Calculating Cable Fault Ratings
Calculating Cable Fault Ratings
Download as pdf or txt
You might also like
- Encyclopedia of Astrology (Nicholas Devore)Document347 pagesEncyclopedia of Astrology (Nicholas Devore)icemolten97% (60)
- 21 - GIS Earthing PDFDocument11 pages21 - GIS Earthing PDFwaqas_a_shaikh4348No ratings yet
- Certificate of AnalysisDocument3 pagesCertificate of AnalysisbrayanNo ratings yet
- Grade 10.00 Out of 10.00 (100%) : Question TextDocument69 pagesGrade 10.00 Out of 10.00 (100%) : Question Textmarlon corpuzNo ratings yet
- Corrosion of Lithium-Ion Battery Current CollectorsDocument9 pagesCorrosion of Lithium-Ion Battery Current CollectorsGonzalo CeballosNo ratings yet
- MM - B412, B432, B512, MB472, MB492, MB562, ES4132, ES4192, ES5112, ES5162 (Option Tray) - 1Document18 pagesMM - B412, B432, B512, MB472, MB492, MB562, ES4132, ES4192, ES5112, ES5162 (Option Tray) - 1Vitalij KrivenNo ratings yet
- Arabic With Husna (Lesson 3) Unit 1 (1.1) Bayyinah TV Transcript NotesDocument5 pagesArabic With Husna (Lesson 3) Unit 1 (1.1) Bayyinah TV Transcript NotesMUSARRAT BANO100% (6)
- Generac 7000EXL Engine Owner's ManualDocument24 pagesGenerac 7000EXL Engine Owner's ManualAlfie Epstein100% (3)
- Corrosion Basics and Computer Modeling: V.G. DegiorgiDocument33 pagesCorrosion Basics and Computer Modeling: V.G. DegiorgiJorge LunaNo ratings yet
- Alabdali 2022Document13 pagesAlabdali 2022fadzisomashavaNo ratings yet
- Alabdali 2022Document14 pagesAlabdali 2022nanozordprimeNo ratings yet
- Lecture Corrosion PreventionDocument39 pagesLecture Corrosion PreventionLakshay JangraNo ratings yet
- Lecture Corrosion PreventionDocument39 pagesLecture Corrosion Preventionshoaib1985No ratings yet
- Boundary Element Modelling of The Impressed CurrenDocument10 pagesBoundary Element Modelling of The Impressed CurrenHà Thị TrúcNo ratings yet
- A Holistic Model To Address Corrosion in Nuclear Power PlantsDocument44 pagesA Holistic Model To Address Corrosion in Nuclear Power PlantsHeramb TrifaleyNo ratings yet
- 1 s2.0 S2095809922007664 MainDocument4 pages1 s2.0 S2095809922007664 Mainpablo ignacio olmedo lopezNo ratings yet
- PZT Based Smart Corrosion Coupon Using Elect - 2019 - Mechanical Systems and SigDocument15 pagesPZT Based Smart Corrosion Coupon Using Elect - 2019 - Mechanical Systems and SigAdolfo David Perez Lude?aNo ratings yet
- Electrode Manufacturing For Lithium-Ion Batteries-Analysis of Current and Next Generation ProcessingDocument16 pagesElectrode Manufacturing For Lithium-Ion Batteries-Analysis of Current and Next Generation ProcessingTeddy Kim100% (1)
- Review On Cathodic Protection System Modelling: December 2017Document12 pagesReview On Cathodic Protection System Modelling: December 2017Jorge LunaNo ratings yet
- Çok Önemli̇ KaynakDocument6 pagesÇok Önemli̇ KaynakYesim YilmazNo ratings yet
- TM31 Didi Widya Utama UNTARDocument11 pagesTM31 Didi Widya Utama UNTARFahmi NurjananiNo ratings yet
- Coatings 13 00505Document23 pagesCoatings 13 00505achraf zegnaniNo ratings yet
- MatCorr56 (6) (2005)Document9 pagesMatCorr56 (6) (2005)Pako RosasNo ratings yet
- Cathodic Protection PDFDocument24 pagesCathodic Protection PDFJorge Luis Clavijo Iturri67% (3)
- Fayomi 2019 J. Phys. Conf. Ser. 1378 042084Document9 pagesFayomi 2019 J. Phys. Conf. Ser. 1378 042084Herda CahyaningrumNo ratings yet
- Electro FormingDocument16 pagesElectro Formingfrans william100% (1)
- Cathodic ProtectionDocument40 pagesCathodic Protectionjadav parixeet100% (1)
- Advanced Energy Materials - 2020 - Esan - Modeling and Simulation of Flow BatteriesDocument42 pagesAdvanced Energy Materials - 2020 - Esan - Modeling and Simulation of Flow BatteriesbsynjoinNo ratings yet
