Module 5 - Principles of Gating and Risering
Module 5 - Principles of Gating and Risering
Download as pdf or txt
You might also like
- D&D Shop Catalog (Free Edition V - 1 - 0)Document5 pagesD&D Shop Catalog (Free Edition V - 1 - 0)john smithNo ratings yet
- PIIMA - Presidential School Presentation (26 May - Tashkent - Edu Track)Document11 pagesPIIMA - Presidential School Presentation (26 May - Tashkent - Edu Track)johndavsg8022No ratings yet
- MACHININGDocument10 pagesMACHININGDrSomnath BhattacharyaNo ratings yet
- Surface Finishing ProcessDocument28 pagesSurface Finishing ProcessRavichandran GNo ratings yet
- Types of Pattern and Its ApplicationDocument27 pagesTypes of Pattern and Its ApplicationKarthik GanesanNo ratings yet
- Grinding and Grinding MachineDocument67 pagesGrinding and Grinding MachineTHEOPHILUS ATO FLETCHER100% (1)
- Internship Report: Rayalaseema Thermal Power ProjectDocument34 pagesInternship Report: Rayalaseema Thermal Power ProjectGoutham Reddy100% (2)
- Lucas-Cav P/N. OMAP P/n. Application - Verwendung - Application - ApplicazioneDocument12 pagesLucas-Cav P/N. OMAP P/n. Application - Verwendung - Application - ApplicazioneNicusor BuleteanuNo ratings yet
- Necromunda TerrainDocument42 pagesNecromunda Terraineardstapa100% (4)
- Gating and Risering PDFDocument16 pagesGating and Risering PDFpericharla ravivarmaNo ratings yet
- Design of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveDocument17 pagesDesign of The Casting Process For A Spur Gear/Solid Shaft Using Sand Casting Process ObjectiveYonas YG100% (2)
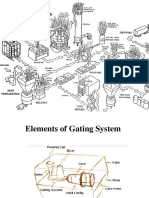
- Elements of Gating SystemDocument30 pagesElements of Gating Systemavutu_kunduru78% (9)
- Gating System DesignDocument11 pagesGating System DesignAshok Pradhan100% (1)
- Foundry Notes by ShiftyDocument22 pagesFoundry Notes by ShiftyRaiyan Shifty100% (1)
- Slush CastingDocument20 pagesSlush Castingamt938100% (1)
- of Centrifugal Casting ProcessDocument14 pagesof Centrifugal Casting Processakshay sawansukha100% (1)
- Manufacturing Process - I: Casting ProcessesDocument173 pagesManufacturing Process - I: Casting Processessuneel kumar rathoreNo ratings yet
- Mt-I 2 Marks With Answer PDFDocument15 pagesMt-I 2 Marks With Answer PDFSiva RamanNo ratings yet
- Experiment No. 5 Centrifugal Casting ProcessDocument6 pagesExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNo ratings yet
- Cast IronDocument34 pagesCast IronMKPashaPasha100% (1)
- Pattern AllowancesDocument19 pagesPattern Allowancesimamuddeen75% (4)
- Green Sand MouldDocument14 pagesGreen Sand MouldHimanshu Sangwan100% (1)
- CH 2-Patterns and Core MakingDocument51 pagesCH 2-Patterns and Core Makinggosaye desalegnNo ratings yet
- RollingDocument9 pagesRollingFiq IskandarNo ratings yet
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaNo ratings yet
- Foundry MechanizationDocument15 pagesFoundry MechanizationShaaf Amjad100% (2)
- Assignment 2Document2 pagesAssignment 2parthivNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Lecture - 9 Fettling and Casting DefectsDocument43 pagesLecture - 9 Fettling and Casting DefectsSara KiNo ratings yet
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Types of PatternsDocument28 pagesTypes of PatternsMani Kandan100% (1)
