
User Manual-BT210CUT - Laser Cutting Head
User Manual-BT210CUT - Laser Cutting Head
Uploaded by
Qasim AliCopyright:
Available Formats
User Manual-BT210CUT - Laser Cutting Head
User Manual-BT210CUT - Laser Cutting Head
Uploaded by
Qasim AliOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
User Manual-BT210CUT - Laser Cutting Head
User Manual-BT210CUT - Laser Cutting Head
Uploaded by
Qasim AliCopyright:
Available Formats
BT210 SERIES
800W Laser Cutting Heads User Manual
Email: sales@raytools.net
Add: EMMENTALSTRASSE 96 CH-3414 OBERBURG, SWITZERLAND
BT210 SERIES 800W Laser Cutting Heads User Manual
Version: V1.6
Date: 2018/5/2
Historical Versions:
History Date Description of Editor Reviewer Date of
Edition change Review
V1.0 2016/10/25 Establish Titian Eric
V1.6 2018/5/2 Version Walter Alex 2018/5/2
Change/Translation
Thank you for your choosing our product!
This manual introduces the use of BT210 in detail, going through the specification of installation, setup, operation
and service. If you have any other questions, you may contact us for further consultation.
Before using this series of cutting heads and other related devices, please read this manual carefully, which will
help you use them better.
Because the product keeps renewing, please note the product you receive may differ slightly from the illustrations
in this manual in some aspects. We apologize for your inconvenience here.
V1.6 RayTools AG © Copy Right 1 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
Index
1 Introduction .................................................................................................................................... 3
1.1 Product Features .................................................................................................................. 3
2 Product Configuration..................................................................................................................... 4
2.1 Installation of the Hole Site...................................................................................................... 4
2.2 Plumbing .................................................................................................................................. 4
2.2.1 Water Cooling ............................................................................................................... 4
2.2.2 Assist Gas ...................................................................................................................... 5
2.3 Fiber Input ................................................................................................................................ 5
2.4 Fiber Orientation Adjustment .................................................................................................. 5
2.5 Gas Jet Tip Centering ............................................................................................................ 6
2.5.1 QCS Beam Centering .......................................................................................................... 6
2.5.2 QBH Beam Centering ............................................................................................................. 7
2.6 Setting Focus Position............................................................................................................ 7
3 Mechanical Installation ................................................................................................................... 9
3.1 Cleaning optics ......................................................................................................................... 9
3.2 Changing Lens .......................................................................................................................... 9
3.2.1 Changing Cover Slide ............................................................................................................. 9
3.2.2 Changing Collimator Lens Assembly.................................................................................... 10
3.2.3 Changing Focusing Lens ....................................................................................................... 10
3.3 Replacing Gas Jet Tip ........................................................................................................... 11
V1.6 RayTools AG © Copy Right 2 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
1 Introduction
The manual goes through the brief introduction of installation, setup, factory settings, operation and maintenance
service of the BT210 series. While BT210 is available in many optical mechanics and customized configurations, this
manual is genetic to the core products.
BT210 is a processing head applied to low-power industrial laser production of RAYTOOLS AG company. The wholly
optimized optical focus quality, the design of gas channel inner chamber, breathing gas flow and cooling nozzle, as well
as the delicate focus sets can completely meet different steel-cutting applications and other customized industrial laser
processing environment. A variety of flexible optical fiber connectors and optical collimating and re-focusing
equipments adapt it to most optical fiber laser devices in mainstream industry.
1.1 Product Features
Compact modular design
Different optic lens options
100mm focal length option , effectively improves the cutting CM
speed of thin plate
Quick and easy access to the cover slide FM
Built-in annular and lateral gas flow, easy to cut high-reflective
materials and preventing thick plate from blasting and
sputtering WM
guiding adjustments of optical input
A variety of flexible optical fiber connectors TM
Reliable sealing design
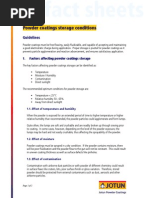
Figure 1 Cutting Laser Head Shown
See Figure 1, a laser head contains 1) a collimation module
CM, 2) a focusing module FM, 3) a protection window module
WM, 4) a nozzle module TM.
