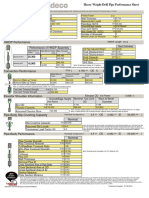
Performance Sheet Drill Collar
Performance Sheet Drill Collar
Download as pdf or txt
You might also like
- HWDPDocument15 pagesHWDPjinyuan74No ratings yet
- Drill Collar, 6.625 API Reg (8.000 X 2.813) 100,000 (Psi PDFDocument1 pageDrill Collar, 6.625 API Reg (8.000 X 2.813) 100,000 (Psi PDFИнженер Луис А. ГарсиаNo ratings yet
- Fishing Tool Manual: Oil Field Services DivisionDocument162 pagesFishing Tool Manual: Oil Field Services DivisionAboozar Fathinejad100% (1)
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarabelardoNo ratings yet
- DC 6.5in 120ksi 90.61ppf NC46 R2 SpiralDocument2 pagesDC 6.5in 120ksi 90.61ppf NC46 R2 SpiralKevin MuellerNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarabelardoNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarPopovici AlexandruNo ratings yet
- Drill Collar 4.75 NC38 - SpiralDocument1 pageDrill Collar 4.75 NC38 - SpiralFernando OlaveoNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarsimmsbopNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarNaman ShahNo ratings yet
- Performance Sheet Drill CollarDocument1 pagePerformance Sheet Drill CollarashadNo ratings yet
- 2,7,8, DP Aoh Condiciones TecnicasDocument3 pages2,7,8, DP Aoh Condiciones TecnicasFernando EncisoNo ratings yet
- Drill Pipe Performance Sheet 2Document3 pagesDrill Pipe Performance Sheet 2nader gholipourNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyAboozar FathinejadNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- 7.625 OD 0.625 Wall V-150 MaXit807 (9.750 X 6.250 TJ)Document3 pages7.625 OD 0.625 Wall V-150 MaXit807 (9.750 X 6.250 TJ)Abelardo Castro EstupiñanNo ratings yet
- DPPS PDFDocument2 pagesDPPS PDFPablo SantisNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblySamuel PerezNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- Performance Sheet Tubing: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Tubing: Pipe Body: Tubular Assemblykm1790No ratings yet
- Drill Collar, 4.5 IF (6.500 X 2.813) 110,000 (Psi)Document1 pageDrill Collar, 4.5 IF (6.500 X 2.813) 110,000 (Psi)juan moralesNo ratings yet
- WS41-53 DPPSDocument3 pagesWS41-53 DPPSRocard NgomaNo ratings yet
- WS41-36 DPPSDocument3 pagesWS41-36 DPPSagentwat10No ratings yet
- TBPSDocument1 pageTBPSElvis E Prado PNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument1 pagePerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- DPPS PDFDocument2 pagesDPPS PDFStowartNo ratings yet
- Especificaciones Tecnicas DP 5.5 FH R2 PDFDocument1 pageEspecificaciones Tecnicas DP 5.5 FH R2 PDFDiego Fabian Ruiz Vacaflor100% (1)
- 03-Ficha Tecnica DP 3.500 NC 38 R2Document1 page03-Ficha Tecnica DP 3.500 NC 38 R2yefersson morales lopezNo ratings yet
- Crane GirderDocument55 pagesCrane GirderRaveendra Babu Cherukuri100% (1)
- QT-DC 6.250 X 2.813 NC46 SpiralDocument1 pageQT-DC 6.250 X 2.813 NC46 SpiralSoehanah DrillerNo ratings yet
- 5.000 HWDP With NC50 (4.5IF) (6.500 X 3.000 TJ) Integral SpiralDocument1 page5.000 HWDP With NC50 (4.5IF) (6.500 X 3.000 TJ) Integral SpiraljosephbenettonNo ratings yet