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- Automobile Body Materials Trim and MechanicsDocument8 pagesAutomobile Body Materials Trim and MechanicsHarshdeepsinh Padhiyar100% (1)
- CH 4-Gating System and RiseringDocument63 pagesCH 4-Gating System and RiseringGosaye Desalegn100% (1)
- Assignment No # 1: Topic: Subject: Session: Submitted By: Roll NoDocument22 pagesAssignment No # 1: Topic: Subject: Session: Submitted By: Roll NoLvlNo ratings yet
- Shell Molding Process Guide - The Eagle GroupDocument27 pagesShell Molding Process Guide - The Eagle GroupVasu RajaNo ratings yet
- CH 3-Moulding and Core MakingDocument49 pagesCH 3-Moulding and Core Makinggosaye desalegn100% (3)
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Title:: To Make A Slot by Shaper MachineDocument4 pagesTitle:: To Make A Slot by Shaper MachineMD Mahmudul Hasan MasudNo ratings yet
- Rolling Lab PresentationDocument35 pagesRolling Lab PresentationNareshNo ratings yet
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Types of Chips in Metal CuttingDocument5 pagesTypes of Chips in Metal CuttingMUKIIBI GERALDNo ratings yet
- Machine MouldingDocument3 pagesMachine MouldingDr.S.Ravi CITNo ratings yet
- Workshop Technology Question BankDocument3 pagesWorkshop Technology Question BankKamalakanta Sahoo100% (2)
- Manufacturing Technology - I Unit - I: 2 Marks Question & AnswersDocument15 pagesManufacturing Technology - I Unit - I: 2 Marks Question & AnswersSK NAGOOR VALI100% (1)
- Maintenance of Machinery Course Code: Mceng 5142 Instructor: Mesfin S. (PH.D.)Document30 pagesMaintenance of Machinery Course Code: Mceng 5142 Instructor: Mesfin S. (PH.D.)Mikias Tefera100% (1)
- Heat Treatment MCQDocument23 pagesHeat Treatment MCQAkashNo ratings yet
- Iron Carbon DiagramDocument11 pagesIron Carbon DiagramAshwani DograNo ratings yet
- Unit 3 - Machining OperationsDocument105 pagesUnit 3 - Machining OperationsBhaskar KandpalNo ratings yet
- Difference Between Capstan Lathe and Turret LatheDocument1 pageDifference Between Capstan Lathe and Turret Latheakjeevanantham79No ratings yet
- Classification of Casting TechniquesDocument16 pagesClassification of Casting TechniquesRehan SharmaNo ratings yet
- Casting QuestionDocument5 pagesCasting QuestionAvishek Gupta100% (1)
- Welding Shop AssignmentDocument15 pagesWelding Shop AssignmentArslan100% (1)
- Lathe MachineDocument34 pagesLathe MachineVaibhav Vithoba Naik100% (1)
- Diffusion Welding 2-1Document23 pagesDiffusion Welding 2-1manu9mohan-7No ratings yet
- METALSDocument48 pagesMETALSMian Afzaal 72No ratings yet
- BMP PPT 2Document115 pagesBMP PPT 2HOD MENo ratings yet
- Foundry NoteDocument42 pagesFoundry NotetaridanNo ratings yet
- 1.4-Core, Types of Cores, Core Box, Core PrintsDocument39 pages1.4-Core, Types of Cores, Core Box, Core PrintsRamu AmaraNo ratings yet
- 4 Sheet MetalDocument54 pages4 Sheet MetalShashank PansariNo ratings yet
- MCQs Chip FormationDocument9 pagesMCQs Chip FormationMohsin QaziNo ratings yet
- Plant LayoutDocument3 pagesPlant LayoutPalash Swarnakar100% (2)
- Module 5 - Principles of Gating and RiseringDocument10 pagesModule 5 - Principles of Gating and RiseringAbinav Dhinakar0% (1)
- Elements of Gating SystemDocument21 pagesElements of Gating SystemsudhirNo ratings yet
