Selection of Technologies For Gas Plant Natural
Selection of Technologies For Gas Plant Natural
Download as docx, pdf, or txt
At a glance
Powered by AI
The document outlines the main processing units and steps in a typical natural gas plant from inlet to final polished gas. Key steps include acid gas removal, dehydration, liquids recovery, and sulfur recovery.
The main processing steps outlined are: receipt of raw gas, acid gas removal, sulfur recovery, dehydration, liquids recovery, and final polishing to meet sales specifications.
Sulfur recovery technologies discussed include incineration, Claus process, and catalytic conversion. They differ in the amount of sulfur they can handle per day and achievable sulfur emission rates.
You might also like
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- SENTUO Draft Oil Refinery EIS - June2020Document205 pagesSENTUO Draft Oil Refinery EIS - June2020Great AmpongNo ratings yet
- Egeberg 2010 - Hydrotreating in The Production ofDocument13 pagesEgeberg 2010 - Hydrotreating in The Production ofNadia RizanedewiNo ratings yet
- Roadmap For Adaptationon Low Sulphur FuelDocument65 pagesRoadmap For Adaptationon Low Sulphur FuelHHHNo ratings yet
- Petroleum Refining GlossaryDocument7 pagesPetroleum Refining GlossaryPradeep MunnaNo ratings yet
- Department of Chemical EngineeringDocument24 pagesDepartment of Chemical EngineeringMNIT Literary SocietyNo ratings yet
- Objective Questions On Petroleum RefiningDocument23 pagesObjective Questions On Petroleum RefiningjohnNo ratings yet
- Petroleum Refining Engineering: Ram Babu Nagar (2014uch1644)Document4 pagesPetroleum Refining Engineering: Ram Babu Nagar (2014uch1644)Deepak Sharma100% (1)
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilDocument66 pagesLecture 3: Petroleum Refining Overview: 3.1 Crude OilKumar Ayush100% (1)
- Lec 4Document7 pagesLec 4اسامه عمر عثمانNo ratings yet
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Chemical Technology Subject Code: CH2001Document23 pagesChemical Technology Subject Code: CH2001U SANKAR TEJONo ratings yet
- Atmospheric Distillation of Crude OilDocument2 pagesAtmospheric Distillation of Crude OilAnonymous FGzDAs0SoNo ratings yet
- Coal To Methanol Production Through The Utilization of Flue Gas of BoilerDocument3 pagesCoal To Methanol Production Through The Utilization of Flue Gas of BoilerArman khanNo ratings yet
- New Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4Document11 pagesNew Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4nishilgeorgeNo ratings yet
- Achieve Success in Gasoline HDTDocument6 pagesAchieve Success in Gasoline HDTmujeeb84No ratings yet
- DCC ConferenceDocument40 pagesDCC ConferenceSuchart TarasapNo ratings yet
- Properties of Petroleum ProductsDocument30 pagesProperties of Petroleum ProductsBharath KumarNo ratings yet
- Effect of Metals Poisoning On FCC Products YieldsDocument8 pagesEffect of Metals Poisoning On FCC Products YieldsAdeniji AdetayoNo ratings yet
- Headwaters HTI Technology - Hemendra KhakharDocument11 pagesHeadwaters HTI Technology - Hemendra KhakharProcess EngineerNo ratings yet
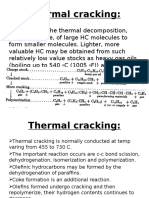
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- Emerging Technologies For The Conversion of ResiduesDocument24 pagesEmerging Technologies For The Conversion of ResiduesRuth AbelloNo ratings yet
- Feasibility Report On Production of LPG From Natural GasDocument18 pagesFeasibility Report On Production of LPG From Natural GasDanish KhanNo ratings yet
- Upgrade HDK Resid HP 2008-EnglishDocument6 pagesUpgrade HDK Resid HP 2008-Englishsaleh4060No ratings yet
- Fabrication and Characterization of Poly Lactic Acid (PLA) - Starch Based Bioplastic CompositesDocument11 pagesFabrication and Characterization of Poly Lactic Acid (PLA) - Starch Based Bioplastic CompositesAndrea VONo ratings yet