- 7.625 OD 0.688 Wall V-150 MaXit807 (9.750 X 6.125 TJ)Document3 pages7.625 OD 0.688 Wall V-150 MaXit807 (9.750 X 6.125 TJ)Abelardo Castro EstupiñanNo ratings yet
- HeavyWeight 3.5 25.58lbs NC-38 PDFDocument3 pagesHeavyWeight 3.5 25.58lbs NC-38 PDFHomero NavarroNo ratings yet
- POT Design R0Document9 pagesPOT Design R0VB665No ratings yet
- Drill Pipe Configuration: 80 % Inspection ClassDocument3 pagesDrill Pipe Configuration: 80 % Inspection ClassLuis Manuel García GuillénNo ratings yet
- 5.5 HWDPDocument3 pages5.5 HWDPözgüncNo ratings yet
- 5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) SpiralDocument1 page5.000 HWDP With NC50 (4.5IF) (6.625 X 3.0625 TJ) Spiralfaishal hafizhNo ratings yet
- PPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationDocument4 pagesPPE-STD-CAL-ME-006 Rectangular Tank Thickness CalculationNadya Askar100% (2)
- Geometry and Performance: Pipe Data (In)Document1 pageGeometry and Performance: Pipe Data (In)Diego Fabian Ruiz VacaflorNo ratings yet
- DesktopDocument9 pagesDesktop唐辉No ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument2 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyJohnsNo ratings yet
- Steel Connections: Detailed ReportDocument11 pagesSteel Connections: Detailed Reportgv Sathishkumar KumarNo ratings yet
- Workstring International MaXit 807 Completion Landing StringDocument2 pagesWorkstring International MaXit 807 Completion Landing StringzhiqianxuNo ratings yet
- Strip Coupon Holder Length Calculation: DescriptionDocument1 pageStrip Coupon Holder Length Calculation: DescriptionArif SurachmanNo ratings yet
- Tubing 3.500" 9.30 LB/FT: Pipe Grade: N80 / Range: 2 Tool Joint: 4.500'' X 2.992'' EUE (8 RD)Document1 pageTubing 3.500" 9.30 LB/FT: Pipe Grade: N80 / Range: 2 Tool Joint: 4.500'' X 2.992'' EUE (8 RD)Êfrên Rôdrîgûêz TôrrêsNo ratings yet
- 6.625 HWDPDocument23 pages6.625 HWDPözgüncNo ratings yet
- No. 27Document3 pagesNo. 27UPGM Ingenieria petroleraNo ratings yet
- Especificaciones de Tuberia Pesada HW 5 1/2 F.HDocument1 pageEspecificaciones de Tuberia Pesada HW 5 1/2 F.HAlberto Cárdenas100% (1)
- 1) Tss-Still Column Reboiler, Rev.ADocument1 page1) Tss-Still Column Reboiler, Rev.AKiran KumarNo ratings yet
- Archer DP 5.875 Inch XT 57 SpecsDocument3 pagesArcher DP 5.875 Inch XT 57 SpecsMamani Vargas Wiljho100% (1)
- 12.25'' TKC66-F3Document1 page12.25'' TKC66-F3hosseindarabi.idNo ratings yet
- Flat End-Circular Rev.BDocument1 pageFlat End-Circular Rev.BShiju MonNo ratings yet
- DrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.500)Document3 pagesDrillPipe, 80%, 5.000 OD, 0.500 Wall, IEU, S-135.. XT50 (6.625 X 3.500)Luis Alberto García CórdovaNo ratings yet
- STAAD Foundation%2Document10 pagesSTAAD Foundation%2sinambeladavidNo ratings yet
- Drill Pipe Configuration: 80 % Inspection ClassDocument3 pagesDrill Pipe Configuration: 80 % Inspection Classalekz89No ratings yet