- Casting2 (Gating System)Document99 pagesCasting2 (Gating System)monu61316No ratings yet
- Propeller Shaft Univ JointDocument7 pagesPropeller Shaft Univ JointGoutham ReddyNo ratings yet
- Palli Goutham Reddy 17BME0720: Hydraulic BrakesDocument3 pagesPalli Goutham Reddy 17BME0720: Hydraulic BrakesGoutham ReddyNo ratings yet
- Assembly and Disassembly of Air Brake System.: Mee3006 Automobile Engineering Experiment - 9Document3 pagesAssembly and Disassembly of Air Brake System.: Mee3006 Automobile Engineering Experiment - 9Goutham ReddyNo ratings yet
- Palli Goutham Reddy 17BME0720: Hydraulic BrakesDocument2 pagesPalli Goutham Reddy 17BME0720: Hydraulic BrakesGoutham ReddyNo ratings yet
- Goutham Reddy Palli: EducationDocument1 pageGoutham Reddy Palli: EducationGoutham ReddyNo ratings yet
- Graphical MethodDocument8 pagesGraphical MethodGoutham ReddyNo ratings yet
- Experiment - 10 Sai Teja P 15bme0929Document19 pagesExperiment - 10 Sai Teja P 15bme0929Goutham ReddyNo ratings yet
- WINSEM2017-18 - MAT2001 - ETH - GDNG08 - VL2017185000512 - Reference Material I - Design of Experriments-One Way ClassificationDocument4 pagesWINSEM2017-18 - MAT2001 - ETH - GDNG08 - VL2017185000512 - Reference Material I - Design of Experriments-One Way ClassificationGoutham ReddyNo ratings yet
- Personal Details Experience: Peram Venkata Siva Rami ReddyDocument1 pagePersonal Details Experience: Peram Venkata Siva Rami ReddyGoutham ReddyNo ratings yet
- Prashanth Reddy M Resume UpdatedDocument1 pagePrashanth Reddy M Resume UpdatedGoutham ReddyNo ratings yet
- WINSEM2017-18 - MAT2001 - ETH - SJT124 - VL2017185000400 - Reference Material III - Link To Download MAT2001 NotesDocument1 pageWINSEM2017-18 - MAT2001 - ETH - SJT124 - VL2017185000400 - Reference Material III - Link To Download MAT2001 NotesGoutham ReddyNo ratings yet
- Module 3: Laurent Series: Dr. T. PhaneendraDocument4 pagesModule 3: Laurent Series: Dr. T. PhaneendraGoutham ReddyNo ratings yet
- Module 3: Taylor SeriesDocument3 pagesModule 3: Taylor SeriesGoutham ReddyNo ratings yet
- Digital Assignment 2Document13 pagesDigital Assignment 2Goutham ReddyNo ratings yet
- Special CastingDocument18 pagesSpecial CastingGoutham ReddyNo ratings yet
- "Flexible Manufacturing System": Department of Mechanical EngineeringDocument32 pages"Flexible Manufacturing System": Department of Mechanical EngineeringGoutham ReddyNo ratings yet
- Provisional Grade History: Register No. Name Program SchoolDocument3 pagesProvisional Grade History: Register No. Name Program SchoolGoutham ReddyNo ratings yet
- Module 2: Conformal Mapping: Dr. T. Phaneendra January 3, 2019Document13 pagesModule 2: Conformal Mapping: Dr. T. Phaneendra January 3, 2019Goutham ReddyNo ratings yet
- "Flexible Manufacturing System": K.AMARENDRA (17BME0828) P.GOUTHAM REDDY (17BME0720) Y.V.SIVS PRASANTH (17BME0457)Document27 pages"Flexible Manufacturing System": K.AMARENDRA (17BME0828) P.GOUTHAM REDDY (17BME0720) Y.V.SIVS PRASANTH (17BME0457)Goutham ReddyNo ratings yet
- Amarendra Kancharla - 17BME0828 - School of Mechanical EngineeringDocument1 pageAmarendra Kancharla - 17BME0828 - School of Mechanical EngineeringGoutham ReddyNo ratings yet