- 1 SMDocument6 pages1 SMLimuel EspirituNo ratings yet
- Energy Tech DistirbutionDocument9 pagesEnergy Tech DistirbutionaudreyNo ratings yet
- Advanced Energy Materials - 2020 - Wang - Ni Rich Co Poor Layered Cathode For Automotive Li Ion Batteries Promises andDocument28 pagesAdvanced Energy Materials - 2020 - Wang - Ni Rich Co Poor Layered Cathode For Automotive Li Ion Batteries Promises andXiaotu MaNo ratings yet
- Articulo Corrosion 2Document15 pagesArticulo Corrosion 2Juan Pablo AponteNo ratings yet
- Overview of Corrosion and Advanced Corro PDFDocument6 pagesOverview of Corrosion and Advanced Corro PDFStefanos DiamantisNo ratings yet
- Evaluation of The Electrical Properties of Carbon Electrodes Developed With Bio-Material Additions As A Sacrificial Anode in Cathodic ProtectionDocument12 pagesEvaluation of The Electrical Properties of Carbon Electrodes Developed With Bio-Material Additions As A Sacrificial Anode in Cathodic ProtectionFrancisco Javier Dominguez De Los SantosNo ratings yet
- Ctp13.doc (CK) 6/30/98 1 of 20Document20 pagesCtp13.doc (CK) 6/30/98 1 of 20M Genta YudhistiraNo ratings yet
- Electroplating: Applications in The Semiconductor Industry: Jivaan Kishore Jhothiraman, Rajesh BalachandranDocument23 pagesElectroplating: Applications in The Semiconductor Industry: Jivaan Kishore Jhothiraman, Rajesh BalachandranSharan KumarNo ratings yet
- Fundamental and Solutions of Microcrack in Ni-Rich Layered Oxide Cathode Materials of Lithium-Ion BatteriesDocument37 pagesFundamental and Solutions of Microcrack in Ni-Rich Layered Oxide Cathode Materials of Lithium-Ion BatteriesElaine LauNo ratings yet
- ShawKelly 2006 WhatisCorrosionDocument4 pagesShawKelly 2006 WhatisCorrosionAldair FranciscoNo ratings yet
- Atomistic Corrosion ModellingDocument14 pagesAtomistic Corrosion ModellingRotimi OwowaNo ratings yet
- Batteries-08-00048 2Document14 pagesBatteries-08-00048 2Minggang HUANGNo ratings yet
- What Is Corrosion?: Electrochemical Society Interface March 2006Document4 pagesWhat Is Corrosion?: Electrochemical Society Interface March 2006Jahzerah PoochieNo ratings yet
- 2018-VERMA-DFT As A Powerful Tool For Designing Corrosion Inhibitors in Aqueous PhaseDocument20 pages2018-VERMA-DFT As A Powerful Tool For Designing Corrosion Inhibitors in Aqueous Phaserogersanva94No ratings yet
- Impressed Current Cathodic Protection of Chloride-Contaminated RCDocument11 pagesImpressed Current Cathodic Protection of Chloride-Contaminated RCyanhab123No ratings yet
- V65 N2 P4 C837 Tezdogan PDFDocument12 pagesV65 N2 P4 C837 Tezdogan PDFRagunath RamasamyNo ratings yet
- What Is Corrosion?: Electrochemical Society Interface March 2006Document4 pagesWhat Is Corrosion?: Electrochemical Society Interface March 2006Behayle TerayeNo ratings yet
- Corrosion Monitoring and Detection Techniques in Petrochemical RefineriesDocument9 pagesCorrosion Monitoring and Detection Techniques in Petrochemical RefineriesMohamedGhanemNo ratings yet
- Industrial Wastes and Natural Substances For Improving Electrical Earthing SystemsDocument11 pagesIndustrial Wastes and Natural Substances For Improving Electrical Earthing SystemsNicken Yoga Probondaru nickenyoga.2018No ratings yet
- Publication 3Document10 pagesPublication 3Engr Muhammad Zaheer SaleemNo ratings yet
- EIS For AgingDocument19 pagesEIS For Agingbe.arnab96No ratings yet
- IP Influence of Temp On ZnNi Dep. Cyclic Voltametry 2020Document11 pagesIP Influence of Temp On ZnNi Dep. Cyclic Voltametry 2020Sorin SorinNo ratings yet
- Monitoring Methods of Cathodic Protection of Pipelines PDFDocument13 pagesMonitoring Methods of Cathodic Protection of Pipelines PDFMarcos LeiteNo ratings yet
