Kerrygold
Kerrygold
Download as docx, pdf, or txt
You might also like
- Tetra Pak Dairy Processing HandbookDocument9 pagesTetra Pak Dairy Processing Handbookgutierrez_rgc50% (6)
- Butter ScienceDocument7 pagesButter ScienceAlisonNo ratings yet
- Lec 9 Butter MakingDocument7 pagesLec 9 Butter MakingShovonNo ratings yet
- Butter: Theory of Churning, Legal StandardsDocument16 pagesButter: Theory of Churning, Legal StandardsHitesh KaushikNo ratings yet
- Theories of Churning and Butter ColourDocument3 pagesTheories of Churning and Butter ColourNikhil JainNo ratings yet
- Whipping Cream - InfoDocument7 pagesWhipping Cream - InfoKhaled HosniNo ratings yet
- Effect of Cream Aging Temperature and Agitation On Butter PropertiesDocument12 pagesEffect of Cream Aging Temperature and Agitation On Butter PropertiesJosemar SantosNo ratings yet
- Unit 6 Homogenization: 6.0 ObjectivesDocument16 pagesUnit 6 Homogenization: 6.0 ObjectivesRonak RawatNo ratings yet
- BeurreDocument10 pagesBeurreOlfa BEN MOUSSANo ratings yet
- SssDocument7 pagesSssEasy ways2017No ratings yet
- Cream NotesDocument6 pagesCream NotesnotewalakijayNo ratings yet
- Butter Making MachinesDocument13 pagesButter Making MachinesMonty KushwahaNo ratings yet
- ButterDocument41 pagesButterhtc587uy100% (1)
- HomogenizationDocument8 pagesHomogenizationANUSREE MODAKNo ratings yet
- Butter ManufactureDocument14 pagesButter ManufactureShruti PanditNo ratings yet
- Homogenization 211213165906Document28 pagesHomogenization 211213165906sumit.kumarNo ratings yet
- Butter Making EquipmentDocument8 pagesButter Making EquipmentMonty KushwahaNo ratings yet
- USE Break Water N Butter OilDocument5 pagesUSE Break Water N Butter OilEasy ways2017No ratings yet
- Details of Manufacturing Butter PDFDocument7 pagesDetails of Manufacturing Butter PDFgutierrez_rgcNo ratings yet
- Chemistry PPT UpdatedDocument30 pagesChemistry PPT UpdatedNamraNo ratings yet
- How Is Butter MadeDocument12 pagesHow Is Butter MadeTessa EnohNo ratings yet
- Fat Rich Dairy ProductsDocument53 pagesFat Rich Dairy ProductsAyushi TiwariNo ratings yet
- Effect of Fat Aggregate Size and Percentage On The Melting Properties of Ice CreamDocument9 pagesEffect of Fat Aggregate Size and Percentage On The Melting Properties of Ice CreamdavidNo ratings yet
- Butter Part IIDocument11 pagesButter Part IIMD Rajib HasanNo ratings yet
- YSM CBM BrochureDocument10 pagesYSM CBM BrochurePiyush MasihNo ratings yet
- Butter ManufactureDocument14 pagesButter ManufactureKSHETRIMAYUM MONIKA DEVINo ratings yet
- HomogenisationDocument32 pagesHomogenisationdrsutharNo ratings yet
- Aeration Whipped CreamDocument3 pagesAeration Whipped CreamWan AmzarNo ratings yet
- XX Virgin Coconut Oil Emerging Functional Food OilDocument7 pagesXX Virgin Coconut Oil Emerging Functional Food OilTeguh Shaleh TahirNo ratings yet
- Effect of Varies Homogenization Pressures and Different Non-FatDocument83 pagesEffect of Varies Homogenization Pressures and Different Non-FatLimSengLeongNo ratings yet
- Homogenization 211213165906Document22 pagesHomogenization 211213165906sumit.kumarNo ratings yet
- Cake EmulsifiersDocument9 pagesCake EmulsifiersakNo ratings yet
