UN Internal Screw Thread: in Practice It Is Necessary To Provide For Some Threading Tool
UN Internal Screw Thread: in Practice It Is Necessary To Provide For Some Threading Tool
Download as pdf or txt
You might also like
- Enco Master Catalog 2014Document1,149 pagesEnco Master Catalog 2014gotti45No ratings yet
- Grafica de Wilfley 5 KDocument1 pageGrafica de Wilfley 5 KRoyer SanchezNo ratings yet
- V4.0 PCB Design Typical Layout CharacteristicsDocument1 pageV4.0 PCB Design Typical Layout CharacteristicsКрасимир ГеоргиNo ratings yet
- Screwed Fasteners 1Document12 pagesScrewed Fasteners 1md forhad hossenNo ratings yet
- 7500 - 7502 Series DatasheetDocument4 pages7500 - 7502 Series DatasheetBenderNo ratings yet
- Safety Valve-Fainger LesserDocument8 pagesSafety Valve-Fainger LesserRoopa MahtoNo ratings yet
- Q Q345 345E (China / GB) E (China / GB) : Les Propriétés Des Matériels Les Propriétés Des MatérielsDocument2 pagesQ Q345 345E (China / GB) E (China / GB) : Les Propriétés Des Matériels Les Propriétés Des MatérielsAbdelkader DraïNo ratings yet
- LSDEP Quartz+Square InhouseDocument2 pagesLSDEP Quartz+Square InhouseMaheshNo ratings yet
- HanSun Pipe FittingsDocument35 pagesHanSun Pipe Fittingspurav_patel20079232No ratings yet
- T100 HP Product Bulletin 04.08.19 RevDocument6 pagesT100 HP Product Bulletin 04.08.19 Revpro acaNo ratings yet
- Heavy Machining 2023Document176 pagesHeavy Machining 2023akshay.svesNo ratings yet
- Data Well CalculationsDocument6 pagesData Well Calculationsfaraj100% (1)
- Side View PIN Crimp Ring: Recommended Cable Stripping Dimensions RG-58 Cable Consma007-R58 Assembly InstructionsDocument1 pageSide View PIN Crimp Ring: Recommended Cable Stripping Dimensions RG-58 Cable Consma007-R58 Assembly Instructionsmyfutn-re8512No ratings yet
- HP75 Series: Hy-Pro G6 DualglassDocument2 pagesHP75 Series: Hy-Pro G6 DualglassOscar NavarroNo ratings yet
- BOQ Rev 1Document8 pagesBOQ Rev 1aris munandarNo ratings yet
- Manual ValvesDocument2 pagesManual ValvesEnjoying with animalsNo ratings yet
- CNC.02-01.00.000 AD Lead Screw (REV 2)Document1 pageCNC.02-01.00.000 AD Lead Screw (REV 2)dba35074No ratings yet
- Bearing Cap - 84B559583-ALL PDFDocument1 pageBearing Cap - 84B559583-ALL PDFSivaprakash KrishnasamyNo ratings yet
- 3.2 Hole Making Selection and Application - DrillingDocument61 pages3.2 Hole Making Selection and Application - DrillingBaljeet SinghNo ratings yet
- Regal Cutting ToolsDocument279 pagesRegal Cutting Toolsbenj bandalNo ratings yet
- Series 2000: Hercules EncodersDocument2 pagesSeries 2000: Hercules EncodersJose Abdel Rujana MontealegreNo ratings yet
- Data Table For Grades Stainless Steels 0Cr17Ni4Cu4NbDocument3 pagesData Table For Grades Stainless Steels 0Cr17Ni4Cu4Nbkurniuawan6723No ratings yet
- Merkel NI300Document6 pagesMerkel NI300Arpit VermaNo ratings yet
- Service: Non Corrosive Hydrocarbons - Glycol - Blow Down - Vents - Drains (T 120°C)Document1 pageService: Non Corrosive Hydrocarbons - Glycol - Blow Down - Vents - Drains (T 120°C)AliZenatiNo ratings yet