- Tata Internship LetterDocument1 pageTata Internship LetterGoutham Reddy100% (1)
- Internship Poster - TemplateDocument1 pageInternship Poster - TemplateGoutham ReddyNo ratings yet
- Scanned by CamscannerDocument4 pagesScanned by CamscannerGoutham ReddyNo ratings yet
- Summer Training IN Andhra Pradesh Power Generation Corporation - (Apgenco)Document17 pagesSummer Training IN Andhra Pradesh Power Generation Corporation - (Apgenco)Goutham ReddyNo ratings yet
- Eng 1Document4 pagesEng 1Goutham ReddyNo ratings yet
- Da SomDocument3 pagesDa SomGoutham ReddyNo ratings yet
- School of Education Lesson Plan Template: Victorian Curriculum (F-10)Document9 pagesSchool of Education Lesson Plan Template: Victorian Curriculum (F-10)api-549818466No ratings yet
- 2 Problem SetDocument4 pages2 Problem SetPranil ChaudhariNo ratings yet
- Electronic Ticket Receipt: ItineraryDocument2 pagesElectronic Ticket Receipt: ItineraryEko ScholesNo ratings yet
- Cannabis Industry ReportDocument4 pagesCannabis Industry ReportShakkhor HaqueNo ratings yet
- DLL - Science 6 - Q1 - W8Document3 pagesDLL - Science 6 - Q1 - W8janeNo ratings yet
- CDDR10CDDR12CDDR15Document2 pagesCDDR10CDDR12CDDR15Omayr QureshiNo ratings yet
- TURBO-AIR 3000 Centrifugal CompressorDocument6 pagesTURBO-AIR 3000 Centrifugal CompressorAJUJOHNAJUNo ratings yet
- Ej 1241920Document11 pagesEj 1241920felixdelacruzz2021No ratings yet
- IECRs ASA Level Chemistry P22 Q3Document6 pagesIECRs ASA Level Chemistry P22 Q3Ahmad MubasharNo ratings yet
- Fortigate Level 1Document6 pagesFortigate Level 1vorn savanNo ratings yet
- Derivatives DigestDocument42 pagesDerivatives DigestYatsNo ratings yet
- Starfinder Character SheetDocument39 pagesStarfinder Character SheetDavid Erazo CarrilloNo ratings yet
- Thesis Smoking BehaviourDocument6 pagesThesis Smoking Behaviourlarissaswensonsiouxfalls100% (2)
- AWDS Coltri CompressorDocument1 pageAWDS Coltri CompressorAriel ArizabalNo ratings yet
- Break Even New2Document39 pagesBreak Even New2thomasNo ratings yet
- Mentorpaper 75287Document10 pagesMentorpaper 75287Tzouralas TheodorosNo ratings yet
- Sales Tax Payment Challan: PSID #: 139351126Document3 pagesSales Tax Payment Challan: PSID #: 139351126solid_impactNo ratings yet
- 6 SeriesDocument26 pages6 Seriesmichaelsimba chorumaNo ratings yet
- LP English II - Royal Order of Adjectives (LOCAL DEMO)Document3 pagesLP English II - Royal Order of Adjectives (LOCAL DEMO)MJNogoy100% (1)
- ISO 9001 2015 Internal Audit Checklist Sample23322111 PDFDocument6 pagesISO 9001 2015 Internal Audit Checklist Sample23322111 PDFHenkNo ratings yet
- Zoho Interview Questions and Answers: Vikram SinghDocument20 pagesZoho Interview Questions and Answers: Vikram SinghpoornimaepyNo ratings yet
- Agricultural ErgonomicsDocument53 pagesAgricultural ErgonomicsJose F ReyesNo ratings yet
- 11 BibiographyDocument9 pages11 Bibiographyswarnika singhNo ratings yet
- Geological Survey of Great Britain - L The Country Around Holmfirth and GlossopDocument233 pagesGeological Survey of Great Britain - L The Country Around Holmfirth and GlossopCraig BurtonNo ratings yet
- NATO Chicago Economic ImpactDocument15 pagesNATO Chicago Economic ImpactPATRIOTSKULLZNo ratings yet
- Advanced SQLDocument60 pagesAdvanced SQLMaria AftabNo ratings yet