- 9 5-8 P110 Tenaris BlueDocument2 pages9 5-8 P110 Tenaris BlueinversionesdawillggNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Mastermilling Final 98-10Document14 pagesMastermilling Final 98-10Aboozar FathinejadNo ratings yet
- Milling Junk Mill WebDocument2 pagesMilling Junk Mill WebAboozar FathinejadNo ratings yet
- Affidaty Corporatewhitepaper24!2!24 enDocument23 pagesAffidaty Corporatewhitepaper24!2!24 enAboozar FathinejadNo ratings yet
- Azmoon Fasl 1 Riazi Paye 3 Ebtedaei (Olgo Yabi) - (MoallemYar - IR)Document2 pagesAzmoon Fasl 1 Riazi Paye 3 Ebtedaei (Olgo Yabi) - (MoallemYar - IR)Aboozar FathinejadNo ratings yet
- Pre-Spud Checklist CNPC-126 (06.07.22)Document20 pagesPre-Spud Checklist CNPC-126 (06.07.22)Aboozar Fathinejad100% (1)
- Land Rig INTEGRATED PERFORMANCE TEST PROCEDUREDocument38 pagesLand Rig INTEGRATED PERFORMANCE TEST PROCEDUREAboozar FathinejadNo ratings yet
- MillsDocument16 pagesMillsAboozar FathinejadNo ratings yet
- 116 Ielts Layouts Part 71Document7 pages116 Ielts Layouts Part 71Aboozar FathinejadNo ratings yet
- 005 15 1-2'' String Stabilzer Am-Pt-Sstb-15120013 (12-12-21) PmiDocument1 page005 15 1-2'' String Stabilzer Am-Pt-Sstb-15120013 (12-12-21) PmiAboozar FathinejadNo ratings yet
- Land Rig Functional RequirementsDocument23 pagesLand Rig Functional RequirementsAboozar FathinejadNo ratings yet
- Full Circle Spear Slip Range CasingDocument4 pagesFull Circle Spear Slip Range CasingAboozar FathinejadNo ratings yet
- Downhole Milling ToolsDocument4 pagesDownhole Milling ToolsAboozar FathinejadNo ratings yet
- Threaded Cup Junk Subs PISDocument4 pagesThreaded Cup Junk Subs PISAboozar FathinejadNo ratings yet
- Performance Sheet Drill Pipe: Pipe Body: Tubular AssemblyDocument3 pagesPerformance Sheet Drill Pipe: Pipe Body: Tubular AssemblyAboozar FathinejadNo ratings yet
- PDT Standard Hole Opener Rev2Document2 pagesPDT Standard Hole Opener Rev2Aboozar FathinejadNo ratings yet
- Technical Specifications Premium 2-7/8" OD Drill Pipe, S-135, WT-23 Conn's. NewDocument2 pagesTechnical Specifications Premium 2-7/8" OD Drill Pipe, S-135, WT-23 Conn's. NewAboozar FathinejadNo ratings yet
- 116 Ielts Layouts Part 33Document6 pages116 Ielts Layouts Part 33Aboozar FathinejadNo ratings yet
- No Description Available: 1 1 1 1 (Request) 1 1 1 1 1 1 1 1 Request 1 Request 1 1 (DCI-2) 0Document1 pageNo Description Available: 1 1 1 1 (Request) 1 1 1 1 1 1 1 1 Request 1 Request 1 1 (DCI-2) 0Aboozar FathinejadNo ratings yet
- 278in HSD PsDocument2 pages278in HSD PsAboozar FathinejadNo ratings yet
- Fishing Tools Basic CatalogDocument30 pagesFishing Tools Basic CatalogAboozar FathinejadNo ratings yet
- LCC Vs VSC AlstomDocument9 pagesLCC Vs VSC AlstomHossain 'Soroosh' Mohammadi100% (1)
- Quiz 1: Introduction To AlgorithmsDocument15 pagesQuiz 1: Introduction To AlgorithmsPorkerriaCcdlvNo ratings yet
- DENSITY BASED TRAFFIC SIGNAL SYSTEM USING PIC MICROCONTROLLER-batch 14Document14 pagesDENSITY BASED TRAFFIC SIGNAL SYSTEM USING PIC MICROCONTROLLER-batch 14mohamed muktharNo ratings yet
