Download as pdf or txt
You might also like
- Kristen Proby - Safe With Me HalloweenDocument8 pagesKristen Proby - Safe With Me HalloweenryujiLLNo ratings yet
- AWS D1.2 at Extent of TestingDocument1 pageAWS D1.2 at Extent of TestingIbrahim shaikNo ratings yet
- Chapter 4 Section Design For MomentDocument60 pagesChapter 4 Section Design For MomentdavidNo ratings yet
- AWS D17.1 WPQR Guides PDFDocument2 pagesAWS D17.1 WPQR Guides PDFTAGUI100% (3)
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- AWS D1.1-D1.1M-2015 - Pagina-110Document1 pageAWS D1.1-D1.1M-2015 - Pagina-110Gedalías MartínezNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- Table 4.1 WPS Qualification-Production Welding Positions Qualified by Plate, Pipe, and Box Tube Tests (See 4.3)Document1 pageTable 4.1 WPS Qualification-Production Welding Positions Qualified by Plate, Pipe, and Box Tube Tests (See 4.3)Mohamed AtefNo ratings yet
- Bend Test AceptenDocument1 pageBend Test AceptenArung IdNo ratings yet
- Asme Viii Div 1 2013 Cri-1Document4 pagesAsme Viii Div 1 2013 Cri-1vivicastedoNo ratings yet
- RP 2007-18 App.BDocument24 pagesRP 2007-18 App.BdrailotaNo ratings yet
- Pages From Asme Sec Ix 2017Document1 pagePages From Asme Sec Ix 2017Akhtar Ansari0% (1)
- Moment Coupler - Codal RequirementsDocument3 pagesMoment Coupler - Codal Requirementskvamshi_1971No ratings yet
- Module 1: Code Basics: Part QW WeldingDocument12 pagesModule 1: Code Basics: Part QW WeldingaliNo ratings yet
- ASME IX Temper Bead WeldingDocument4 pagesASME IX Temper Bead WeldingAhmadiBinAhmadNo ratings yet
- Piling Specification 23.06.09Document8 pagesPiling Specification 23.06.09kanishkaNo ratings yet
- ASME Sec IX Groove To Fillet WeldDocument3 pagesASME Sec IX Groove To Fillet WeldAzhar Ali50% (2)
- Allowable Stress Design and Strength Design For ShearDocument36 pagesAllowable Stress Design and Strength Design For ShearMarc Jasson CalaylayNo ratings yet
- Prueba macroetch-ACV#010Document1 pagePrueba macroetch-ACV#010Jose AntonioNo ratings yet
- Astm C 900 - 01 PDFDocument8 pagesAstm C 900 - 01 PDFachmadbasisNo ratings yet
- Cyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsDocument12 pagesCyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsJoaquin PalermoNo ratings yet
- IX Exercise Rev 02 PDFDocument11 pagesIX Exercise Rev 02 PDFweerasinghekNo ratings yet
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Document25 pagesUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNo ratings yet
- Asme Section II A-2 Sa-476 Sa-476mDocument6 pagesAsme Section II A-2 Sa-476 Sa-476mAnonymous GhPzn1xNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- BS 1881 Part 120 83Document8 pagesBS 1881 Part 120 83tss13723100% (1)
- WPS Guides For Plug and Slot WeldsDocument4 pagesWPS Guides For Plug and Slot WeldsBrad BorgesNo ratings yet
- Connections, Joints, and Fasteners: 7.1. ScopeDocument4 pagesConnections, Joints, and Fasteners: 7.1. ScopeQuốc KhánhNo ratings yet
- Cold-Formed Steel Frame, SarawitDocument349 pagesCold-Formed Steel Frame, SarawitSérgio MartinsNo ratings yet
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- CH4 (1) MergedDocument231 pagesCH4 (1) Mergedأزهار برديNo ratings yet
- Reinforced Concrete DesignDocument68 pagesReinforced Concrete Designأزهار برديNo ratings yet
- Asme B31.3,341.3.4Document1 pageAsme B31.3,341.3.4mzarei_1982No ratings yet
- API 650-Impact TestDocument4 pagesAPI 650-Impact TestBashu PoudelNo ratings yet
- ASTM-A501.-Acero Carbono Soldado y Sin Tubos. Fy250MpaDocument6 pagesASTM-A501.-Acero Carbono Soldado y Sin Tubos. Fy250MparafabiobioNo ratings yet
- The Effect of Web Corrugation in Cold-Formed Steel Beam With Trapezoidally Corrugated WebDocument6 pagesThe Effect of Web Corrugation in Cold-Formed Steel Beam With Trapezoidally Corrugated WebAJER JOURNALNo ratings yet
- Vitrified Clay Pipe: T 281 Methods of Sampling and TestingDocument3 pagesVitrified Clay Pipe: T 281 Methods of Sampling and TestingricardojesussardinasalzugarayNo ratings yet
