Maho - Info
Maho - Info
Download as xls, pdf, or txt
You might also like
- Biostat B: Operating ManualDocument139 pagesBiostat B: Operating ManualHydroPotatoes100% (7)
- IBM Global Sports Attitudes and Behaviors Report June 2024Document103 pagesIBM Global Sports Attitudes and Behaviors Report June 2024rubenrufodiezNo ratings yet
- STI LightCurtain 4600-0030man Eng RevdDocument52 pagesSTI LightCurtain 4600-0030man Eng RevdaferroNo ratings yet
- Ebook PDF Computer Security Principles and Practice 4th Edition PDFDocument41 pagesEbook PDF Computer Security Principles and Practice 4th Edition PDFericka.stanley833100% (50)
- Mori Seiki G Codes and M CodesDocument9 pagesMori Seiki G Codes and M CodesAsh Betchum100% (1)
- Bridgeport EZ Path LatheDocument150 pagesBridgeport EZ Path Latherick.mccort2766No ratings yet
- Maho MH 600 e enDocument8 pagesMaho MH 600 e enDragan PanovicNo ratings yet
- LNC-Maintenance Manual - CompressedDocument129 pagesLNC-Maintenance Manual - CompressedDANG HOANGNo ratings yet
- Operating Manual: 48V 48V Apc 60-CNC 100-CNC 160-CNCDocument48 pagesOperating Manual: 48V 48V Apc 60-CNC 100-CNC 160-CNCNica Bogdan100% (1)
- Stama MC010Document28 pagesStama MC010Alexander BrazhnykNo ratings yet
- MAHO Philips 432 M700 - Programming ManualDocument271 pagesMAHO Philips 432 M700 - Programming ManualujkicaNo ratings yet
- Programming TT Series CNCDocument6 pagesProgramming TT Series CNCRevolusiSoekarnoNo ratings yet
- Tbma Mechanical TypesDocument306 pagesTbma Mechanical Typesmagdyfdl100% (1)
- Emcoturn 365Document362 pagesEmcoturn 365mikadoturkNo ratings yet
- CNC DS0300 ProblemDocument7 pagesCNC DS0300 ProblemHairedinNo ratings yet
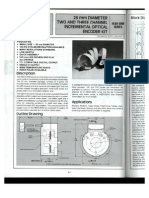
- 5310 HEDS 5000 Optical EncodersDocument8 pages5310 HEDS 5000 Optical EncodersrglcostaNo ratings yet
- Mitsubishi CNC ManualsDocument5 pagesMitsubishi CNC ManualsRevolusiSoekarnoNo ratings yet
- Doosan Servo Driven Tail Stock MANUAL - ENGDocument5 pagesDoosan Servo Driven Tail Stock MANUAL - ENGmarkoskitp100% (1)
- I80 Maintenance ManualDocument226 pagesI80 Maintenance ManualsunhuynhNo ratings yet
- Fanuc System P Model G BrochureDocument18 pagesFanuc System P Model G Brochuretheguru_999100% (2)
- Ac Servo Amplifier Maintenance GFZ 65005e 07 CompressedDocument53 pagesAc Servo Amplifier Maintenance GFZ 65005e 07 CompressedSelmi Achref100% (1)
- CNC CodeDocument2 pagesCNC Codeswapnil0% (1)
- Spindle Driv: TroubleshootingDocument219 pagesSpindle Driv: TroubleshootingphuchndNo ratings yet
- 6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Document154 pages6 Series Mill Controller Operation Manual: 6 系列銑床操作手冊 Date: 2015/11/13Alex DaltonNo ratings yet
- G74 End Face Grooving Cycle (Group 00) - Lathe: Haas Technical DocumentationDocument3 pagesG74 End Face Grooving Cycle (Group 00) - Lathe: Haas Technical DocumentationClaudio Salcedo CoaquiraNo ratings yet
- Maza Trol M 2 Operator ManualDocument5 pagesMaza Trol M 2 Operator Manualcamb2270100% (1)
- TNC 426 Help CodeDocument39 pagesTNC 426 Help CodeMilos LazovicNo ratings yet
- User Manual of Macro V2.0Document31 pagesUser Manual of Macro V2.0Alex Mazur0% (1)
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Doosan MX Series M-Code ListDocument8 pagesDoosan MX Series M-Code Listenamicul50No ratings yet
