Lunchbox Session Actuators PDF
Lunchbox Session Actuators PDF
Download as pdf or txt
You might also like
- LTO Violations and Penalties 2023Document2 pagesLTO Violations and Penalties 2023Margaret Quiachon Chiu100% (2)
- Maintenance-Booklet - New LogoDocument47 pagesMaintenance-Booklet - New LogoRichard herrera ochoaNo ratings yet
- Alignment LEBW4975 06Document32 pagesAlignment LEBW4975 06dfheardNo ratings yet
- Flushing Hydraulic System (Rexroth)Document3 pagesFlushing Hydraulic System (Rexroth)Eric CNo ratings yet
- 07 Donaldson HPK04 Series Data SheetsDocument4 pages07 Donaldson HPK04 Series Data SheetsCarlos Mauricio RodríguezNo ratings yet
- GMDSS Maritime Radio OperatorDocument150 pagesGMDSS Maritime Radio OperatorJag Gonzalez100% (1)
- Maritime Law PDFDocument638 pagesMaritime Law PDFmouloud miloud100% (6)
- Shipboard Operations PDFDocument157 pagesShipboard Operations PDFmouloud miloud75% (4)
- Maritime Law PDFDocument638 pagesMaritime Law PDFmouloud miloud100% (6)
- Hydraulic Basics - LunchBox SessionsDocument27 pagesHydraulic Basics - LunchBox SessionsAnonymous jlLBRMAr3O50% (2)
- Lunch Box Session Series-And-Parallel PDFDocument6 pagesLunch Box Session Series-And-Parallel PDFmohamed adel ElreedyNo ratings yet
- Load Testing of GearboxesDocument4 pagesLoad Testing of Gearboxesvijaykumarn100% (1)
- Rope Winches and Gearboxes PDFDocument20 pagesRope Winches and Gearboxes PDFannccknarime50% (2)
- Calculating ARIEL Lube RatesDocument2 pagesCalculating ARIEL Lube RateszhangjieNo ratings yet
- Vibration Analysis For Hydraulic PumpDocument18 pagesVibration Analysis For Hydraulic PumpManikandanNo ratings yet
- Design of HydraulicsDocument5 pagesDesign of HydraulicsNicole DavisNo ratings yet
- Mobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsDocument16 pagesMobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsSamik Mukherjee100% (1)
- Hydraulic Module: Instructors: MAJID Hendra FahrurrozyDocument15 pagesHydraulic Module: Instructors: MAJID Hendra FahrurrozyDwiki Yudia BasukiNo ratings yet
- Symbols and ComponentsDocument17 pagesSymbols and ComponentsetaNo ratings yet
- Hydraulic SystemsDocument48 pagesHydraulic Systemsminotshing maza100% (3)
- Accumulator SizingDocument15 pagesAccumulator Sizingmasarriam1986100% (1)
- Diesel Engine MechanicalDocument50 pagesDiesel Engine MechanicalSandi AslanNo ratings yet
- Hydraulic System DesignDocument3 pagesHydraulic System Designerrante_66100% (2)
- SAI - GM Tech CatalogDocument54 pagesSAI - GM Tech CatalogBoban SimicNo ratings yet
- Immediate download A Student s Guide to Laplace Transforms Student s Guides Daniel Fleisch ebooks 2024Document50 pagesImmediate download A Student s Guide to Laplace Transforms Student s Guides Daniel Fleisch ebooks 2024fraviacactio100% (3)
- TOPIC 8 HydraulicsDocument201 pagesTOPIC 8 HydraulicsVLADIMIR VERA VELARDE100% (2)
- Bevel Gear ManualDocument8 pagesBevel Gear ManualPiort ZelaskiNo ratings yet
- Hydraulic Symbols TutorialDocument5 pagesHydraulic Symbols TutorialdanmertzNo ratings yet
- Overcenter ValvesDocument4 pagesOvercenter ValvesAnonymous jSTkQVC27b100% (1)
- Hydraulics QuestionsDocument2 pagesHydraulics QuestionspvrkusbbNo ratings yet
