0% found this document useful (0 votes)
32 viewsPetroleum Refinery: Soran University Petroleum Engineering Department
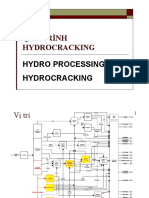
Hydrocracking is a catalytic cracking process that uses hydrogen to convert heavy feedstocks like gas oils into lighter products like gasoline and diesel fuel. It produces no bottom-of-the-barrel waste and allows refineries to flexibly adjust product yields. The multi-stage hydrocracking process involves mixing feedstock with hydrogen over catalysts under high pressure and temperature to crack molecules and saturate olefins. This increases volume and produces cleaner burning middle distillates and lower aromatic gasoline. Hydrocracking is expensive but provides refineries more processing options.
Uploaded by
mustafa sfCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
32 viewsPetroleum Refinery: Soran University Petroleum Engineering Department
Hydrocracking is a catalytic cracking process that uses hydrogen to convert heavy feedstocks like gas oils into lighter products like gasoline and diesel fuel. It produces no bottom-of-the-barrel waste and allows refineries to flexibly adjust product yields. The multi-stage hydrocracking process involves mixing feedstock with hydrogen over catalysts under high pressure and temperature to crack molecules and saturate olefins. This increases volume and produces cleaner burning middle distillates and lower aromatic gasoline. Hydrocracking is expensive but provides refineries more processing options.
Uploaded by
mustafa sfCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 24