1) Module CM: collimate the optical fiber, collimate the input laser beam to paralleled laser beam
2) Module FM: focus the collimated light beam to high-power-density focused light beam, and move ups and downs
to set focus
3) Module WM: protect the optic window, protect the focusing lens from being damaged by residues, lengthen the
life span of optics
4) Module TM: guide the focused light beam to the processing workpiece and spray high-speed gas flow to get high-
quality cutting and weld.
V1.6 RayTools AG © Copy Right 3 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
2 Product Configuration
2.1 Installation of the Hole Site
BT210 laser heads are fixed on the machine tool by a mount plate attached to FM module. See Figure 2 for hole
sizes and locations. Clients are recommend to install the laser heads perpendicular to the processing plate according to
the drawings and make sure the laser heads are fixed tightly, without waggling in process. It is one of the preconditions
of steady subsequent cuttings.
Notice:Z-axis motor plate using to fix the laser head plate should be conducted to the machine tool
and the ground.
Figure 2. Hole Locations
2.2 Plumbing
2.2.1 Water Cooling
BT210 processing heads are equipped with a water-cooling circuit, the direction of water moving in and out can be
changed at will. It is recommended that power levels greater than 500 watts use water cooling. See Figure 3 for hose
locations and numbers and the table below for recommended flow
rates.
Minimum Flow Rate 1.8 liters/minute(0.48gpm)
Inlet Pressure 170-520kPa(30-60 psi)
≥room temperature />dew
Inlet Temperature
point
Hardness(Equivalent to
<250mg/liter
CaCO3)
PH 6 to 8
Particulate Size <200 microns in diameter
The cooling circuit is designed to be operated on either a closed-
looped cooling system or facility tap water--as long as the requirements
Figure 3. Water and Gas Pipe
in the table above are met.
Connector Position
V1.6 RayTools AG © Copy Right 4 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
2.2.2 Assist Gas
Impurities in the assist gas such as hydrocarbons (THC) and moisture (H 2O) can damage optics, cause power
fluctuations and result in inconsistent cuts. See the table below for recommended assist gas specifications.
Impurities can also be picked up in the supply MAX H2O MAX THC
GAS PURITY
lines. Non-metallic materials can allow oxygen and (ppm) (ppm)
moisture to permeate the system and can be a Oxygen 99.95% <5 ppm <1 ppm
source of dust and hydrocarbons. Stainless steel lines Nitrogen 99.99% <5 ppm <1 ppm
and fittings are recommended. Filters and purifiers Argon 99.998% <5 ppm <1 ppm
that remove particles down to 0.01 microns should Helium 99.998% <5 ppm <1 ppm
be used to purify the optical system.
Regulators with a stainless steel diaphragm are recommended. Industrial regulators can aspire air and the
neoprene diaphragm can be a source of hydrocarbons.
Notice: The air tube should not be changed at will. Especially, raw materials should be avoided to seal
the tube. Otherwise, the gas circuit will be jammed, the machine may not work normally and the optic
items will be damaged.
2.3 Fiber Input
The fiber input is the interface between the laser and the cutting head. BT210 will adapt to most industrial fibers. It
is equipped with collimators.
Common fiber connectors include QBH, QD. Other connections are available too, such as 14, 24, 25, 30 mm grip
rings (See figure 5). Each fiber connectors has its own unique method of securely attaching the fiber. Refer to the fiber
type for specific instructions. QBH connector is illustrated in Figure 1.
Caution: Great care must be taken to ensure the optics remain clean. Wipe any excess debris from the
head before servicing. If the head is oriented with vertical beam input, the head should be rotated to
prevent debris from falling onto the optics. Fix the head after the fiber is inserted.