- Bladder Accumulators HYDACDocument19 pagesBladder Accumulators HYDACPopescu Ioana Corina100% (1)
- Gear DrivesDocument38 pagesGear Drivesionbusu54No ratings yet
- Var PumpDocument20 pagesVar PumpRagab Abulmagd100% (1)
- LIT2319 R4 CH175 Service ManualDocument40 pagesLIT2319 R4 CH175 Service ManualAlfred HitchcockNo ratings yet
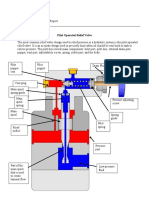
- Pilot Operated Relief Valve ReportdrDocument2 pagesPilot Operated Relief Valve Reportdrapi-516116252No ratings yet
- Slewing Bearings CatDocument33 pagesSlewing Bearings CatbennyfergusonNo ratings yet
- Fluid Viscosity Selection Criteria PDFDocument13 pagesFluid Viscosity Selection Criteria PDFale_gatoNo ratings yet
- Program Winch Teardown - 21-9-15Document11 pagesProgram Winch Teardown - 21-9-15Anonymous 1qAH6CKCNo ratings yet
- Troubleshoooting Hydraulic System71742 - 10Document7 pagesTroubleshoooting Hydraulic System71742 - 10honeyvish92No ratings yet
- Hydraulic Fan Drive SystemDocument17 pagesHydraulic Fan Drive SystemSamson MwenyaNo ratings yet
- Advance Engine Completed & Final InspectonDocument29 pagesAdvance Engine Completed & Final Inspectonnik-enNo ratings yet
- Spool Valves and Hydraulic CircuitsDocument7 pagesSpool Valves and Hydraulic CircuitsDINESHASHOKNo ratings yet
- Axial Piston Pump Fixed Displacement Bosch Rexroth A2F AA2F 1421400728 PDFDocument52 pagesAxial Piston Pump Fixed Displacement Bosch Rexroth A2F AA2F 1421400728 PDFJonathan Giraldo100% (1)
- Nylon Sleeve CouplingDocument3 pagesNylon Sleeve CouplingHudiNo ratings yet
- Hydraulic SymbolsDocument31 pagesHydraulic Symbolspriyanthabandara100% (1)
- Moog Hydraulic Servo Valve Construction Plus Moog PDFDocument13 pagesMoog Hydraulic Servo Valve Construction Plus Moog PDFJean DesingermainNo ratings yet
- SP0-AM305 Hydraulic Fluid InformationDocument6 pagesSP0-AM305 Hydraulic Fluid InformationJosé Emilio D' LeónNo ratings yet
- ) Perational Vlaintena, Nce Manual: I UGRK SeriesDocument22 pages) Perational Vlaintena, Nce Manual: I UGRK Seriessharan kommiNo ratings yet
- SAI Hydraulic Motors - Displacement Variation PDFDocument16 pagesSAI Hydraulic Motors - Displacement Variation PDFbrunosamaeianNo ratings yet
- Failure Analysis: A Guide To Analyzing Axial Piston Pump FailuresDocument29 pagesFailure Analysis: A Guide To Analyzing Axial Piston Pump FailuresAnonymous zIC52xKlNo ratings yet
- Hagglunds Viking MK 64 163000 Bo LN 0100Document26 pagesHagglunds Viking MK 64 163000 Bo LN 0100thijssilderhuis100% (1)
- Basic Component OF Hydraulic SystemDocument64 pagesBasic Component OF Hydraulic SystemWalid Houran100% (5)
- Maintenance Interval Schedule - Prime: Operation and Maintenance ManualDocument3 pagesMaintenance Interval Schedule - Prime: Operation and Maintenance Manualali100% (1)
- Fluid Power Formulas in SI Metric UnitsDocument1 pageFluid Power Formulas in SI Metric UnitsAmmar Imra D Garnette100% (1)
- Hydraulic SymbolsDocument18 pagesHydraulic SymbolsBhaskar Reddy100% (1)
- Installation, Operating and Maintenance Manual. 4GH-255S (2YA) CouplingDocument9 pagesInstallation, Operating and Maintenance Manual. 4GH-255S (2YA) CouplingMahmoud El-abdNo ratings yet
