En 10163-1
En 10163-1
Download as pdf or txt
At a glance
Powered by AI
This document outlines delivery requirements and general conditions for the surface condition of hot rolled steel plates, wide flats and sections according to a European Standard. It defines imperfections, general requirements, repair procedures and provides additional informative annexes.
This European Standard aims to stipulate the conditions for giving this standard the status of a national standard without any alteration in CEN member countries. It replaces previous Euronorm standards and was approved by CEN to become a European Standard.
According to the document, the following countries are bound to implement this European Standard: Austria, Belgium, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and United Kingdom.
You might also like
- PD Cen-Tr 15589-2014 PDFDocument16 pagesPD Cen-Tr 15589-2014 PDFvirtechNo ratings yet
- DD Cen TR 10347-2006Document14 pagesDD Cen TR 10347-2006prabagaran88% (8)
- Iso 15610-2003Document12 pagesIso 15610-2003Asan Beinur100% (1)
- ISO-4386-1-2019 - Plain Bearings - Non-Destructive Ultrasonic Testing of Bond Caf Thikness Greater Than or Equal To 0,5 MMDocument9 pagesISO-4386-1-2019 - Plain Bearings - Non-Destructive Ultrasonic Testing of Bond Caf Thikness Greater Than or Equal To 0,5 MMsantiago aguilera100% (1)
- en 15608 Euro Matls GroupingDocument12 pagesen 15608 Euro Matls GroupingCarlos Nombela Palacios100% (2)
- Iso-Tr 17671-3-2002Document28 pagesIso-Tr 17671-3-2002Anbarasan Perumal100% (1)
- BS en 10306 - 2002Document18 pagesBS en 10306 - 2002subbarao100% (1)
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- Vision Testing in Accordance With ISO 9712 For NonDocument2 pagesVision Testing in Accordance With ISO 9712 For NonConrad Van Der WesthuizenNo ratings yet
- Acceptance Level As Per ISO 11666Document4 pagesAcceptance Level As Per ISO 11666Shrikant Utekar100% (2)
- BS EN 30042 (Alum)Document18 pagesBS EN 30042 (Alum)Pablo OchoaNo ratings yet
- Iso 20172-1 2017Document11 pagesIso 20172-1 2017Dinh Quang Nham100% (1)
- Din en 15085 2Document24 pagesDin en 15085 2David Hoffman100% (1)
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Bsi Bs 1560-2Document64 pagesBsi Bs 1560-2Danilo Moraes100% (1)
- En 10163-2Document6 pagesEn 10163-2Gheorghe Calota100% (1)
- Din en Iso 23279-2010Document19 pagesDin en Iso 23279-2010Anbarasan PerumalNo ratings yet
- ISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFDocument16 pagesISO - FDIS - 6848-2004-Clasificação Eléctrodos de Tungsténio PDFRicardo FernandesNo ratings yet
- Sep 1922 enDocument7 pagesSep 1922 enIngo Becker100% (2)
- EN ISO 9016: European Standard Norme Européenne Europäische NormDocument15 pagesEN ISO 9016: European Standard Norme Européenne Europäische NormИван ИвановNo ratings yet
- NF en 1418-EnglishDocument15 pagesNF en 1418-Englishexedat100% (1)
- BS en Iso 09016-2011Document16 pagesBS en Iso 09016-2011Chris100% (1)
- Bsen25817 PDFDocument18 pagesBsen25817 PDFdzat_sudrazat0% (1)
- EN 10025: 2004 Is The New European Standard For Structural Steel.Document6 pagesEN 10025: 2004 Is The New European Standard For Structural Steel.Alin DavidNo ratings yet