2.4 Fiber Orientation Adjustment
When the fiber is connected to the head, the red dot on the fiber may be far away from the red dot on the head,
which prevent the fiber being input straight. To reoriented the connector, you may do as follows:
(1) The red dot on QBH connector should be in alignment with that on the hand wheel. Connect the fiber with
the QBH connector. Make sure the red dot on the connector is in alignment with these two spots.
(2) Rotate the hand wheel clockwise. When you hear ‘da’, pull the wheel and rotate towards the right again to
the correct orientation.
(3) When the fiber is connected to the head, the red dot on the fiber may be far away from the red dot on the
head, which prevent the fiber being input straight. To reoriented the connector, you may do as follows. See
Figure 4. Loosen the 4 clamping bolts in Figure 4 with a wrench. Rotate the QBH connector. Once the fiber
connector is oriented correctly tighten the clamping bolts and the set screw.
V1.6 RayTools AG © Copy Right 5 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
Figure 4. Fiber Orientation
BT210 QCS connector input manual
(1) See Figure 5, loosen locking ring 1 and 2.
(2) Input the fiber connector horizontally
(3) Tighten locking ring 1 and 2. Use a wrench if necessary.
Figure 5. Fiber Orientation
2.5 Gas Jet Tip Centering
The best cutting quality to a great extent relies on the centering lens. If the lens is not in the middle, the beam may
touch the tip or the inner wall and lead to deformation because of high temperature.
When the gas jet tip is changed or the cutting quality is not good, the lenses should be centered.
Tip centering of BT210 is accomplished by adjusting the X-Y position of the collimating lenses.
2.5.1 QCS Beam Centering
There are four set screws in the four corners. Divide them into two groups and each group has two screws.
Set the screws in pair: tighten one and loosen the other.
Centering method:
Loosen the adjuster screw in the opposite direction you want the beam to move. Then tighten the adjuster
screw that is opposite of the screw that is opposite of the screw that was just loosened.
Use two groups of screws until the beam is centered in the tip.
V1.6 RayTools AG © Copy Right 6 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
Once the beam is centered, double-check to ensure that the all adjuster screws are snug finger tight.
Figure 6. QCS Beam
Centering
2.5.2 QBH Beam Centering
See Figure 7 for locations of adjuster screws on cutting heads. Loosen or tighten the screws with a 2.55mm hex
wrench until the beam is center in the tip.
Make sure the beam is centered in the tip. One common method is to use a piece of translucent tape
(1) Put a piece of translucent tape on the end of the Gas Jet Tip.
(2) Turn on the laser’s internal red aiming beam and observe the position of the beam on the tape relative to the
nozzle orifice. Use the adjuster screws to center the red dot on the nozzle orifice.
(3) Next power up the laser at a power setting of 80W-100W and take a shot.
(4) Tear down the tape and check whether the hole is centered in the nozzle orifice.
(5) A series of adjustments and shots may be needed until the beam is centered in the Gas Jet Tip.
This method needs a series of adjustments and is the basic operation of any laser centering.
Figure 7. QBH Beam Centering
2.6 Setting Focus Position
BT210 is equipped with a adjustable lens holder that allows you to move the laser focal point to optimize the laser
processing. The lens has a total of 14mm of movement. You should find the focal point before cutting. There are a lot of
ways to find the focal point. One of them is to paste crepe paper at the end of the tip:
V1.6 RayTools AG © Copy Right 7 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
(1) Adjust the Focus Dial Knob to the largest scale and power up the laser at a power setting of 80-100W
(2) Take a laser shot on the crepe paper each movement of less than 0.1mm (the nearer the movement is, the
better)
(3) Take shots several times. Find the smallest shot and its relevant scale is the best focus. (The focal point is just
on the nozzle orifice.)
To adjust the focus position, follow this procedure:
• Uncover the lid
• Loosen the lock nut by rotating it counterclockwise
• Adjust the focal distance by changing the indicated scale with the wrench rotating knob
• Once the focus position is properly set, tighten the Lock Nut by rotating it clockwise.
