Oil Tank 750 m3
Oil Tank 750 m3
Download as doc, pdf, or txt
At a glance
Powered by AI
The key takeaways are that this procedure outlines the fabrication process for an oil tank for a coal fired power plant in Indonesia including material handling, welding requirements, inspections, and records submission.
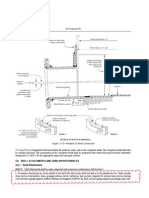
The scope of this procedure is to describe the fabrication of an oil tank set for a 3 x 330 MW power plant in Indramayu, West Java, Indonesia following client requirements, codes, and specifications.
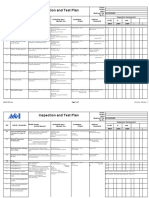
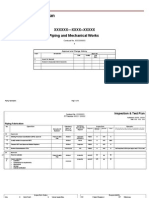
Inspections that will be conducted during fabrication include cutting, dimensional, fit-up, visual, non-destructive including radiography and liquid penetrant, welding repair, and painting inspections.
You might also like
- Itp For Steel Structure Erection (Content) Rev.1Document3 pagesItp For Steel Structure Erection (Content) Rev.1Anonymous nLMJGu88% (8)
- Api 577 QuizDocument11 pagesApi 577 Quizabdo100% (3)
- 498 Quality Plan Pressure VesselDocument20 pages498 Quality Plan Pressure Vesseldharwin100% (6)
- Aws G1.6-2022Document30 pagesAws G1.6-2022Alexis Adolfo Hernández Alvarez100% (2)
- Door SheetDocument9 pagesDoor SheetAnilkumarNo ratings yet
- CM 3111 SecDocument22 pagesCM 3111 Secapi-399041507No ratings yet
- API Tank Estimate SheetDocument3 pagesAPI Tank Estimate SheetKjunwolf100% (2)
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan Guru100% (1)
- Tank Annular Plate SealingDocument4 pagesTank Annular Plate Sealingnikita6969No ratings yet
- Itp Micropile WorkDocument76 pagesItp Micropile WorkdaryonoNo ratings yet
- 04 Samss 055Document42 pages04 Samss 055nadeem shaikh100% (1)
- Iso 15607-2003 PDFDocument18 pagesIso 15607-2003 PDFIonut Florica100% (2)
- B2020-TDC-SR-006 Shell Rolling R0Document2 pagesB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Document9 pagesJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNo ratings yet
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- SMAW Electrode For P91Document18 pagesSMAW Electrode For P91DipenchauhanNo ratings yet
- Testing of Double Deck Floating Roofs: GeneralDocument2 pagesTesting of Double Deck Floating Roofs: GeneralVishvjeet Prakash TiwariNo ratings yet
- Fit Up Inspection Report: Tank No.: Description: Report No: Dwg. No.: Applicable Code: DateDocument1 pageFit Up Inspection Report: Tank No.: Description: Report No: Dwg. No.: Applicable Code: Daterize1159No ratings yet
- PE ASME Boiler Initial Report NB-405Document3 pagesPE ASME Boiler Initial Report NB-405Jeanette BeukesNo ratings yet
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocument2 pagesNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNo ratings yet
- API 650 Tank Nozzle Stand Out - EditableDocument20 pagesAPI 650 Tank Nozzle Stand Out - EditableShaaban NoamanNo ratings yet
- API 650 PageDocument2 pagesAPI 650 PageGerry Dan ChanliongcoNo ratings yet
- Brochure Semi Trailer LPG Tank - R1Document2 pagesBrochure Semi Trailer LPG Tank - R1miqbalNo ratings yet
- As Built: Rfso, C/W Dip PipeDocument18 pagesAs Built: Rfso, C/W Dip Piperomeo112976No ratings yet
- Instructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Document287 pagesInstructed By: Hossein Sadeghi: An Introduction To Welded Tanks For Oil Storage, Api Standard 650Tania HuqNo ratings yet