- Sec-Erb Materials Standard Specification: Eastern Region Branch Saudi Electricity CompanyDocument19 pagesSec-Erb Materials Standard Specification: Eastern Region Branch Saudi Electricity CompanyErol RahmanovićNo ratings yet
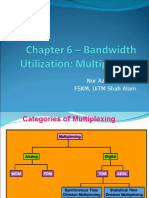
- Nor Azimah Khalid FSKM, Uitm Shah AlamDocument32 pagesNor Azimah Khalid FSKM, Uitm Shah AlamNOl ShAnahNo ratings yet
- Bacnet Router DatasheetDocument13 pagesBacnet Router Datasheetdnps2011No ratings yet
- KX T7665 BrochureDocument2 pagesKX T7665 Brochurefoad-7100% (1)
- B2B - CursuriDocument44 pagesB2B - CursuriRuxandra PopaNo ratings yet
- C A D M: Omputer Ided Esign and AnufacturingDocument6 pagesC A D M: Omputer Ided Esign and AnufacturingMenna TantawiNo ratings yet
- MAE13 Trade Delegation Country PavilionDocument13 pagesMAE13 Trade Delegation Country PavilionMuhammad Shazwan NazrinNo ratings yet
- Centrifugal Compressor - Wi..Document15 pagesCentrifugal Compressor - Wi..ikehdNo ratings yet
- Fashion Show Production Public Relations CommitteeDocument19 pagesFashion Show Production Public Relations Committeeapi-365228469No ratings yet
- Opportunity AnalysisDocument35 pagesOpportunity Analysisdocziau86100% (1)
- The Revision of IEC 60034-2-1 and The New IEC 60034-2-3 For Efficiency Determination of Converter-Fed MachinesDocument15 pagesThe Revision of IEC 60034-2-1 and The New IEC 60034-2-3 For Efficiency Determination of Converter-Fed Machinesemai2012No ratings yet
- Exercises Problem 1 Ref and Air Con MamaclayRADocument3 pagesExercises Problem 1 Ref and Air Con MamaclayRALeyzer MalumayNo ratings yet
- Bob's Card Models: Douglas DC-6B 1:72Document18 pagesBob's Card Models: Douglas DC-6B 1:72Luiz Fernando MibachNo ratings yet
- File Password Is 44556677Document1 pageFile Password Is 44556677maestro24No ratings yet
- Bale PluckerDocument11 pagesBale PluckerSiva Jagadish Kumar M100% (4)
- BS en 1323-2007 Piezas de Concreto A PrepararDocument12 pagesBS en 1323-2007 Piezas de Concreto A PrepararClaudia CarhuaniNo ratings yet
- CAT27100X - Plots and Paydata PDFDocument82 pagesCAT27100X - Plots and Paydata PDFsergiomonge100% (1)
- Introduction To Spatial Data AnalysisDocument13 pagesIntroduction To Spatial Data Analysisapi-3773283No ratings yet
- Line Sizing With Example PDFDocument15 pagesLine Sizing With Example PDFAmol100% (1)
- SC5357Document2 pagesSC5357tzNo ratings yet
- Groovy Lang SpecificationDocument643 pagesGroovy Lang SpecificationguidgenNo ratings yet
- Project Report PDFDocument41 pagesProject Report PDFAKRAMA HASANNo ratings yet
- p111 - Sow Hazop, Sil & Qra Studies Issued For InquiryDocument7 pagesp111 - Sow Hazop, Sil & Qra Studies Issued For InquiryAlok KumarNo ratings yet
- Cast Steel Is EquivalentDocument15 pagesCast Steel Is EquivalentParmasamy SubramaniNo ratings yet
- Jucs Sample Paper LatexDocument4 pagesJucs Sample Paper LatexdhiecNo ratings yet
- 2-EM Section 2 AC MotorDocument107 pages2-EM Section 2 AC Motormhafidz49No ratings yet
- Lesson Plan CMOSDocument3 pagesLesson Plan CMOSsurendar147No ratings yet