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018Document32 pagesTable 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018GabrielNo ratings yet
- Norma Aisc 341 (Capítulo E)Document22 pagesNorma Aisc 341 (Capítulo E)ElmerNo ratings yet
- Test Procedure A S Per EN 1994-1-1 2004 (E)Document5 pagesTest Procedure A S Per EN 1994-1-1 2004 (E)nrtparNo ratings yet
- DS 1 VOL 3 4TH Parte Dos PDFDocument8 pagesDS 1 VOL 3 4TH Parte Dos PDFsushilNo ratings yet
- Spec Tn1946Document8 pagesSpec Tn1946Kumara SubramanianNo ratings yet
- ''C496.142250 Splitting Tensile Strength of ConcreteDocument5 pages''C496.142250 Splitting Tensile Strength of ConcreteAbu Bakar Muzamil ButtNo ratings yet
- C12 - Installing Vitrified Clay Pipe LinesDocument7 pagesC12 - Installing Vitrified Clay Pipe LinesKingNo ratings yet
- API 5L 45-th Edition: Item No SawlDocument6 pagesAPI 5L 45-th Edition: Item No SawlRob WillestoneNo ratings yet
- Chapter 5: Steel: FEMA 356Document10 pagesChapter 5: Steel: FEMA 356mrea130No ratings yet
- B31.3 Code Case 178 PDFDocument16 pagesB31.3 Code Case 178 PDFmfathi1356No ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- 340 INSPECTION (PG 112 - 121) : Para. 302.3.3Document3 pages340 INSPECTION (PG 112 - 121) : Para. 302.3.3r_ramiresNo ratings yet
- APP169Document12 pagesAPP169bungykitNo ratings yet
- Appendix N - Prequalification of Beam-To-Column Moment ConnectionsDocument4 pagesAppendix N - Prequalification of Beam-To-Column Moment ConnectionsTarif Aziz MarufNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsFrom EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo ratings yet
- Boolean Circuit Rewiring: Bridging Logical and Physical DesignsFrom EverandBoolean Circuit Rewiring: Bridging Logical and Physical DesignsNo ratings yet
- Pipe Bending: Case StudyDocument4 pagesPipe Bending: Case StudyIbrahim shaikNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Pipe & Tube BrochureDocument18 pagesPipe & Tube BrochureIbrahim shaikNo ratings yet
- 2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignDocument1 page2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignIbrahim shaikNo ratings yet
- Induction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesDocument1 pageInduction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesIbrahim shaikNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
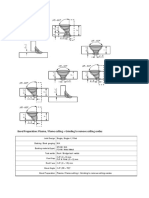
- Figure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Document1 pageFigure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- 3.3 Qualification of Welders, Welding Operators, and Tack WeldersDocument1 page3.3 Qualification of Welders, Welding Operators, and Tack WeldersIbrahim shaikNo ratings yet
- 4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsDocument1 page4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsIbrahim shaikNo ratings yet
- 2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Document1 page2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Ibrahim shaikNo ratings yet
- Figure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Document1 pageFigure 4.21-Test Plate For Unlimited Thickness-Welder Qualification (See 4.23.1)Ibrahim shaikNo ratings yet
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Joints Edge PreparationDocument4 pagesJoints Edge PreparationIbrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Ibrahim shaikNo ratings yet
- MasterspecDocument11 pagesMasterspecIbrahim shaikNo ratings yet
- 14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmDocument1 page14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmIbrahim shaikNo ratings yet
- FAB-QMF-60 (Outsources Process Audit Report)Document6 pagesFAB-QMF-60 (Outsources Process Audit Report)Ibrahim shaikNo ratings yet
- Dokumen - Tips - Astm d1037 12 For Bio CompositesDocument16 pagesDokumen - Tips - Astm d1037 12 For Bio CompositesIbrahim shaikNo ratings yet