Figure 8. Setting Focus Position
V1.6 RayTools AG © Copy Right 8 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
3 Mechanical Installation
3.1 Cleaning optics
Because of the feature laser cutting, the optics should be maintained at regular intervals. The cover slides are
recommended to be cleaned once a week and the collimating and focusing lens should be cleaned every 2-3 months.
Slide cleaning:
I Tools: powder free gloves, powder free finger cots, long-fiber absorbent cotton swabs, alcohol, rubber air-blowing
machine
II Cleaning method:
1. Wear finger cops for the thumb and the index finger of the left hand
2. Spray alcohol to the absorbent cotton swabs
3. Pinch the edge of the slides with the thumb and the index finger(Attention: Finger cops should not touch the
surface of the lens to avoid leaving marks )
4. Look straightly at the lens. Take the absorbent cotton swabs with your right hand. Scrub the lens in one
direction (from bottom to top of from left to right). Do not scrub the lens back and forth to avoid secondary
pollution. Blow the surface of the lens with the air-blowing machine. Both sides should be cleaned. Double-
check the lens after cleaning to make sure no cleansers, absorbent cottons and impurities are left.
3.2 Changing Lens
3.2.1 Changing Cover Slide
You may do as follows to change cover slide:
Remove the lid of Module FM
Loosen the locking screw with a wrench
Remove the cover slide by depressing the buttons on either sides of the Cover Slide Drawer
Remove the cover side from the drawer by applying pressure with your fingers to the surface of the cover
slide, opposite the seal ring. The seal ring and cover slide will pop out. (save the seal ring)
Install the cover slide by placing it into the Cover Slide Drawer.
Press the seal ring into the drawer to retain the cover slide. Replace with a new seal ring if it appears to be
damaged.
Reinstall the cover drawer into the head by depressing the buttons on either side of the unit.
Tighten the locking screw and cover the lid.
Figure 9. Changing Cover Figure 10. Inside Structure of The Cover Drawer
Slide
V1.6 RayTools AG © Copy Right 9 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
3.2.2 Changing Collimator Lens Assembly
Changing the collimating lens assembly can be performed while the head is mounted to the machine. This menu
only covers the servicing of a RayTools’ collimator. Refer to third-party collimator’s instructions for its servicing.
Caution:Remove fiber with great care. Damaging fiber end may result in fiber replacement. Store
fiber in such a manner to protect the end of the fiber from being damaged.
Wipe away loose debris from BT210
Using a 3 mm hex wrench, remove screws holding the fiber
collimating assembly as shown in Figure 11.Take assembly
to a clean area.
Loosen the set screw and take out the collimator holder
and the collimator.
Install the new collimator in the new collimator holder.
Thread them onto Module CM and tightening the screws.
Reinstall components in reverse order.
Check the tip centering, laser focus and image focus and Figure 11. Collimating Module CM
adjust as needed.
sealing screw
convex-convex lens
concave-convex lens
2.0mmTK spacer
2.0mmTK spacer
lens holder
D28mm CX-CX/CC-CX CM Lens Holder
Figure 12. CM Lens Holder Installation
3.2.3 Changing Focusing Lens
The focusing lens can be changed while the head is mounted to the machine. Always wear powder free gloves or
finger cots when handling optics.
V1.6 RayTools AG © Copy Right 10 | 11
www.raytools.net
BT210 SERIES 800W Laser Cutting Heads User Manual
Figure13(2D)Remove Module WM and Figure14 Remove The Focusing Lens
焦镜片组
Caution:As lens holder is removed, be sure to keep it vertical to prevent the lens from falling out.
See Figure 13,take out the locking screw from the bottom to the top.
See Figure 14, using the lens insertion tool, unthread the lens holder.
Place the lens holder on a clean place. Invert the lens holder and take out the lens.
See Figure 15, put the focusing lens and the spacer rings in the lens holder carefully.
Place the lens holder onto the lens insertion tool and insert it into the focusing lens tube. Tighten the
lens holder until it is snug.