- Hydraulic Pump CalculationsDocument23 pagesHydraulic Pump CalculationsChinmay Jodder100% (2)
- Manual MCD 500 DanffossDocument13 pagesManual MCD 500 DanffossCristian QuinteroNo ratings yet
- Mechanical Braking System of Mine WindersDocument54 pagesMechanical Braking System of Mine Windersanirudh subbuNo ratings yet
- Hydraulic Oil Contamination - TestDocument2 pagesHydraulic Oil Contamination - TestJujuNo ratings yet
- CatDocument36 pagesCatnagananda_ar100% (1)
- ActuatorsDocument20 pagesActuatorshidraulica inteligenteNo ratings yet
- Troubleshooting of Mechanical Seals PDFDocument5 pagesTroubleshooting of Mechanical Seals PDFNasser KhattabNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124Document14 pagesRoatary Actuators - Micromatic Repair Manual - 26R-2 Thru 26R-124tungNo ratings yet
- Roatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130Document12 pagesRoatary Actuators - Micromatic Repair Manual - SS-001 Thru SS-130tungNo ratings yet
- Chain InspectionDocument4 pagesChain Inspectionadhi nrNo ratings yet
- China's Maritime Silk Road Initiative and South Asia A Political Economic Analysis of Its Purposes, Perils, and Promise by Jean-Marc F. BlanchardDocument249 pagesChina's Maritime Silk Road Initiative and South Asia A Political Economic Analysis of Its Purposes, Perils, and Promise by Jean-Marc F. Blanchardmouloud miloud100% (1)
- MGN 324 (M+F) Amendment 1: Navigation: Watchkeeping Safety - Use of VHF Radio and AISDocument8 pagesMGN 324 (M+F) Amendment 1: Navigation: Watchkeeping Safety - Use of VHF Radio and AISmouloud miloudNo ratings yet
- Chapter 3 - Collision Avoidance: Relative MotionDocument88 pagesChapter 3 - Collision Avoidance: Relative Motionmouloud miloud100% (1)
- Echo Sounder Presentation1Document92 pagesEcho Sounder Presentation1mouloud miloudNo ratings yet
- Uk P and I - Risk - Awareness - Tanker - March - 2020 - WEB PDFDocument36 pagesUk P and I - Risk - Awareness - Tanker - March - 2020 - WEB PDFmouloud miloudNo ratings yet
- Medical Handbook For SeafarersDocument213 pagesMedical Handbook For SeafarersmuscalualinaNo ratings yet
- Gas Manual Dtd. 30-Sep-17Document219 pagesGas Manual Dtd. 30-Sep-17mouloud miloudNo ratings yet
- Ballast Water Management FAQDocument14 pagesBallast Water Management FAQmouloud miloudNo ratings yet
- Guide For Measures To Cope With Degraded Marine Heavy (1996) PDFDocument90 pagesGuide For Measures To Cope With Degraded Marine Heavy (1996) PDFmouloud miloudNo ratings yet
- Differential GPS May Helpful in Precision Farming. How?: Arfan Arshad, Muhammad RiazDocument6 pagesDifferential GPS May Helpful in Precision Farming. How?: Arfan Arshad, Muhammad Riazmouloud miloudNo ratings yet
- LGC Fgcettp 2020 PDFDocument230 pagesLGC Fgcettp 2020 PDFmouloud miloudNo ratings yet
- INTERTANKO Outbreak Management Plan COVID-19 PDFDocument16 pagesINTERTANKO Outbreak Management Plan COVID-19 PDFmouloud miloudNo ratings yet
- SAILOR SE406-II Satellite EPIRB SAILOR SGE406-II Satellite GPS EPIRBDocument36 pagesSAILOR SE406-II Satellite EPIRB SAILOR SGE406-II Satellite GPS EPIRBmouloud miloudNo ratings yet