- Process Calculation Py Qs by Dev SirDocument97 pagesProcess Calculation Py Qs by Dev SirVIKAS SINGHNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- 08 HydroprocessingDocument38 pages08 HydroprocessingrciographyNo ratings yet
- Basics of Refinery1Document15 pagesBasics of Refinery1Sunil PatanwadiyaNo ratings yet
- D86 and TBPDocument27 pagesD86 and TBPJulio Cesar Fernadez Estela0% (1)
- GEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Document32 pagesGEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Nguyễn ÁnhNo ratings yet
- NaphthaDocument2 pagesNaphthabikas_sahaNo ratings yet
- Heavy Crude Processing 808157080Document7 pagesHeavy Crude Processing 808157080kapurrrn100% (2)
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- PRPC NoteDocument61 pagesPRPC NoteRohan MehtaNo ratings yet
- 2 - TDVS GopalkrishnaDocument61 pages2 - TDVS GopalkrishnaManav Ganesh100% (1)
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocument12 pagesAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNo ratings yet
- Catalytic Reforming - 2Document30 pagesCatalytic Reforming - 2Alekhya Bandaru0% (1)
- CrackingDocument28 pagesCrackingzaraNo ratings yet
- Preface: Technology Is The Making, Modification, Usage, and Knowledge of ToolsDocument44 pagesPreface: Technology Is The Making, Modification, Usage, and Knowledge of ToolsÅrñäb Røy100% (1)
- Technical - Data - Sheet - Catalyst - HR 538Document1 pageTechnical - Data - Sheet - Catalyst - HR 538mohsen ranjbarNo ratings yet
- Biopolymers: Sindhu Reka.R 14BBT047Document14 pagesBiopolymers: Sindhu Reka.R 14BBT047aminsuhadiNo ratings yet
- Presentation ProOil-314 50,000 BPD Used Oil RefineryDocument27 pagesPresentation ProOil-314 50,000 BPD Used Oil RefineryMuhammad Alim ur RahmanNo ratings yet
- A Review On Recent Advancement in Catalytic Materials For Biodiesel Production 2015Document23 pagesA Review On Recent Advancement in Catalytic Materials For Biodiesel Production 2015ʚïɞShymaMasȜoodʚïɞNo ratings yet
- PIMS BlendingDocument47 pagesPIMS BlendingOwais HussainNo ratings yet
- Design Concentratiion-Class B FuelsDocument14 pagesDesign Concentratiion-Class B Fuelsmiguel angel garciaNo ratings yet
- Chemistry of Ethylene Production From NaphthaDocument2 pagesChemistry of Ethylene Production From NaphthaKimal Wasalathilake0% (1)
- Refinery and Petrochemical Processing DistillationDocument18 pagesRefinery and Petrochemical Processing Distillationrashid1986@hotmailNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Notes On Petroleum ProcessingDocument94 pagesNotes On Petroleum ProcessingVânia CunhaNo ratings yet
- Catalytic IsomerizationDocument7 pagesCatalytic Isomerizationanasaie20% (1)
- Two Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropeDocument9 pagesTwo Main Types of Production Process For Ammonia Synthesis Gas Are Currently in Operation in EuropetauseefaroseNo ratings yet
- 10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFDocument26 pages10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFmujeebtalib100% (1)
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDocument10 pagesA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienNo ratings yet
- Project HPCLDocument65 pagesProject HPCLkshitijNo ratings yet
- Lecture 1Document22 pagesLecture 1Amit Narayan RaiNo ratings yet
- Backup of BP Crude and COW 2017Document32 pagesBackup of BP Crude and COW 2017აჩი ვარშანიძეNo ratings yet
- Fluid CokingDocument12 pagesFluid CokingManak JajoriyaNo ratings yet
- LPGDocument13 pagesLPGsoheilkhosh3311No ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- Report On M/s Asian Paints Limited, Penta Division, CuddaloreDocument10 pagesReport On M/s Asian Paints Limited, Penta Division, CuddalorePrakash WarrierNo ratings yet