Be careful not to over tighten the lens holder as this may cause the lens to distort.
Reassemble components in reverse order.
Check the tip centering, laser focus and image and adjust as needed.
Focusing Lens Holder
2.0mmTK spacer
convex-convex lens
concave-convex len
sealing ring
Figure 15. D28mm FM Lens Holder Installation Instruction
3.3 Replacing Gas Jet Tip
In the process of laser cutting, the laser head will be unavoidably stricken. In this circumstance, the Gas
Jet Tip needs to be changed.
Unscrew gas jet tip connector and remove gas jet tip connector and gas jet tip.
Insert the new gas jet tip and gas jet tip connectors on TM components.
A calibration capacitor is needed after replacement.
V1.6 RayTools AG © Copy Right 11 | 11
www.raytools.net
You might also like
- XC3000 Series Motion Control System of Laser Cutting Commissioning Manual TextNo ratings yetXC3000 Series Motion Control System of Laser Cutting Commissioning Manual Text138 pages
- CWFL-1500 - 2000 - 3000 Manual - 20220520101053No ratings yetCWFL-1500 - 2000 - 3000 Manual - 2022052010105317 pages
- Beam Switch and Coupler User Guide Rev BNo ratings yetBeam Switch and Coupler User Guide Rev B49 pages
- 2022.9.23 FM3015C 1.5KW Fiber Laser Cutting MachineNo ratings yet2022.9.23 FM3015C 1.5KW Fiber Laser Cutting Machine11 pages
- BySmart Fiber (New) Datasheet Eng OriginalNo ratings yetBySmart Fiber (New) Datasheet Eng Original2 pages
- KKVision Visual Positioning Laser Cutting Control System100% (1)KKVision Visual Positioning Laser Cutting Control System58 pages
- Fiber Laser Cutting Machine: Jinan Bodor CNC Machine Co., LTDNo ratings yetFiber Laser Cutting Machine: Jinan Bodor CNC Machine Co., LTD16 pages
- Honda Small Engines GXV340 and GXV390 ManualNo ratings yetHonda Small Engines GXV340 and GXV390 Manual16 pages
- User Manual BM115 3.0 - 6 12KW Auto Focusing Laser Cutting Head - V3.0 PDFNo ratings yetUser Manual BM115 3.0 - 6 12KW Auto Focusing Laser Cutting Head - V3.0 PDF26 pages
- User Manual-BM114S - 6KW Auto-Focusing Laser Cutting Head - V1.0No ratings yetUser Manual-BM114S - 6KW Auto-Focusing Laser Cutting Head - V1.030 pages
- BCS100 Height Controller User Manual V3.12No ratings yetBCS100 Height Controller User Manual V3.1244 pages
- Why Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEKNo ratings yetWhy Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEK7 pages
- Yks 3015 Fiber Laser Metal Cutting MachineNo ratings yetYks 3015 Fiber Laser Metal Cutting Machine34 pages
- Quotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 VentoNo ratings yetQuotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 Vento25 pages
- AMADA EM2510 With AMNC-F User Pre-Installation Guide ManualNo ratings yetAMADA EM2510 With AMNC-F User Pre-Installation Guide Manual28 pages
- User Manual of NK105 G2 Handle Controller RicocncNo ratings yetUser Manual of NK105 G2 Handle Controller Ricocnc89 pages
- Laser Cutting Machine Main Accessories Price ListNo ratings yetLaser Cutting Machine Main Accessories Price List1 page
- BCS100 Height Controller User Manual V3.15No ratings yetBCS100 Height Controller User Manual V3.1546 pages
- User Guide-Raycus-1000W-1500W-CW - V1.1No ratings yetUser Guide-Raycus-1000W-1500W-CW - V1.141 pages
- Continuous-Wave Fiber Laser User Guide: RFL-C3000SNo ratings yetContinuous-Wave Fiber Laser User Guide: RFL-C3000S38 pages