- Rheology of ButterDocument3 pagesRheology of ButterEasy ways2017No ratings yet
- Lecture On Ice-CreamDocument40 pagesLecture On Ice-CreamRuby SiwachNo ratings yet
- The History of Ice CreamDocument15 pagesThe History of Ice CreamSneha SeelanNo ratings yet
- Food Process Technology - IiiDocument11 pagesFood Process Technology - IiiHMCE FT departmentNo ratings yet
- Dairy Techmology CentrifugationDocument11 pagesDairy Techmology CentrifugationM Umer SaeedNo ratings yet
- Westfalia Separator MSD 90-01-076Document68 pagesWestfalia Separator MSD 90-01-076YounessAnas33% (3)
- Milk PowderDocument14 pagesMilk PowderHoa Nguyen100% (1)
- Butter Moist ControlDocument5 pagesButter Moist ControlEasy ways2017No ratings yet
- Module 2. Cream SeparatorDocument6 pagesModule 2. Cream SeparatorAshutosh MasihNo ratings yet
- DFE Manual - EditedDocument14 pagesDFE Manual - Editeddharshitha957No ratings yet
- IcecreamDocument12 pagesIcecreamgomathimohanraj375No ratings yet
- Greenwell 1981Document3 pagesGreenwell 1981Nicolas BenavidezNo ratings yet
- PIIS0022030203739435Document10 pagesPIIS0022030203739435Rafael Antônio AraújoNo ratings yet
- 1.3. Pedoman Budidaya Peng Kambing PerahDocument22 pages1.3. Pedoman Budidaya Peng Kambing PerahMai MunahNo ratings yet
- Taye Teachingh PractiseDocument9 pagesTaye Teachingh Practisetsegaye atnafuNo ratings yet
- 4B.6 RRLDocument4 pages4B.6 RRLDanlyn TiuNo ratings yet
- Cheese Manufacturing ProcessDocument8 pagesCheese Manufacturing ProcessBenzene100% (1)
- Chapter 2 Part 2Document6 pagesChapter 2 Part 2Courage ChigerweNo ratings yet
- Milk Fat in Structure Formation of Dairy Products: A Review: Olga RybakDocument16 pagesMilk Fat in Structure Formation of Dairy Products: A Review: Olga RybakRuben SerraNo ratings yet
- 9-Butter Preparation Dairy and Food EngineeringDocument11 pages9-Butter Preparation Dairy and Food EngineeringToluNo ratings yet
- DE-9 - Lesson 20. BUTTER MAKING MACHINESDocument6 pagesDE-9 - Lesson 20. BUTTER MAKING MACHINESBiniam NegaNo ratings yet
- Cream Separation PDFDocument6 pagesCream Separation PDFEasy ways2017No ratings yet
- Milk Powder ProductionDocument4 pagesMilk Powder ProductionHarish KannaNo ratings yet
- Development of Non Dairy Whipping Cream PDFDocument3 pagesDevelopment of Non Dairy Whipping Cream PDFgutierrez_rgc0% (1)
- Dmk3013-Edible O&F Products Unit 3: Shortening: By: Nor Aziyan Binti Mohd NasirDocument25 pagesDmk3013-Edible O&F Products Unit 3: Shortening: By: Nor Aziyan Binti Mohd NasirNityantiniNo ratings yet
- Producing Cream on the Dairy Farm - A Collection of Articles on the Methods, Science and Equipment Used in Cream ProductionFrom EverandProducing Cream on the Dairy Farm - A Collection of Articles on the Methods, Science and Equipment Used in Cream ProductionNo ratings yet
- How To Get Cream From Goats' Milk: Make Your Own Butter, Whipped Cream, Ice Cream, & MoreFrom EverandHow To Get Cream From Goats' Milk: Make Your Own Butter, Whipped Cream, Ice Cream, & MoreNo ratings yet
- @@@ Q and A Fire@@@ (Repaired)Document100 pages@@@ Q and A Fire@@@ (Repaired)Harrison sajorNo ratings yet
- Chapter 1 Overview of ComputerDocument14 pagesChapter 1 Overview of ComputerosmanNo ratings yet
