Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance Directorate
Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance Directorate
Download as docx, pdf, or txt
You might also like
- Welding Technology Two MarksDocument20 pagesWelding Technology Two Markssai100% (1)
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- Nuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateDocument11 pagesNuclear Power Corporation of India Limited (A Government of India Enterprise) Quality Assurance DirectorateMANISH BHADAURIANo ratings yet
- J C Gupta & SonsDocument9 pagesJ C Gupta & Sons068999No ratings yet
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDocument5 pages6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNo ratings yet
- Joining or Fabrication MethodsDocument45 pagesJoining or Fabrication MethodsAman SarfarazNo ratings yet
- Corrosion ControlDocument5 pagesCorrosion ControlSri GowthamNo ratings yet
- Fastener Design ManualDocument30 pagesFastener Design ManualsmithworkNo ratings yet
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarNo ratings yet
- Fastener Design ManualDocument10 pagesFastener Design ManualJohn PaulsyNo ratings yet
- Assignment: SubjectDocument8 pagesAssignment: SubjectNAJAMUL HassanNo ratings yet
- Hot Dip PlatingDocument1 pageHot Dip PlatingHarshal ThakreNo ratings yet
- Soldering, Brazing & WeldingDocument52 pagesSoldering, Brazing & WeldingChandrakantha K100% (1)
- Welding 2 PDFDocument7 pagesWelding 2 PDFPratyush BhattacharyaNo ratings yet
- Welding Is A Fabrication or Sculptural Process That Joins Materials, Usually MetalsDocument10 pagesWelding Is A Fabrication or Sculptural Process That Joins Materials, Usually MetalsanilthedonNo ratings yet
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50No ratings yet
- 1-Properties and Classification of Welding ProcessesDocument10 pages1-Properties and Classification of Welding ProcessesabastosuaptNo ratings yet
- Fastener Design Manual, Part OneDocument30 pagesFastener Design Manual, Part OnesmithworkNo ratings yet
- Agricultural Technology GR 10 Term 2 Week 9Document6 pagesAgricultural Technology GR 10 Term 2 Week 9louis.clensieNo ratings yet
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- MECH 6541 - Quiz 2 - 40270483Document18 pagesMECH 6541 - Quiz 2 - 40270483abhiNo ratings yet
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranNo ratings yet
- D and H NewDocument37 pagesD and H NewBharat AhirNo ratings yet
- Mce516 Lecture Note 3Document70 pagesMce516 Lecture Note 3Edward JNo ratings yet
- Post Processing of Mild Steel Undergoing MIG WeldingDocument43 pagesPost Processing of Mild Steel Undergoing MIG Weldingnina felixNo ratings yet
- Welding, Brazing & Soldering PDFDocument9 pagesWelding, Brazing & Soldering PDFSuryakant PrabhuNo ratings yet
- BME Joining ProcessesDocument11 pagesBME Joining ProcessesalysonmicheaalaNo ratings yet
- Soldering (S) : Widely Used Joining MethodDocument9 pagesSoldering (S) : Widely Used Joining MethodAhmed Shaban KotbNo ratings yet
- Welding ElectrodesDocument48 pagesWelding ElectrodesPelin Aybay100% (1)
- Pengelasan (Welding)Document13 pagesPengelasan (Welding)DanilAnshelmusPurbaNo ratings yet
- Welding ProcessesDocument68 pagesWelding Processesrizvee.pdb21No ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- Ajp Module-2Document75 pagesAjp Module-2Naveen S BasandiNo ratings yet
- Manufacturing Process: Chapter 5 Joining ProcessesDocument53 pagesManufacturing Process: Chapter 5 Joining ProcesseshizanorhudaNo ratings yet
- Basic of Corrosion 021211Document18 pagesBasic of Corrosion 021211Sunil DeshpandeNo ratings yet
- Soldering: Navigation SearchDocument12 pagesSoldering: Navigation SearchMarlon BoucaudNo ratings yet
- 6.0 WELDING & METAL JOINTING A--2024 (AE-AVI)Document9 pages6.0 WELDING & METAL JOINTING A--2024 (AE-AVI)robertske290No ratings yet
- Welding 8 - Brazing SolderingDocument19 pagesWelding 8 - Brazing SolderingasitacharyaNo ratings yet
- Soldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesDocument10 pagesSoldering and Brazing: MENG16000: Design & Manufacture 1 Manufacturing ProcessesChen Zhi ShenNo ratings yet
- AJM & NDT - Module - 2Document23 pagesAJM & NDT - Module - 2Naveen S BasandiNo ratings yet
- WI Contoh JawapanDocument5 pagesWI Contoh JawapanMuhammad ZariqNo ratings yet
- CTB01 - General Introduction Sept 02Document2 pagesCTB01 - General Introduction Sept 02Ravinesh SinghNo ratings yet
- Joining MethodsDocument15 pagesJoining MethodsAliyu Ibrahim SalihuNo ratings yet
- AISI tn-d100-13Document4 pagesAISI tn-d100-13Edison BecerraNo ratings yet
- The Purpose of PreheatDocument6 pagesThe Purpose of PreheatSankar GaneshNo ratings yet
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Website White Paper - Welding of Dissimilar Materials With 1KW Fiber LaserDocument12 pagesWebsite White Paper - Welding of Dissimilar Materials With 1KW Fiber LaserPardeepNo ratings yet
- AE2253 Unit 2Document15 pagesAE2253 Unit 2Jones Jones Jr.No ratings yet
- DevashishDocument43 pagesDevashishDevashish JoshiNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- The Importance of Shipboard Welding in Preserving TrimDocument34 pagesThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNo ratings yet
- Protection and Finishes of SteelDocument10 pagesProtection and Finishes of Steeltedime3577No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Fire and Explosion HazardsDocument24 pagesFire and Explosion HazardsMANISH BHADAURIANo ratings yet
- Management of Major HazardsDocument15 pagesManagement of Major HazardsMANISH BHADAURIANo ratings yet
- Hazard IdentificationDocument43 pagesHazard IdentificationMANISH BHADAURIANo ratings yet
- Welding Techniques: K.N.Karn, CDM, BARC, Mumbai 1Document58 pagesWelding Techniques: K.N.Karn, CDM, BARC, Mumbai 1MANISH BHADAURIANo ratings yet
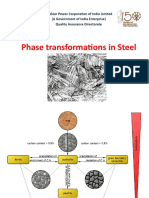
- Phase Transformations in SteelDocument2 pagesPhase Transformations in SteelMANISH BHADAURIANo ratings yet