- BS en Iso 15609-5-2011 (2012)Document22 pagesBS en Iso 15609-5-2011 (2012)burak ücebakanNo ratings yet
- Model WopqDocument2 pagesModel WopqAnilkumarGopinathanNairNo ratings yet
- Iso 3834-2Document2 pagesIso 3834-2NEWES2014No ratings yet
- Din en Iso 2560Document40 pagesDin en Iso 2560Rahul Aher100% (1)
- BS en 756-96 PDFDocument13 pagesBS en 756-96 PDFAhmet Memiş100% (1)
- Iso 4386-2-2019Document18 pagesIso 4386-2-2019ismaelarchilacastilloNo ratings yet
- Iso DTR 20172Document66 pagesIso DTR 20172weldnoteNo ratings yet
- BS en ISO 9016-2012 (Impact Test)Document16 pagesBS en ISO 9016-2012 (Impact Test)Dave CheungNo ratings yet
- ISO - TR - 15608 - Welding Guide Line PDFDocument10 pagesISO - TR - 15608 - Welding Guide Line PDFDacher DanielNo ratings yet
- Survey Welding-Standards 03-11-2011Document0 pagesSurvey Welding-Standards 03-11-2011Florin SoicuNo ratings yet
- ISO 9692 1 2013 Welding and Allied ProcessesDocument20 pagesISO 9692 1 2013 Welding and Allied Processesluisgonzalezf95No ratings yet
- BS en 1708-3-12Document22 pagesBS en 1708-3-12gaso99No ratings yet
- En15085 Guideline-Part2 2017-11Document22 pagesEn15085 Guideline-Part2 2017-11Quality MSIPLNo ratings yet
- NDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Poster Welding Positions Asme Vs enDocument1 pagePoster Welding Positions Asme Vs enalan100% (1)
- Standards by Iso Steel CastingsDocument4 pagesStandards by Iso Steel CastingsrajagopalNo ratings yet
- Iso 1011Document58 pagesIso 1011CüneytNo ratings yet
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNo ratings yet
- Bs en Iso 9606 1 - 2017Document43 pagesBs en Iso 9606 1 - 2017antant3052No ratings yet
- дсту en iso 9934-3-2016 МТ оборудование контроляDocument20 pagesдсту en iso 9934-3-2016 МТ оборудование контроляАлексейNo ratings yet
- Overview Fusion Welding StandardsDocument1 pageOverview Fusion Welding StandardspedroNo ratings yet
- BS en 1711-2000Document24 pagesBS en 1711-2000FelipeVelasquezZapataNo ratings yet
- EN 13445-5 Samo TabeliDocument4 pagesEN 13445-5 Samo TabeliNenad Marković100% (1)
- En 1011 2 Welding RecommendationsDocument2 pagesEn 1011 2 Welding RecommendationsRam TN100% (1)
- BS EN ISO 17637 - 2003 - WeldingDocument20 pagesBS EN ISO 17637 - 2003 - WeldingYang GaoNo ratings yet
- ISO 14171 - Welding Consumables - Solid Wire For Submerged Arc WeldingDocument28 pagesISO 14171 - Welding Consumables - Solid Wire For Submerged Arc WeldingLampion BushonovNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- BS EN ISO 23278-2009 MT AcceptanceDocument10 pagesBS EN ISO 23278-2009 MT AcceptanceVuong Tran Van100% (1)
- Fracture TestDocument14 pagesFracture Testogulcankabakci100% (1)
- En 10025-2Document4 pagesEn 10025-2Sebastián Araya MoraNo ratings yet
- Iso 7963-2022Document16 pagesIso 7963-2022nanotech123No ratings yet
- CSWIP-WI-6-92 12th Edition May 2012Document17 pagesCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenNo ratings yet
- BS en 10163-1-2004 (2007)Document16 pagesBS en 10163-1-2004 (2007)André VenturaNo ratings yet
- En 10164-1993Document8 pagesEn 10164-1993Marija IvanovskaNo ratings yet