- LFS - AP01 Living Focus System Operating ManualNo ratings yetLFS - AP01 Living Focus System Operating Manual37 pages
- 2216-GC Series User Manual-AlphaT - GC系列操作说明书 Alpha T-EnNo ratings yet2216-GC Series User Manual-AlphaT - GC系列操作说明书 Alpha T-En150 pages
- C Channel Roll Forming Machine: Botou Huikeyuan Engineering Control Co., LTD100% (1)C Channel Roll Forming Machine: Botou Huikeyuan Engineering Control Co., LTD8 pages
- B (I-1A) Fundamentals of Reservoir Phase Behavior100% (1)B (I-1A) Fundamentals of Reservoir Phase Behavior92 pages
- Manufacturing Techniques of FRP CompositesNo ratings yetManufacturing Techniques of FRP Composites34 pages
- Aerospace Materials Processes and Environmental TechnologyNo ratings yetAerospace Materials Processes and Environmental Technology125 pages
- Kinetic Engine Drives Catalyst DevelopmentNo ratings yetKinetic Engine Drives Catalyst Development7 pages
- Instruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam Boilers100% (1)Instruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam Boilers63 pages
- 2016-Chemical Recycling of Polyethylene Terephthalate (PET) As Additive For Asphalt.No ratings yet2016-Chemical Recycling of Polyethylene Terephthalate (PET) As Additive For Asphalt.6 pages





























































































- XC3000 Series Motion Control System of Laser Cutting Commissioning Manual TextXC3000 Series Motion Control System of Laser Cutting Commissioning Manual Text
- 2022.9.23 FM3015C 1.5KW Fiber Laser Cutting Machine2022.9.23 FM3015C 1.5KW Fiber Laser Cutting Machine
- KKVision Visual Positioning Laser Cutting Control SystemKKVision Visual Positioning Laser Cutting Control System
- Fiber Laser Cutting Machine: Jinan Bodor CNC Machine Co., LTDFiber Laser Cutting Machine: Jinan Bodor CNC Machine Co., LTD
- User Manual BM115 3.0 - 6 12KW Auto Focusing Laser Cutting Head - V3.0 PDFUser Manual BM115 3.0 - 6 12KW Auto Focusing Laser Cutting Head - V3.0 PDF
- User Manual-BM114S - 6KW Auto-Focusing Laser Cutting Head - V1.0User Manual-BM114S - 6KW Auto-Focusing Laser Cutting Head - V1.0
- Why Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEKWhy Can't It Cut Through During Laser Cutting and How To Solve It - Industry News - ACCTEK
- Quotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 VentoQuotation For Fiber Laser Cutting Machines 4 KW: NF - PRO 315 Vento
- AMADA EM2510 With AMNC-F User Pre-Installation Guide ManualAMADA EM2510 With AMNC-F User Pre-Installation Guide Manual
- Continuous-Wave Fiber Laser User Guide: RFL-C3000SContinuous-Wave Fiber Laser User Guide: RFL-C3000S
- 2216-GC Series User Manual-AlphaT - GC系列操作说明书 Alpha T-En2216-GC Series User Manual-AlphaT - GC系列操作说明书 Alpha T-En
- C Channel Roll Forming Machine: Botou Huikeyuan Engineering Control Co., LTDC Channel Roll Forming Machine: Botou Huikeyuan Engineering Control Co., LTD
- Aerospace Materials Processes and Environmental TechnologyAerospace Materials Processes and Environmental Technology
- Instruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam BoilersInstruction, Operation, and Maintenance Manual Fulton Oil Fired/Gas Fired Steam Boilers
- 2016-Chemical Recycling of Polyethylene Terephthalate (PET) As Additive For Asphalt.2016-Chemical Recycling of Polyethylene Terephthalate (PET) As Additive For Asphalt.