- Lucrarea RevDocument72 pagesLucrarea RevValentin Gherman100% (1)
- Literature Survey On Corrosion of Underground Metallic Structures Induced by Alternating CurrentsDocument18 pagesLiterature Survey On Corrosion of Underground Metallic Structures Induced by Alternating CurrentsHans De Keulenaer100% (6)
- UNIT-I CorrDocument42 pagesUNIT-I CorrArthi SelvaNo ratings yet
- Cathodic Protection by Dr. RanaaaaDocument152 pagesCathodic Protection by Dr. Ranaaaawasif jamil100% (1)
- Abidi-Atomistic Modeling of Electrocatalysis Are We There yet-article-review-NADocument27 pagesAbidi-Atomistic Modeling of Electrocatalysis Are We There yet-article-review-NAalizahid000No ratings yet
- Critical Current Density in Solid-State Lithium Metal BatteriesDocument34 pagesCritical Current Density in Solid-State Lithium Metal BatteriesShreyash DeshmukhNo ratings yet
- Current State of Electrochemical Techniques and Corrosion Rate AnalysisDocument8 pagesCurrent State of Electrochemical Techniques and Corrosion Rate Analysiscarlos gomezNo ratings yet
- CP DesignDocument36 pagesCP Designhussain100% (1)
- Advanced Materials - 2019 - Sun - Self Supported Transition Metal Based Electrocatalysts For Hydrogen and Oxygen EvolutionDocument18 pagesAdvanced Materials - 2019 - Sun - Self Supported Transition Metal Based Electrocatalysts For Hydrogen and Oxygen Evolutionkangwei MaoNo ratings yet
- J of Chemical Tech Biotech - 2018 - Walsh - Developments in Electrode Design Structure Decoration and Applications ofDocument18 pagesJ of Chemical Tech Biotech - 2018 - Walsh - Developments in Electrode Design Structure Decoration and Applications ofAylin TokNo ratings yet
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Ceramic Integration and Joining Technologies: From Macro to NanoscaleFrom EverandCeramic Integration and Joining Technologies: From Macro to NanoscaleNo ratings yet
- Test Procedure and Acceptance Criteria For PDDocument5 pagesTest Procedure and Acceptance Criteria For PDwaqas_a_shaikh4348No ratings yet
- Earthing in DC Distribution Systems Analogously To The AC SystemsDocument13 pagesEarthing in DC Distribution Systems Analogously To The AC Systemswaqas_a_shaikh4348No ratings yet
- Adjusted AU7505 CW Pump-Screening (Harbin)Document2 pagesAdjusted AU7505 CW Pump-Screening (Harbin)waqas_a_shaikh4348No ratings yet
- Inspection and Test Procedures For LV CablesDocument5 pagesInspection and Test Procedures For LV Cableswaqas_a_shaikh4348100% (1)
- Calculating Cable Fault RatingsDocument1 pageCalculating Cable Fault Ratingswaqas_a_shaikh4348No ratings yet
- Fiber Optic Cable Types - Single Mode Vs Multimode Fiber Cable - FS Community - HTMLDocument9 pagesFiber Optic Cable Types - Single Mode Vs Multimode Fiber Cable - FS Community - HTMLwaqas_a_shaikh4348No ratings yet
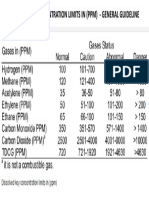
- Dissolved Key Concentration Limits in (PPM) - General GuidelineDocument1 pageDissolved Key Concentration Limits in (PPM) - General Guidelinewaqas_a_shaikh4348No ratings yet
- PK1024-MKF-MDB060-365097 01Document9 pagesPK1024-MKF-MDB060-365097 01waqas_a_shaikh4348No ratings yet
- Broken Conductor ProtectionDocument3 pagesBroken Conductor Protectionwaqas_a_shaikh4348No ratings yet
- Cable Cleaning Solvents Their Use and EvaluationDocument4 pagesCable Cleaning Solvents Their Use and Evaluationwaqas_a_shaikh4348No ratings yet
- Electrical Test After Site Installation 62067 IEC-2011Document5 pagesElectrical Test After Site Installation 62067 IEC-2011waqas_a_shaikh4348No ratings yet
- Gis Testing RequirementsDocument7 pagesGis Testing Requirementswaqas_a_shaikh4348No ratings yet
- CIRED2011 0499 FinalDocument4 pagesCIRED2011 0499 Finalwaqas_a_shaikh4348No ratings yet