- Types and Components of Computer Systems: Learning ObjectivesDocument9 pagesTypes and Components of Computer Systems: Learning ObjectivesBloom DelioraNo ratings yet
- B.SC Cs Batchno 25Document40 pagesB.SC Cs Batchno 25Manju PalNo ratings yet
- Alaa Awad'CvDocument1 pageAlaa Awad'CvAlaa AwadNo ratings yet
- SDP21 Operator Manual RussianDocument420 pagesSDP21 Operator Manual RussianJeka KachurovskyNo ratings yet
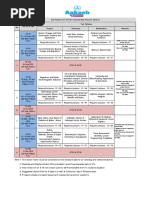
- UT & TE Planner - Phase-01 2023-24Document1 pageUT & TE Planner - Phase-01 2023-24Prabhav PantNo ratings yet
- CS PROJECT Typing 2023 24Document22 pagesCS PROJECT Typing 2023 24sourabku143No ratings yet
- Mah Mba Cet 26 March 2023 Unofficial Answer KeyDocument5 pagesMah Mba Cet 26 March 2023 Unofficial Answer KeyWIKIPI lNo ratings yet
- Generate Square Wave Pulses at Regular Intervals - SimulinkDocument5 pagesGenerate Square Wave Pulses at Regular Intervals - SimulinkIMANo ratings yet
- RF and Microwave Engineering SyllabusDocument2 pagesRF and Microwave Engineering SyllabusEng AbdiRahim Khalif AliNo ratings yet
- MATLAB Tutorial - CCN Course 2012: How To Code A Neural Network SimulationDocument122 pagesMATLAB Tutorial - CCN Course 2012: How To Code A Neural Network SimulationaaNo ratings yet
- Microwind TutorialDocument87 pagesMicrowind Tutorialminajohn86% (7)
- Principles of Radiation (POI)Document68 pagesPrinciples of Radiation (POI)JPIA LOANo ratings yet
- 13 AAA Principles and ConfigurationDocument18 pages13 AAA Principles and Configurationsamba amidou maîgaNo ratings yet
- 3D 301 Header AnalysisDocument19 pages3D 301 Header AnalysisMahmoud GaberNo ratings yet
- Standard Wire & Cable Co.: Conversion Tables and EquivalenciesDocument1 pageStandard Wire & Cable Co.: Conversion Tables and Equivalencieskhawar mukhtarNo ratings yet
- Lehman Brothers A Model of The Yield Curve With TimeVarying Interest Rate TargetsDocument18 pagesLehman Brothers A Model of The Yield Curve With TimeVarying Interest Rate TargetsShefali AgarwalNo ratings yet
- Pollet e Piette 2002Document17 pagesPollet e Piette 2002Mônica MetzNo ratings yet
- Unit 4 - ITCSDocument52 pagesUnit 4 - ITCSAnjani KumariNo ratings yet
- Power GenerationDocument6 pagesPower GenerationKamran RajputNo ratings yet
- Grade 10 Activity Sheets Quarter 1 Week 1Document9 pagesGrade 10 Activity Sheets Quarter 1 Week 1Andrea Cristy Lañas DeiparineNo ratings yet
- RNA - TRIZOL Extraction Lab ProtocolDocument6 pagesRNA - TRIZOL Extraction Lab ProtocolshubhambhauNo ratings yet
- Sds Page ProtocolDocument2 pagesSds Page Protocolbiosa45No ratings yet
- Core 6 SuccinctlyDocument102 pagesCore 6 Succinctlyrtfvhwzz7wNo ratings yet
- CGDocument3 pagesCGprad280589No ratings yet
- PDF-Chapter 4 The Time Value of MoneyDocument36 pagesPDF-Chapter 4 The Time Value of MoneyMinh AnhNo ratings yet
- Sow Ils Science Y7Document14 pagesSow Ils Science Y7msunst29No ratings yet
- Bharti Vidyapeeth College of Engineering Navi MumbaiDocument11 pagesBharti Vidyapeeth College of Engineering Navi MumbaiAkash Ak100% (1)
- Valvulas 41000 MasoneilanDocument35 pagesValvulas 41000 MasoneilanGabriel Velarde100% (1)