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- WPS-021, 09.07.07, Page-1Document2 pagesWPS-021, 09.07.07, Page-1nidhinchandranvsNo ratings yet
- Api 650 Radiographic Requirement Instruction Scope: Th. 10mmDocument3 pagesApi 650 Radiographic Requirement Instruction Scope: Th. 10mmdjafourNo ratings yet
- FSK-E290-006-A4-0 Quality Control Plan (QC Plan)Document4 pagesFSK-E290-006-A4-0 Quality Control Plan (QC Plan)Amir Reza RashidfarokhiNo ratings yet
- Welding Calculator BOHLERDocument7 pagesWelding Calculator BOHLERKhamdi AfandiNo ratings yet
- Safety Features of Bygging Tank Jacks, Fail-Safe Tank JacksDocument2 pagesSafety Features of Bygging Tank Jacks, Fail-Safe Tank JacksRamanagopalNo ratings yet
- Factory Visit - National Grills & DiffusersDocument2 pagesFactory Visit - National Grills & DiffusersnittabdNo ratings yet
- Hempadur Zinc 17380Document2 pagesHempadur Zinc 17380sizmaruNo ratings yet
- ITP - Air ReceiverDocument5 pagesITP - Air ReceiverachmadNo ratings yet
- Itp For Field Erected Tank Rev A PDF FreeDocument9 pagesItp For Field Erected Tank Rev A PDF FreeMahmoud GaberNo ratings yet
- WPS Indosol 001 (ASME) RDocument2 pagesWPS Indosol 001 (ASME) RDoni HardiNo ratings yet
- Job Procedure - Mounded Storage VesselsDocument2 pagesJob Procedure - Mounded Storage VesselssshastrimechNo ratings yet
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pages003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNo ratings yet
- BRT-PAU-T01-SP-007 Fabrication Procedure For Storage Tank (R2 AS FINAL)Document10 pagesBRT-PAU-T01-SP-007 Fabrication Procedure For Storage Tank (R2 AS FINAL)Ponaryo AnggaraNo ratings yet
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- Mobile Crane Set Up Ckeck List: PROJECT TITLE: OG119-Design & Construction of KIZAD Gas Network DateDocument3 pagesMobile Crane Set Up Ckeck List: PROJECT TITLE: OG119-Design & Construction of KIZAD Gas Network DateImran KhanNo ratings yet
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- Procedure For Painting of Structural Steel & PipingDocument10 pagesProcedure For Painting of Structural Steel & Pipingvpsimbu86No ratings yet
- Ladder Rung Calc.Document1 pageLadder Rung Calc.Azwan ShahNo ratings yet
- MWP-C-CS-PC-0009 Tank Erection Procedure-BDocument17 pagesMWP-C-CS-PC-0009 Tank Erection Procedure-BKing王No ratings yet
- Bohler Fox N Ev48-1Document1 pageBohler Fox N Ev48-1brayanNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- ASME CheckDocument14 pagesASME Checkfuransu777No ratings yet
- Automatic Welding of Storage Tanks With All Position Variable Speed Carriages Using The MIG ProcessDocument8 pagesAutomatic Welding of Storage Tanks With All Position Variable Speed Carriages Using The MIG ProcessJimmy RodriguesNo ratings yet
- Tank Building Methodology: Sourcing Energy To Our LivesDocument43 pagesTank Building Methodology: Sourcing Energy To Our LiveskopnangNo ratings yet
- Welding Variable Calculator AS1554.1Document2 pagesWelding Variable Calculator AS1554.1mekoxxxNo ratings yet
- Tank ThicknessDocument1 pageTank Thicknessmark_ancotNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name Daterohitbhat2345No ratings yet
- Welder Test Param19!03!201211Document151 pagesWelder Test Param19!03!201211VapaVapaNo ratings yet
- 025 - Guard Zinc Phosphate Epoxy PrimerDocument3 pages025 - Guard Zinc Phosphate Epoxy PrimerBalgo BalgobinNo ratings yet