- XD China JWG-252 IEC 62271-102 3 Motor ChargedDocument2 pagesXD China JWG-252 IEC 62271-102 3 Motor Chargedwaqas_a_shaikh4348No ratings yet
- Earthing Layout & Equipment Earthing Detail PDFDocument1 pageEarthing Layout & Equipment Earthing Detail PDFwaqas_a_shaikh4348No ratings yet
- IEC Standard Clause For Auxiliary and Control Circuit Test PDFDocument3 pagesIEC Standard Clause For Auxiliary and Control Circuit Test PDFwaqas_a_shaikh4348No ratings yet
- 22 - GIS Testing PDFDocument9 pages22 - GIS Testing PDFwaqas_a_shaikh4348No ratings yet
- Earthing Layout & Equipment Earthing Detail PDFDocument1 pageEarthing Layout & Equipment Earthing Detail PDFwaqas_a_shaikh4348No ratings yet
- Studi Analisis Daya Dukung Tanah Lempung Berplastisitas Tinggi Yang Dicampur Zeolit Rian Alfian Lusmeilia Afriani IswanDocument16 pagesStudi Analisis Daya Dukung Tanah Lempung Berplastisitas Tinggi Yang Dicampur Zeolit Rian Alfian Lusmeilia Afriani IswanHaniefhbold la HidayatuNo ratings yet
- CAA International EALTS OverviewDocument1 pageCAA International EALTS OverviewLeila HannaneNo ratings yet
- 04 Jet Mixing Design ApplicationsDocument6 pages04 Jet Mixing Design Applicationslutfi awn100% (1)
- Pelf Infotech PVT LTD: Sbi Colony, Opp - Swapna Shilp, Kothrud, Pune - 411 038Document5 pagesPelf Infotech PVT LTD: Sbi Colony, Opp - Swapna Shilp, Kothrud, Pune - 411 038Abhijeet PatilNo ratings yet
- 10 TPH Palm Oil Production LineDocument52 pages10 TPH Palm Oil Production LineSouleïman CisséNo ratings yet
- COA of White Kidney Bean ExtractDocument1 pageCOA of White Kidney Bean ExtractPan EmmaNo ratings yet
- Questions On UtilitarianismDocument2 pagesQuestions On Utilitarianismstudnt07No ratings yet
- MDKBT BU Parts ManualDocument90 pagesMDKBT BU Parts ManualAhungNo ratings yet
- Moments Exam QuestionsDocument11 pagesMoments Exam Questionsbooboo100% (1)
- Examiner's Interview: F1 - Accountant in Business: Business. The Examiner, Bob Souster, Has Provided The Answers and HisDocument12 pagesExaminer's Interview: F1 - Accountant in Business: Business. The Examiner, Bob Souster, Has Provided The Answers and HisKhurram AzizNo ratings yet
- Coursera LBKZQJAVS6B3 DiabetesDocument1 pageCoursera LBKZQJAVS6B3 DiabetesLuis EscudeiroNo ratings yet
- Cosmonate PH Mdi PureDocument3 pagesCosmonate PH Mdi PureOnesany TecnologiasNo ratings yet
- FE Yeet GUIDocument3 pagesFE Yeet GUINobodyNo ratings yet
- Iso Tank ContainersDocument13 pagesIso Tank ContainersMuslimah100% (1)
- Excel Statistical AnalysisDocument108 pagesExcel Statistical AnalysisBudi SantosoNo ratings yet
- TNTR - IFHRMS - HRMS - Transfer and Posting - User Manual English - Ver 1.1Document48 pagesTNTR - IFHRMS - HRMS - Transfer and Posting - User Manual English - Ver 1.1uvaarajNo ratings yet
- Sample Research Paper Grade 9Document5 pagesSample Research Paper Grade 9lctcjtznd100% (1)
- Project Development Procedures Manual: Part 1 - General Information (Chapters 1 Through 7)Document12 pagesProject Development Procedures Manual: Part 1 - General Information (Chapters 1 Through 7)washereNo ratings yet
- Biology QuestionaireDocument2 pagesBiology Questionairelyll ann100% (1)
- Social Etiquette AshaDocument3 pagesSocial Etiquette AshaDollyNo ratings yet
- Montreal Protocol:-: International Environmental AgreementDocument10 pagesMontreal Protocol:-: International Environmental AgreementPratik RajNo ratings yet
- Company Profile - BravoFabsDocument14 pagesCompany Profile - BravoFabssong.anarNo ratings yet
- FDFFDocument37 pagesFDFFTrimy NawNo ratings yet
- 1st SEMESTER Creative WritingDocument16 pages1st SEMESTER Creative WritingNikka Mae Socito DusabanNo ratings yet