- Compass - A Study Guide For CadetDocument26 pagesCompass - A Study Guide For Cadetmouloud miloud100% (1)
- People Workbook ParticipantsDocument64 pagesPeople Workbook Participantsmouloud miloud100% (1)
- Toyota C-HRDocument35 pagesToyota C-HRراحیل معروفNo ratings yet
- Jai Transport QUOTATIONDocument3 pagesJai Transport QUOTATIONanishNo ratings yet
- Инструкция по установке сигнализации BMW 1 Series Coupe E82Document11 pagesИнструкция по установке сигнализации BMW 1 Series Coupe E82Прошунин АлександрNo ratings yet
- P92-2410 SantiDocument5 pagesP92-2410 Santicarlos ramosNo ratings yet
- Interconnectors - Samand & Soren ECO MUXDocument16 pagesInterconnectors - Samand & Soren ECO MUXnaser hasanzadehNo ratings yet
- Design and Fabrication of GearBoxDocument21 pagesDesign and Fabrication of GearBoxSanjeev SinghNo ratings yet
- Form Specification - UTDocument19 pagesForm Specification - UTLili ApriliaNo ratings yet
- Volkswagen Camper Commercial 103 - 2016-05Document100 pagesVolkswagen Camper Commercial 103 - 2016-05alfasprintNo ratings yet
- Beitman 1950Document196 pagesBeitman 1950Alfredo Meurer JuniorNo ratings yet
- Labor Requirement Guide: March 2012Document141 pagesLabor Requirement Guide: March 2012Eckard GuendelNo ratings yet
- Barang2 NHFDocument53 pagesBarang2 NHFDevi Rista A.No ratings yet
- Cylinder Work Risky BusinessDocument59 pagesCylinder Work Risky BusinessminhgiapleNo ratings yet
- Car CompareDocument20 pagesCar ComparecdcdscdsNo ratings yet
- Invoice SO 003357ZMTDocument1 pageInvoice SO 003357ZMTFirdaus AbdullahNo ratings yet
- Ball Valve - An Overview - ScienceDirect TopicsDocument23 pagesBall Valve - An Overview - ScienceDirect TopicsMalik DaniyalNo ratings yet
- DATA SHEET BLOWER FRAIJANES - URAI-33-Blower-Data-SheetDocument2 pagesDATA SHEET BLOWER FRAIJANES - URAI-33-Blower-Data-SheetOscar SteigerNo ratings yet
- Specs Sheet m1151 Domestic 04 10Document2 pagesSpecs Sheet m1151 Domestic 04 10Herson ValenzuelaNo ratings yet
- Autolube GD 825-2Document14 pagesAutolube GD 825-2Calon KayaNo ratings yet
- CRUISE CONTROL - MINI Cooper Countryman 2012 - SYSTEM WIRING DIAGRAMSDocument1 pageCRUISE CONTROL - MINI Cooper Countryman 2012 - SYSTEM WIRING DIAGRAMSEdijs OlsteinsNo ratings yet
- Mack Maxitorque Es 10 Speed Transmission t310Document3 pagesMack Maxitorque Es 10 Speed Transmission t310Octavio Bellido100% (2)
- Lower Rocker Moldings For 2010-2014 Toyota Prius Installation Instructions Pt29a-47120Document4 pagesLower Rocker Moldings For 2010-2014 Toyota Prius Installation Instructions Pt29a-47120Danny1702No ratings yet
- Vitara BrochureDocument40 pagesVitara BrochureAndrew musiimeNo ratings yet
- Dualtron Victor Usermanual US CDocument24 pagesDualtron Victor Usermanual US CFernando NunesNo ratings yet
- REXROTH A10FM R902443737 - en - 20240237Document8 pagesREXROTH A10FM R902443737 - en - 20240237nunovazNo ratings yet
- Engine PC LS160 LS170 1 EUDocument82 pagesEngine PC LS160 LS170 1 EUsassine khouryNo ratings yet
- Shaft DesignDocument34 pagesShaft DesignSaad AhmedNo ratings yet
- Aramco Base Oil Catalog 2023Document32 pagesAramco Base Oil Catalog 2023Adobe PdfNo ratings yet
- McqsDocument9 pagesMcqsFaraz NawazNo ratings yet