- Productdatasheet Ni300Document1 pageProductdatasheet Ni300Beatríz LópezNo ratings yet
- 燕秀模胚加工规范Document66 pages燕秀模胚加工规范phạm minh hùngNo ratings yet
- Ventiladores PDFDocument12 pagesVentiladores PDFJuan Diego Arroyave SernaNo ratings yet
- Ficha de Datos UR 219Document4 pagesFicha de Datos UR 219mcuestaNo ratings yet
- 610SJR00200EDocument2 pages610SJR00200Essspsq123No ratings yet
- GRM2POSTERDocument2 pagesGRM2POSTERpriyanka.raoNo ratings yet
- Brunson Target Holder Accessories CatalogDocument76 pagesBrunson Target Holder Accessories Catalogcmm5477No ratings yet
- Pressure Vessel Design (Faiz Zelin)Document1 pagePressure Vessel Design (Faiz Zelin)arcelitasNo ratings yet
- Calcul Épaisseur Détaillé Rampe 24poucesDocument4 pagesCalcul Épaisseur Détaillé Rampe 24poucesSaidNo ratings yet
- Level Switch NS 10/NS 25 ..-AM: FluidcontrolDocument7 pagesLevel Switch NS 10/NS 25 ..-AM: FluidcontrolNguyễn Kim HùngNo ratings yet
- 3 E DuctulatorDocument8 pages3 E DuctulatorMANIKANDANo ratings yet
- Review Pengujian Elektrik Trafo Dan Interpretasinya 280507Document7 pagesReview Pengujian Elektrik Trafo Dan Interpretasinya 280507oktaviaNo ratings yet
- BallLock-13Document2 pagesBallLock-13ivaldivielsoNo ratings yet
- PlasticBGA SMTAssembly Issues From FreescaleDocument77 pagesPlasticBGA SMTAssembly Issues From FreescaleAntonio Arr100% (1)
- Data SheetDocument14 pagesData SheetalanNo ratings yet
- Syp 029048Document20 pagesSyp 029048testNo ratings yet
- UntitledDocument1 pageUntitledargmsfNo ratings yet
- 26NiCrMoV14 5Document3 pages26NiCrMoV14 5arash_asasaNo ratings yet
- Catalogo Rufix-FinalDocument52 pagesCatalogo Rufix-FinalbrianoNo ratings yet
- Hydroseal Valves Legacy SeriesDocument16 pagesHydroseal Valves Legacy SeriesJuan David Alvarez CastroNo ratings yet
- Vishay SIR464DP T1 GE3 DatasheetDocument7 pagesVishay SIR464DP T1 GE3 DatasheetEge YekkkNo ratings yet
- UR319 Series Filters: Ultipleat SRT Return Line FiltersDocument4 pagesUR319 Series Filters: Ultipleat SRT Return Line FiltersLouis MarcianoNo ratings yet
- Verderflex Dura7 INT en Datasheet MetricDocument3 pagesVerderflex Dura7 INT en Datasheet MetricplantaecriNo ratings yet
- HLS2000 enDocument14 pagesHLS2000 enJoão PedroNo ratings yet
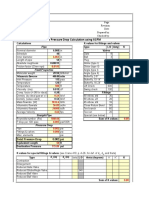
- Gas Pressure Drop Calculation Using SCFM: Pipe ValvesDocument3 pagesGas Pressure Drop Calculation Using SCFM: Pipe ValvesDavid Muñoz CastroNo ratings yet
- Fitting LenghtDocument2 pagesFitting Lenghtlucaavvisati.stpNo ratings yet
- Datasheet VPN1-06 M R Ha5160 ENDocument2 pagesDatasheet VPN1-06 M R Ha5160 ENnadmyrNo ratings yet
- Al-425 Catalogo CompletoDocument2 pagesAl-425 Catalogo CompletoJosé Sánchez ChávezNo ratings yet
- Sir166Dp: Vishay SiliconixDocument14 pagesSir166Dp: Vishay SiliconixJailani MatondangNo ratings yet
- Nipple 3 InchDocument9 pagesNipple 3 InchjumadinababanNo ratings yet
- RPT Plug PDFDocument1 pageRPT Plug PDFfelipeNo ratings yet
- Merkel Wiper AUASDocument3 pagesMerkel Wiper AUASАндрій МагденккоNo ratings yet
- Merkel U-Ring T 18: MaterialDocument5 pagesMerkel U-Ring T 18: MaterialRakesh CheeliNo ratings yet