- AlMeltCalcDocument73 pagesAlMeltCalcRaj Kumar Giri100% (1)
- Thermox-Brochure LR107 PDFDocument16 pagesThermox-Brochure LR107 PDFedwinmenaNo ratings yet
- Each Question Carries Mark: Objective TypeDocument41 pagesEach Question Carries Mark: Objective TypeSyed Fawad MarwatNo ratings yet
- Assignment L01 (Thursday, 11.30 Am) Marking SchemeDocument12 pagesAssignment L01 (Thursday, 11.30 Am) Marking SchemeMawareNo ratings yet
- Combustion Efficiency Analyzer: Rev. 6.x AnalyzersDocument48 pagesCombustion Efficiency Analyzer: Rev. 6.x AnalyzersMaxiSanchezNo ratings yet
- Final Project CorrectedDocument32 pagesFinal Project CorrectedabebeNo ratings yet
- 100 TOP MOST POWER PLANT Engineering - Electrical Engineering Objective Type Questions and AnswersDocument1 page100 TOP MOST POWER PLANT Engineering - Electrical Engineering Objective Type Questions and Answersrose maryNo ratings yet
- Boiler Efficiency Calculation Tabel Data MethodDocument2 pagesBoiler Efficiency Calculation Tabel Data MethodSomplak KudaNo ratings yet
- Major Topics For Prelims UPSC IAS Environment and EcologyDocument268 pagesMajor Topics For Prelims UPSC IAS Environment and EcologyAnup Singh JadonNo ratings yet
- CHE221 Tutorial QuestionsDocument2 pagesCHE221 Tutorial QuestionsAlexander UdujihNo ratings yet
- Numerical Study of SNCR Application To A Full-Scale Stoker Incinerator at Daejon 4th Industrial ComplexDocument13 pagesNumerical Study of SNCR Application To A Full-Scale Stoker Incinerator at Daejon 4th Industrial ComplexAsmita AtreNo ratings yet
- Boiler Efficiency by Indirect Method Coal Fired BoilerDocument4 pagesBoiler Efficiency by Indirect Method Coal Fired BoilerM Ziaul ArifNo ratings yet
- 7 Tunnel KilnDocument4 pages7 Tunnel KilnAshraf Ul IslamNo ratings yet
- Flue Gas and Otto Hoffman by Product ProcessDocument3 pagesFlue Gas and Otto Hoffman by Product ProcessRahul ReddyNo ratings yet
- Calculations Based On Fuel AnalysisDocument3 pagesCalculations Based On Fuel AnalysisBrille Adrian FernandoNo ratings yet
- Effect of Absorption of Sulphur Dioxide in Sodium Hydroxide Solution To Protect Environment A Case Study at Shree PowerDocument12 pagesEffect of Absorption of Sulphur Dioxide in Sodium Hydroxide Solution To Protect Environment A Case Study at Shree PowerAndi RitongaNo ratings yet
- 006 Activated Carbon enDocument2 pages006 Activated Carbon enneo_chemistNo ratings yet
- Boiler Calc UpdatedDocument6 pagesBoiler Calc UpdatedMaria Katherine Cruz PantojaNo ratings yet
- Metal Scrap Preheating Using Flue Gas Waste HeatDocument8 pagesMetal Scrap Preheating Using Flue Gas Waste HeatDiptoNo ratings yet
- International Journal of Greenhouse Gas ControlDocument11 pagesInternational Journal of Greenhouse Gas Controlamirali2015No ratings yet
- Primary Nox Reduction Technology Development - The Road To Ied ComplianceDocument46 pagesPrimary Nox Reduction Technology Development - The Road To Ied Compliance韩非No ratings yet
- Boilers & FurnacesDocument20 pagesBoilers & FurnacesDede MulyamanNo ratings yet
- Energy Saving in Ceramic Tile KilnsDocument18 pagesEnergy Saving in Ceramic Tile KilnsMohammad Al-SammanNo ratings yet
- MEBC 3130508 Common TutorialDocument27 pagesMEBC 3130508 Common Tutorialpanchalpoojan27No ratings yet
- CO2 Capture in The Cement Industry Norcem CO2 CaptDocument9 pagesCO2 Capture in The Cement Industry Norcem CO2 CaptMarco HernandezNo ratings yet
- Stoichiometry and Process CalculationsDocument55 pagesStoichiometry and Process CalculationsMiguel FelisildaNo ratings yet
- Improvement of Gas Turbine Performance TestDocument4 pagesImprovement of Gas Turbine Performance TestKrishna VenkataramanNo ratings yet
- PDF Diaz Solid Fuels CompressDocument20 pagesPDF Diaz Solid Fuels CompresshulyenNo ratings yet