- BS en 00413-1-2004 PDFDocument40 pagesBS en 00413-1-2004 PDFShan Sandaruwan Abeywardene100% (2)
- Galvanic CorrosionDocument5 pagesGalvanic Corrosionsatheez3251No ratings yet
- Brammer Standard-IndustrialDocument43 pagesBrammer Standard-IndustrialMd. Anowar HossainNo ratings yet
- Basic Metallurgy and WeldingDocument1 pageBasic Metallurgy and WeldingBobby WongNo ratings yet
- Aisi 1045Document1 pageAisi 1045edraelmx100% (1)
- S09 - Guia Comprensión de Textos en Inglés 2 de 2Document2 pagesS09 - Guia Comprensión de Textos en Inglés 2 de 2LEIDY TATIANA GALINDO CANONNo ratings yet
- Gta05 10 033Document10 pagesGta05 10 0337gftx5q8kbNo ratings yet
- ISO 17025 Credentials - SGS UKDocument8 pagesISO 17025 Credentials - SGS UKkarthicbc2020No ratings yet
- (MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagDocument284 pages(MRE_Materials Research and Engineering) B. E. Paton, B. I. Medovar, G. S. Marinski, V. L. Shevtsov, U. V. Orlovski (auth.), B. I. Medovar, G. A. Boyko (eds.) - Electroslag Technology-Springer-VerlagJose PerezNo ratings yet
- ZINCATURADocument7 pagesZINCATURALucaNo ratings yet
- Catalogo SunnenDocument28 pagesCatalogo Sunnenvictor carvalloNo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- High Manganese Carbon Steels (1500 Series) / 231Document4 pagesHigh Manganese Carbon Steels (1500 Series) / 231Gil CabreraNo ratings yet
- Bat 3Document49 pagesBat 3Paul OñaNo ratings yet
- Cor 4060 Eng DM 160101Document2 pagesCor 4060 Eng DM 160101Fraz AhmadNo ratings yet
- ICI Metal Standards Spec ManualDocument26 pagesICI Metal Standards Spec Manualbaskaran.marieNo ratings yet
- CTM 024Document1 pageCTM 024sjoasgdNo ratings yet
- Presentation Robin Bergstrand2Document10 pagesPresentation Robin Bergstrand2Karthik GuttiNo ratings yet
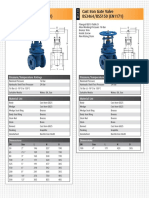
- Weflo 3129 Cast Iron Gate Valve Flanged Table EDocument1 pageWeflo 3129 Cast Iron Gate Valve Flanged Table EMOHD HAIDARNo ratings yet
- The Electrical Conductivity of The Copper-Aluminum Alloys.Document21 pagesThe Electrical Conductivity of The Copper-Aluminum Alloys.Bruna GomesNo ratings yet
- Metal p4 ws3Document8 pagesMetal p4 ws3NonnoonoNo ratings yet
- A Special Tool For Peeling Wire Ends, Cutting WoodenDocument2 pagesA Special Tool For Peeling Wire Ends, Cutting WoodenRamos LeonaNo ratings yet
- Forging WorkshopDocument17 pagesForging Workshopshriyanshi khandelwalNo ratings yet
- Finalworm 160204043543Document20 pagesFinalworm 160204043543Jasper JazNo ratings yet
- 6 DHS DCS Implant & InstrumentDocument7 pages6 DHS DCS Implant & InstrumentSarath KumarNo ratings yet
- Astm A192 Asme Sa192 PDFDocument3 pagesAstm A192 Asme Sa192 PDFSon-Tuan PhamNo ratings yet
- 1314lab - Mole Quantities LabDocument2 pages1314lab - Mole Quantities Labapi-239176358No ratings yet
- FIRE-RESISTANCE RATINGS - UL Product w605 1hrsDocument3 pagesFIRE-RESISTANCE RATINGS - UL Product w605 1hrsRoland James ArimadoNo ratings yet
- Opss-Prov 908 - 1998 - Construction Specification For Metal Railings For StructuresDocument9 pagesOpss-Prov 908 - 1998 - Construction Specification For Metal Railings For StructuresPubcrawlNo ratings yet
- Astm F568M 07Document4 pagesAstm F568M 07cesar gallardoNo ratings yet