- Cyano Inters ReceiverDocument1 pageCyano Inters Receiversushant_jhawerNo ratings yet
- 143 - 159 Kendo Catalogue - Revised PDFDocument17 pages143 - 159 Kendo Catalogue - Revised PDFEshan AlawalaNo ratings yet
- Company Products Catalogue - Machine Rev 3Document8 pagesCompany Products Catalogue - Machine Rev 3Bayumi Tirta JayaNo ratings yet
- Module 2 EMEDocument28 pagesModule 2 EME1pubglover456No ratings yet
- Setup Sheet Report: Mill DefaultDocument8 pagesSetup Sheet Report: Mill DefaultGandi SaputraNo ratings yet
- Grade Nominal Hole Sizes (MM)Document76 pagesGrade Nominal Hole Sizes (MM)Nishachar निशाचरNo ratings yet
- Proje TakvimiDocument4 pagesProje TakvimiYalçın ÖzaygünNo ratings yet
- Get Nursing Care Plans Guidelines for Individualizing Client Care Across the Life Span 10e free all chaptersDocument24 pagesGet Nursing Care Plans Guidelines for Individualizing Client Care Across the Life Span 10e free all chaptersrakeilermire100% (1)
- Machine Taper: Explanation Use TypesDocument12 pagesMachine Taper: Explanation Use TypesGanesh DixitNo ratings yet
- WALTER Preisliste 2019Document370 pagesWALTER Preisliste 2019Armagan CakirNo ratings yet
- Machine Tool - Student MaterialDocument36 pagesMachine Tool - Student MaterialHíp LêNo ratings yet
- Ibong Tiririt (MDSP 5)Document14 pagesIbong Tiririt (MDSP 5)Stephanie ParkNo ratings yet
- UNF ThreadDocument4 pagesUNF ThreadMUUTHUKRISHNANNo ratings yet
- Docsity Ingles Tecnico Mecanica de MantenimientoDocument11 pagesDocsity Ingles Tecnico Mecanica de MantenimientoEsteban David HCNo ratings yet
- Ch-23 Jig and FixturesDocument51 pagesCh-23 Jig and FixturesrajaNo ratings yet
- HyundaiWia - SKT21LMS INSTALL MAINT MANUALDocument335 pagesHyundaiWia - SKT21LMS INSTALL MAINT MANUALAminNo ratings yet
- Thread Pitch Chart PDFDocument2 pagesThread Pitch Chart PDFDarkvaderNo ratings yet
- Introduction To CNC CAM (Winmax)Document31 pagesIntroduction To CNC CAM (Winmax)نيكولسكولNo ratings yet
- Power Hacksaw: Electric Motor Stationary EngineDocument3 pagesPower Hacksaw: Electric Motor Stationary EnginePatrick TejadaNo ratings yet
- Capstan Lathe NotesDocument4 pagesCapstan Lathe NoteshashimtkmceNo ratings yet
- Support Leg 2Document1 pageSupport Leg 2Mahesh PatilNo ratings yet
- TOOLS Changing Bit DrillDocument4 pagesTOOLS Changing Bit DrillNorman PolilinNo ratings yet
- OPM Report WorkshopDocument9 pagesOPM Report WorkshopAkshat RathiNo ratings yet
- PT (Types of Jigs) - 9570Document22 pagesPT (Types of Jigs) - 9570Sanjay NayeeNo ratings yet
- CTS ErowaDocument8 pagesCTS ErowaAsem Herramientas Luis AnchueloNo ratings yet
- Vargus Mini Pro Catalog MetricDocument52 pagesVargus Mini Pro Catalog MetricDedik HandokoNo ratings yet
- Parts List & Instructions: BHJ Products, IncDocument1 pageParts List & Instructions: BHJ Products, Incجمال دحدوحNo ratings yet
- Krar Unit 77Document29 pagesKrar Unit 77nileshvranaNo ratings yet
- Tech Mill FormulasDocument5 pagesTech Mill FormulaspchakkrapaniNo ratings yet
- Final_Draft_MST with solutionDocument6 pagesFinal_Draft_MST with solutionGauriNo ratings yet