Xanthan Gum Production Via Fermentation - Process Modeling and Techno-Economic Assessment (Tea) Using Superpro Designer
Xanthan Gum Production Via Fermentation - Process Modeling and Techno-Economic Assessment (Tea) Using Superpro Designer
Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (6017)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1113)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (909)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (937)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (619)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (546)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (358)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (831)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (479)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (275)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (434)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2281)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (99)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (125)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (273)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (233)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (235)
- 8534 37936 1 PBDocument5 pages8534 37936 1 PBGabriella NaomiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (75)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Industrial Alcohol ProductionDocument4 pagesIndustrial Alcohol ProductionSheraz Ali100% (1)
- Module-1 (MCQS) Fermentation-An IntroductionDocument2 pagesModule-1 (MCQS) Fermentation-An IntroductionPpa Gpat Amit50% (2)
- Material Safety Data Sheet: Mofs Anti Settling AgentDocument3 pagesMaterial Safety Data Sheet: Mofs Anti Settling AgentPranav DubeyNo ratings yet
- Country Fiche NL - Final - RevisedDocument5 pagesCountry Fiche NL - Final - RevisedPranav DubeyNo ratings yet
- Certificate of Analysis (Coa) : MOFS-Citric AcidDocument1 pageCertificate of Analysis (Coa) : MOFS-Citric AcidPranav DubeyNo ratings yet
- OBM Viscosifier - LiquidDocument3 pagesOBM Viscosifier - LiquidPranav DubeyNo ratings yet
- COA - MOFS - Calcium Carbonate Medium and CoarseDocument2 pagesCOA - MOFS - Calcium Carbonate Medium and CoarsePranav DubeyNo ratings yet
- PDS - OBM ViscosifierDocument1 pagePDS - OBM ViscosifierPranav DubeyNo ratings yet
- Omn WL 900 Ins Ds 2017 Is Cable DatasheetDocument5 pagesOmn WL 900 Ins Ds 2017 Is Cable DatasheetPranav DubeyNo ratings yet
- Safety Data Sheet: Anti Sludge Agent B526Document10 pagesSafety Data Sheet: Anti Sludge Agent B526Pranav Dubey100% (1)
- Material Safety Data Sheet: U066 1. Identification of The Substance/Preparation and of The Company/UndertakingDocument5 pagesMaterial Safety Data Sheet: U066 1. Identification of The Substance/Preparation and of The Company/UndertakingPranav DubeyNo ratings yet
- Non-Emulsifying Agent W54Document12 pagesNon-Emulsifying Agent W54Pranav DubeyNo ratings yet
- Safety Data Sheet: Flowback Surfactant B.525Document9 pagesSafety Data Sheet: Flowback Surfactant B.525Pranav DubeyNo ratings yet
- Certificate of Analysis: Mofs - X C PolymerDocument1 pageCertificate of Analysis: Mofs - X C PolymerPranav DubeyNo ratings yet
- Safety Data Sheet: Inhibitor Aid A201Document10 pagesSafety Data Sheet: Inhibitor Aid A201Pranav DubeyNo ratings yet
- Material Safety Data Sheet: D182 1. Identification of The Substance/Preparation and of The Company/UndertakingDocument4 pagesMaterial Safety Data Sheet: D182 1. Identification of The Substance/Preparation and of The Company/UndertakingPranav DubeyNo ratings yet
- Exercise PhysiologyDocument37 pagesExercise PhysiologyAndre Christian Sopacua67% (3)
- Esayas AssefaDocument80 pagesEsayas AssefahabtastaNo ratings yet
- Citric Acid Production Patent ReviewDocument17 pagesCitric Acid Production Patent ReviewAdinda MargarisaNo ratings yet
- Charter DistilleryDocument52 pagesCharter DistilleryBRIAN CLIFFNo ratings yet
- Mycvir Module 9 12Document10 pagesMycvir Module 9 12Geraldine OcultoNo ratings yet
- Processing Procedures of Brick Tea and Their Influence On Fluoride ContentDocument4 pagesProcessing Procedures of Brick Tea and Their Influence On Fluoride ContentikaredbutterflyNo ratings yet
- Bioresource Technology: Oscar Pardo-Planas, Hasan K. Atiyeh, John R. Phillips, Clint P. Aichele, Sayeed MohammadDocument8 pagesBioresource Technology: Oscar Pardo-Planas, Hasan K. Atiyeh, John R. Phillips, Clint P. Aichele, Sayeed Mohammadmohsen ranjbarNo ratings yet
- Task 7 Training PlanDocument2 pagesTask 7 Training PlanJomari Palang-at Carnecer100% (1)
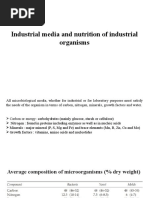
- 2.industrial Media and Nutrition of Industrial OrganismsDocument38 pages2.industrial Media and Nutrition of Industrial OrganismsM M BillahNo ratings yet
- Lecture 6 - Bilogical WWTDocument70 pagesLecture 6 - Bilogical WWTKiran JojiNo ratings yet
- Refresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Document19 pagesRefresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Farah FadhlinaNo ratings yet
- Microbes in Human Welfare: Microbes Household and Industrial ApplicationsDocument7 pagesMicrobes in Human Welfare: Microbes Household and Industrial ApplicationsNabeel DarNo ratings yet
- Media For Clostridium Bacterium and Processes For Obtaining A Clostridial Toxin PING WANGDocument30 pagesMedia For Clostridium Bacterium and Processes For Obtaining A Clostridial Toxin PING WANGSakuraurora InaNo ratings yet
- Quiz 2 Micropara LecDocument5 pagesQuiz 2 Micropara LecAbby CruzNo ratings yet
- ConcoctionsDocument21 pagesConcoctionsdiether garcia100% (3)
- Lactic Acid Plant CostDocument3 pagesLactic Acid Plant CostIntratec SolutionsNo ratings yet
- Ethanol Separation Process CalculationDocument25 pagesEthanol Separation Process CalculationTan Yong Chai100% (1)
- Better Food For AllDocument141 pagesBetter Food For AllBright SamuelNo ratings yet
- Carbon and Hydrogen Isotope Systematics of Bacterial Formation and Oxidation of Methane PDFDocument24 pagesCarbon and Hydrogen Isotope Systematics of Bacterial Formation and Oxidation of Methane PDFxocitlaNo ratings yet
- Penelitian PDFDocument10 pagesPenelitian PDFFridho SetyawanNo ratings yet
- ChucrutDocument6 pagesChucrutPAOLANo ratings yet
- HEC Revised Biotech SyllabusDocument56 pagesHEC Revised Biotech SyllabuswaheedgulNo ratings yet
- SafAle US 05Document2 pagesSafAle US 05Ime Nema ZimeNo ratings yet
- Potentials of Saccharomyces Cerevisiae Y10 As A Starter Culture For Wine Production From Date Palm (Phoenix Dactylifera) FruitsDocument6 pagesPotentials of Saccharomyces Cerevisiae Y10 As A Starter Culture For Wine Production From Date Palm (Phoenix Dactylifera) FruitsUMYU Journal of Microbiology Research (UJMR)No ratings yet
- 14 Inter Jour Dairy Tech Exopolysaccharide Determination of Kefiran 2011Document6 pages14 Inter Jour Dairy Tech Exopolysaccharide Determination of Kefiran 2011takwa999No ratings yet
- Food Chemistry 1Document36 pagesFood Chemistry 1Casio Je-urNo ratings yet
- 16 FL - vinegarFermentationUnitsDocument2 pages16 FL - vinegarFermentationUnitsNeerav Indrajit GadhviNo ratings yet