- DMU 70 Mechanik iTNC530Document74 pagesDMU 70 Mechanik iTNC530tolik19731No ratings yet
- Syntec CNC Parameter ManualDocument306 pagesSyntec CNC Parameter ManualGod's fistNo ratings yet
- Philips CNC 432 Manual M4moviezDocument4 pagesPhilips CNC 432 Manual M4moviezRigarmeNo ratings yet
- Fanuc G68 Rotate Co-Ordinate System For Milling Program ExampleDocument3 pagesFanuc G68 Rotate Co-Ordinate System For Milling Program ExampleHarshal DhawasNo ratings yet
- Afiladora ManualDocument90 pagesAfiladora ManualArturo LopezNo ratings yet
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- 16-18 SRAM Data BackupDocument6 pages16-18 SRAM Data BackupNguyễn Khắc LợiNo ratings yet
- Ts Duda KomaDocument112 pagesTs Duda KomaGTutorNo ratings yet
- Diagnostics GuideDocument588 pagesDiagnostics GuidejeronimostNo ratings yet
- PDFDocument284 pagesPDFplennyNo ratings yet
- Vezérlőmüködtetése ANGOLDocument304 pagesVezérlőmüködtetése ANGOLKovacs Peter100% (1)
- 09 Diagrams 10 TroubleshootingDocument43 pages09 Diagrams 10 TroubleshootingFelix FloresNo ratings yet
- Amada CNC Laser Machine Program ManualDocument82 pagesAmada CNC Laser Machine Program Manualbvladimirov85No ratings yet
- Mazatrol-EIA Tool Data ParamsDocument1 pageMazatrol-EIA Tool Data ParamsEduardo Aleman Reyna100% (1)
- VIPROS 368 QUEEN (Ab Ser - Nr.36730014 - EU) PDFDocument334 pagesVIPROS 368 QUEEN (Ab Ser - Nr.36730014 - EU) PDFDima Trushkin100% (1)
- H TCN 145 Operating InstructionsDocument99 pagesH TCN 145 Operating Instructionsballot100% (5)
- Deckel Orange Book Part 1Document20 pagesDeckel Orange Book Part 1Mico StanojevicNo ratings yet
- Fadal ComunicacionDocument3 pagesFadal Comunicacionarray_fab_776999No ratings yet
- Fanuc Series 10 11 12Document28 pagesFanuc Series 10 11 12AlbertoQuezadaNo ratings yet
- Kent USA KGS818 1020AH AHD Operation ManualDocument75 pagesKent USA KGS818 1020AH AHD Operation ManualMohamed Shaban100% (1)
- 1s9e06 01-95 TPD3-4B Awb-Part2 enDocument44 pages1s9e06 01-95 TPD3-4B Awb-Part2 enalejandroxx100% (2)
- 640MT Milling SpecificationDocument148 pages640MT Milling Specificationquangtung2312No ratings yet
- TDC-510S Machine Instruction ManualDocument53 pagesTDC-510S Machine Instruction ManualsunhuynhNo ratings yet
- LINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANDocument188 pagesLINEAR SERVO MDS-B Series SPECIFICATIONS AND INSTRUCTION MANEdimilson RodriguesNo ratings yet
- Vbscript MasterCamDocument62 pagesVbscript MasterCamBayu Aji SNo ratings yet
- Battery ReplacementDocument8 pagesBattery ReplacementwillianogroNo ratings yet
- MORI MV40 ManualDocument70 pagesMORI MV40 Manualphamhoang007No ratings yet
- Servo Guide PDFDocument2 pagesServo Guide PDFJorgeluisNo ratings yet
- 01.machine Fault Codes and SolutionsDocument27 pages01.machine Fault Codes and Solutionschathuranga chandrasekaraNo ratings yet
- DNM ATC RecoveryDocument1 pageDNM ATC Recovery323ciNo ratings yet
- Rechner s10 268 553 01 Heidenhain ManualDocument752 pagesRechner s10 268 553 01 Heidenhain ManualDaniel SchuchNo ratings yet
- Gandmcode: Miscellaneous Function (M Codes)Document3 pagesGandmcode: Miscellaneous Function (M Codes)Mulugeta AberaNo ratings yet
- G-Codes (Preparatory Functions/codes) Code Function Code FunctionDocument1 pageG-Codes (Preparatory Functions/codes) Code Function Code FunctionRushi vedeNo ratings yet
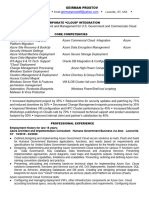