- Type Approval Certificate: Hydratight LTDDocument3 pagesType Approval Certificate: Hydratight LTDIbrahim shaikNo ratings yet
- Background:: Public Health & Safety Department Guidelines For First-Aid Requirement DM-PH&SD-P4-TG17Document4 pagesBackground:: Public Health & Safety Department Guidelines For First-Aid Requirement DM-PH&SD-P4-TG17Ibrahim shaikNo ratings yet
- En 131-2-2010+a2-2017Document6 pagesEn 131-2-2010+a2-2017Ibrahim shaik100% (1)
- Ponuda LaptopaDocument6 pagesPonuda LaptopaFranjo IličićNo ratings yet
- Scaredy Pants Encyclopedia SpongeBobia FandomDocument1 pageScaredy Pants Encyclopedia SpongeBobia FandomFarid RahmanNo ratings yet
- Fisa de Lucru EcuatiiDocument3 pagesFisa de Lucru EcuatiiMARIANA DOINA NEACSUNo ratings yet
- Project Abstract 3Document5 pagesProject Abstract 3Oni Khalid AyobamiNo ratings yet
- HJPF304040 enDocument2 pagesHJPF304040 encihanNo ratings yet
- 5 Code of Conduct & Ethical Standards 20170717Document30 pages5 Code of Conduct & Ethical Standards 20170717Maria Gracia100% (1)
- North American: Manufacturing Company, LTDDocument2 pagesNorth American: Manufacturing Company, LTDRodrigo RuizNo ratings yet
- Coagulant Tank RWTPDocument3 pagesCoagulant Tank RWTPAbu SuraisyNo ratings yet
- MASS TRANSFER - 2.weekDocument43 pagesMASS TRANSFER - 2.weekAlexNo ratings yet
- Syntax For Job Restart in 202 and 203 Server Using PuttyDocument2 pagesSyntax For Job Restart in 202 and 203 Server Using PuttyAnurag RajakNo ratings yet
- Drug Formulary 2013Document108 pagesDrug Formulary 2013Kai XinNo ratings yet
- Nandita Sahgal-Tully Managing Director ThomasLloydDocument14 pagesNandita Sahgal-Tully Managing Director ThomasLloydSid KaulNo ratings yet
- Software Engineering Unit-5Document24 pagesSoftware Engineering Unit-5rishaliNo ratings yet
- Applications of Machine and Deep Learning in Adaptive ImmunityDocument27 pagesApplications of Machine and Deep Learning in Adaptive ImmunityIrguard AdminNo ratings yet
- Operation Gladio - CIA Network of "Stay Behind" Secret ArmiesDocument14 pagesOperation Gladio - CIA Network of "Stay Behind" Secret Armiesunroman121100% (1)
- Deductive Tasting Grid March 2022Document3 pagesDeductive Tasting Grid March 2022Htin Lin KyawNo ratings yet
- BS 1722 Part 4 (Chestnut Pale Fences)Document16 pagesBS 1722 Part 4 (Chestnut Pale Fences)nandi_scrNo ratings yet
- Vitamin EDocument29 pagesVitamin ESiva Krishna NeppaliNo ratings yet
- Design and Study of Ventilation Systems PDFDocument22 pagesDesign and Study of Ventilation Systems PDFJothimanikkam SomasundaramNo ratings yet
- 2-Stroke-Porting TerminologyDocument5 pages2-Stroke-Porting TerminologyMithun Miranda100% (2)
- E-Collaboration Concepts, Systems, and Applications: July 2008Document19 pagesE-Collaboration Concepts, Systems, and Applications: July 2008NAGENDRA ANUMULANo ratings yet
- 22 - Altenhuber - Guidance For The Application of Low Voltage FusesDocument10 pages22 - Altenhuber - Guidance For The Application of Low Voltage FusesRagowo Tri WicaksonoNo ratings yet
- Department of Education: Guide For The Home Learning FacilitatorDocument8 pagesDepartment of Education: Guide For The Home Learning FacilitatorSheran Manlongat BallesterosNo ratings yet
- C348 Mathematics For General Relativity Chapters 1 and 2 (UCL)Document37 pagesC348 Mathematics For General Relativity Chapters 1 and 2 (UCL)ucaptd3No ratings yet
- Electrical Cable PriceDocument9 pagesElectrical Cable PriceDayo DweezyNo ratings yet
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocument2 pagesStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancedivaNo ratings yet
- Un Kartu Soal Submatif Xii SMKN 2 Konawe 2024Document34 pagesUn Kartu Soal Submatif Xii SMKN 2 Konawe 2024Naftali PatalaNo ratings yet
- Ds4windows Log 20230508.0Document1 pageDs4windows Log 20230508.0werferNo ratings yet
- Company Law IntroDocument38 pagesCompany Law Introgaurav singhNo ratings yet