- Small Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFDocument8 pagesSmall Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFAnaximenes 12No ratings yet
- Procedure Qualification Record (PQR) : JointDocument2 pagesProcedure Qualification Record (PQR) : JointBalkishan DyavanapellyNo ratings yet
- Repair Procedure For Super Heater Coil TubesDocument2 pagesRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- Pickling Work InstructionDocument1 pagePickling Work InstructionmanesarkarNo ratings yet
- Boiler Hydrostatic TestingDocument2 pagesBoiler Hydrostatic Testingbonginkosi mathunjwaNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- Belt CONVEYOR ProcedureDocument8 pagesBelt CONVEYOR ProcedureNovan RosyandyNo ratings yet
- CONVEYOR C4 AB ProcedureDocument6 pagesCONVEYOR C4 AB ProcedureHalim IrhamiNo ratings yet
- Circulation Water PumpDocument6 pagesCirculation Water PumpYudha Andrie Sasi ZenNo ratings yet
- ITP-000 Piping Fabrication (Exemple)Document5 pagesITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- Guidance Note Weld Procedure Tests No. 4.02: ScopeDocument5 pagesGuidance Note Weld Procedure Tests No. 4.02: ScopeSamadhan MoreNo ratings yet
- 9 Codes and Standards Relevant To The Quality Assurance of Welded ConstructionsDocument14 pages9 Codes and Standards Relevant To The Quality Assurance of Welded ConstructionstranngNo ratings yet
- S 210Document6 pagesS 210RodrigoNo ratings yet
- Resume An Welding InspectorDocument7 pagesResume An Welding InspectorspearboraNo ratings yet
- Quick Guide To API 510Document27 pagesQuick Guide To API 510ABDULLAH SHAHABNo ratings yet
- Severin FinalDocument26 pagesSeverin Finalcristasocum_trans1758No ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKAN100% (1)
- Qualification of Welding Procedure Specification FCDocument14 pagesQualification of Welding Procedure Specification FCmister pogi100% (4)
- SOP - 03C Rev 1 Weld Shop PDFDocument9 pagesSOP - 03C Rev 1 Weld Shop PDFGohilakrishnan Thiagarajan100% (1)
- GIS 43-331 - API 1104 Pipeline Welding PDFDocument56 pagesGIS 43-331 - API 1104 Pipeline Welding PDFH_DEBIANE50% (2)
- CV Mr. Porntep HorthiwongDocument10 pagesCV Mr. Porntep HorthiwongNatthawut KentharaphakNo ratings yet
- Australian/New Zealand Standard: Structural Steel Welding Part 3: Welding of Reinforcing SteelDocument8 pagesAustralian/New Zealand Standard: Structural Steel Welding Part 3: Welding of Reinforcing Steelviraj0% (1)
- Norma AWSDocument17 pagesNorma AWSFRANCISCO TORRES100% (2)
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- 14.PS-14-Welding WorksDocument27 pages14.PS-14-Welding Worksjoel comerosNo ratings yet
- Standard Welding Procedure Specification: Ansi/Aws 62.1-1-203-96Document7 pagesStandard Welding Procedure Specification: Ansi/Aws 62.1-1-203-96mirpo82No ratings yet
- Section-I (Specifications & Drawings)Document115 pagesSection-I (Specifications & Drawings)azam RazzaqNo ratings yet
- Clad Metal WeldingDocument6 pagesClad Metal WeldinggoguluNo ratings yet
- Awareness On en 15085Document5 pagesAwareness On en 15085SamsuNo ratings yet
- D1.8 Seismic Supplement Welding Manual - LincolnDocument48 pagesD1.8 Seismic Supplement Welding Manual - LincolnElías MartínezNo ratings yet
- Review of WPS For TanksDocument10 pagesReview of WPS For TanksMJ MagdyNo ratings yet
- Asme B31.4 - Cap5 y 6Document19 pagesAsme B31.4 - Cap5 y 6claudio perez prietoNo ratings yet