet
- Lifting Lug Calc - VerticalDocument7 pagesLifting Lug Calc - Verticaljahiranazri100% (1)
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- O level Physics Questions And Answer Practice Papers 3From EverandO level Physics Questions And Answer Practice Papers 3Rating: 3 out of 5 stars3/5 (1)
- O level Physics Questions And Answer Practice Papers 2From EverandO level Physics Questions And Answer Practice Papers 2Rating: 5 out of 5 stars5/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Engineering Vibroacoustic Analysis: Methods and ApplicationsFrom EverandEngineering Vibroacoustic Analysis: Methods and ApplicationsStephen A. HambricNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- 3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesFrom Everand3D Modeling of Nonlinear Wave Phenomena on Shallow Water SurfacesNo ratings yet
- Concept Note Social Service Workforce Conference PDFDocument13 pagesConcept Note Social Service Workforce Conference PDFphillip chirongweNo ratings yet
- Concept Note PreparationDocument2 pagesConcept Note Preparationphillip chirongweNo ratings yet
- Format of A Concept Paper - Research ProposalDocument1 pageFormat of A Concept Paper - Research Proposalphillip chirongweNo ratings yet
- Annex PT Note TemplateDocument13 pagesAnnex PT Note Templatephillip chirongweNo ratings yet
- UntitledDocument3 pagesUntitledphillip chirongweNo ratings yet
- TIE 3213 Assignment 2 (2020) PDFDocument2 pagesTIE 3213 Assignment 2 (2020) PDFphillip chirongwe0% (1)
- Group 9 Presentation: Manufacturing Systems Assignment 1Document20 pagesGroup 9 Presentation: Manufacturing Systems Assignment 1phillip chirongweNo ratings yet
- Lecture Note 4 - Basics of Bank Lending PDFDocument11 pagesLecture Note 4 - Basics of Bank Lending PDFphillip chirongweNo ratings yet
- No175662p Last Forichi Design AssignmentDocument6 pagesNo175662p Last Forichi Design Assignmentphillip chirongweNo ratings yet
- 5.0 WorkMeasurement-NotesDocument7 pages5.0 WorkMeasurement-Notesphillip chirongweNo ratings yet
- Figure 18.8: Concentric Tubes Heat ExchangersDocument10 pagesFigure 18.8: Concentric Tubes Heat Exchangersphillip chirongweNo ratings yet
- Whirling of Shafts ENotesDocument9 pagesWhirling of Shafts ENotesphillip chirongweNo ratings yet
- SMA 2217: Laplace Transforms TutorialDocument2 pagesSMA 2217: Laplace Transforms Tutorialphillip chirongweNo ratings yet
- Ergonomics & Industrial Safety Ii-Tie 1204: Non-Destructive Testing (NDT)Document35 pagesErgonomics & Industrial Safety Ii-Tie 1204: Non-Destructive Testing (NDT)phillip chirongweNo ratings yet
- Design Fabrication and Evaluation of A MDocument92 pagesDesign Fabrication and Evaluation of A Mphillip chirongweNo ratings yet
- Material Science 1Document2 pagesMaterial Science 1phillip chirongweNo ratings yet
- Section 2Document32 pagesSection 2Ahmed RashedNo ratings yet
- Appendix 27 Alternative Requirements For Glass-Lined VesselsDocument2 pagesAppendix 27 Alternative Requirements For Glass-Lined VesselsBinay K SrivastawaNo ratings yet
- JGPT - Development and Evaluation of Felbamate Loaded Solid Lipid NanoparticlesDocument6 pagesJGPT - Development and Evaluation of Felbamate Loaded Solid Lipid NanoparticlesRamanuj SamalNo ratings yet
- Astm D 388Document6 pagesAstm D 388Buddhi BhaskaraNo ratings yet
- 781341Document68 pages781341sandia_docsNo ratings yet
- I. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitDocument10 pagesI. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitBenjelloun MehdiNo ratings yet
- Water Stills Brochure GFL PDFDocument19 pagesWater Stills Brochure GFL PDFCorina StanculescuNo ratings yet
- PCN 100 2018Document33 pagesPCN 100 2018NITIN GUPTANo ratings yet
- Manuele Aufiero PHD Thesis 2014Document133 pagesManuele Aufiero PHD Thesis 2014Pollyanne AlcantaraNo ratings yet
- Chemiphase Oilfield Demulsifier Testing ProcedureDocument4 pagesChemiphase Oilfield Demulsifier Testing ProcedureBen Wiggins100% (1)
- JBT Foodtech H1 Food Grade Seamer Oil Synthetic DemulsifyingDocument5 pagesJBT Foodtech H1 Food Grade Seamer Oil Synthetic Demulsifyingandri putrantoNo ratings yet
- Bulletin 2895Document43 pagesBulletin 2895Gina PistolNo ratings yet
- Chapter 3Document18 pagesChapter 3anon_749279665No ratings yet
- European Patent Specification: ThereinDocument7 pagesEuropean Patent Specification: ThereinnicoNo ratings yet
- Module-3: Recombination in SemiconductorsDocument13 pagesModule-3: Recombination in SemiconductorsKARUTURI AKASH 17BEC0396No ratings yet
- FTPDocument8 pagesFTPMartin FuenzalidaNo ratings yet
- Loctite 243: Technical Data SheetDocument6 pagesLoctite 243: Technical Data SheetMarcoNo ratings yet
- Wear and AbbrassionDocument5 pagesWear and AbbrassionNikhilNo ratings yet
- As Week 3 Q2Document5 pagesAs Week 3 Q2Elaine MagpatagNo ratings yet
- Poly-Crystalline Solar Module: Technology & Quality / Tecnología & CalidadDocument2 pagesPoly-Crystalline Solar Module: Technology & Quality / Tecnología & CalidadBrandon J. SpindolaNo ratings yet
- Thermal Power PlantDocument13 pagesThermal Power PlantKD KannaNo ratings yet
- Leads OpDocument2 pagesLeads Opke_cpwNo ratings yet
- Lecture Notes On Human Metabolism PDFDocument358 pagesLecture Notes On Human Metabolism PDFEuclides Damião100% (1)
- Portfolio in Work ImmersionDocument42 pagesPortfolio in Work ImmersionkatieminnixNo ratings yet
- 5 Rubbing Compound 3MDocument12 pages5 Rubbing Compound 3MSharath Gowda VGNo ratings yet
- Chemical Hazards in RefineryDocument11 pagesChemical Hazards in RefineryRuqiyya Israfilova100% (1)
- EVR General Product CatalogueDocument16 pagesEVR General Product CatalogueAnthonyNo ratings yet
- BIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Document32 pagesBIOAVAILABILITY AND BIOEQUIVALANCE STUDIES Final - PPTX'Md Tayfuzzaman100% (1)