- Dice Resume CV Geirman ProstovDocument8 pagesDice Resume CV Geirman ProstovPHanuman7No ratings yet
- Lutron / Tridium Bacnet Integration: QuantumDocument7 pagesLutron / Tridium Bacnet Integration: Quantumfairguy80No ratings yet
- Veritas 5250 Appliance Product Description GuideDocument65 pagesVeritas 5250 Appliance Product Description GuideRousal ValinoNo ratings yet
- Junos Evo Release Notes 21.3r1Document64 pagesJunos Evo Release Notes 21.3r1sofyankp mtmNo ratings yet
- A Brief Overview of Legal Challenges in Decentralized FinanceDocument3 pagesA Brief Overview of Legal Challenges in Decentralized FinanceOruj AashnaNo ratings yet
- Interfaces in Java - GeeksforGeeksDocument20 pagesInterfaces in Java - GeeksforGeeksashoumik112No ratings yet
- Unit 3 Analysis of Data Assignment Part 1 March 2023 v2Document4 pagesUnit 3 Analysis of Data Assignment Part 1 March 2023 v2Miriam SolomonNo ratings yet
- Company Name: ABC Ltd. Department: Sales Job Title: Sales Man Reporting To: Sales ManagersDocument4 pagesCompany Name: ABC Ltd. Department: Sales Job Title: Sales Man Reporting To: Sales ManagersMariam Fatima BurhanNo ratings yet
- Hisense VRF Systems To Modbus TCP - RTU ApplicationDocument3 pagesHisense VRF Systems To Modbus TCP - RTU ApplicationJoaquin ValenzuelaNo ratings yet
- Computer Organization AssignmentDocument2 pagesComputer Organization Assignmentmaninder mani01No ratings yet
- Automotive Safety and Security Integration ChallengesDocument16 pagesAutomotive Safety and Security Integration ChallengesMalikAlrahabiNo ratings yet
- ESC Unit-2 - Introduction - To - C - ProgramDocument74 pagesESC Unit-2 - Introduction - To - C - Programasish.pavanramNo ratings yet
- Lab02 PDFDocument2 pagesLab02 PDFDevaansh GuptaNo ratings yet
- Lesson05 - E5-Maintenance and Administration Subsystem V1Document30 pagesLesson05 - E5-Maintenance and Administration Subsystem V1Edgar Fernando Romero SilvaNo ratings yet
- Keyboard Apple and Commands 2Document2 pagesKeyboard Apple and Commands 2Felipe ValleNo ratings yet
- LO 1 - Information Sheet 1.1-3 Competency StandardDocument5 pagesLO 1 - Information Sheet 1.1-3 Competency StandardKen BalintayNo ratings yet
- Major Project DocDocument29 pagesMajor Project DocAyush GoyalNo ratings yet
- 「小件件」吉利出行2 0Document40 pages「小件件」吉利出行2 0Hua YangNo ratings yet
- Veye Operation User ManualDocument11 pagesVeye Operation User ManualMartinez Rivera Hermes0% (1)
- User Manual 003-2571Document56 pagesUser Manual 003-2571Carlos ZubietaNo ratings yet
- Lecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Document78 pagesLecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Austin Edwin100% (1)
- Barcode Scanner T5 Manual 20140716100249 - 74513Document19 pagesBarcode Scanner T5 Manual 20140716100249 - 74513baggy trousersNo ratings yet
- Course Title: Course Code: CSIT660 Credit Units: 3 Level: PGDocument4 pagesCourse Title: Course Code: CSIT660 Credit Units: 3 Level: PGAkash Singh RajputNo ratings yet
- Software EngDocument22 pagesSoftware Engnjugunakevin811No ratings yet
- Tutorial in Using C# For Handling Monitoring Process in ThreadsDocument3 pagesTutorial in Using C# For Handling Monitoring Process in Threads007wasrNo ratings yet
- Ip Unit-3Document21 pagesIp Unit-32020ece.rh0No ratings yet
- Retrofit 1Document33 pagesRetrofit 1trialnaqueraNo ratings yet